Что стоит знать при выборе инверторной сварки. Особенности работы инвертора для сварки
Особенности и принцип работы сварочного инвертора
В последние десятилетия инверторная сварка все уверенней вытесняет традиционные трансформаторы и выпрямители, причем не только в промышленном производстве, но и в сфере бытового применения. Это стало возможным благодаря созданию надежной элементной базы для частотных преобразователей, а также значительному удешевлению силовых электронных компонентов. Свою роль также сыграли рост стоимости энергоносителей и меди, которой в инверторах используется на порядки меньше, чем в других сварочных аппаратах.
Принцип работы современного сварочного инвертора основан на преобразовании низкочастотного сетевого тока в импульсы высокой частоты с последующим формированием различных видов сварочных токов с регулируемыми параметрами (см. рис. ниже).
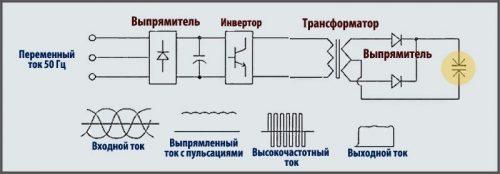
Рисунок 2 — Принцип работы сварочного аппарата
Однофазный или трехфазный переменный ток с частотой 50 Гц и напряжением 220 или 380 В поступает на входной выпрямитель, после которого сглаживается конденсаторами большой емкости. Выпрямленный ток со значительным уровнем пульсаций подается на вход инвертора, который преобразует его в переменный ток высокой частоты. Далее этот ток поступает на высокочастотный трансформатор, где его напряжение понижается до величины холостого хода. Затем он проходит через выпрямитель, после которого в силу высокой частоты уже не требуется сглаживания пульсаций.
Выпрямленный ток подается непосредственно на сварочный электрод. Его характеристики отслеживаются датчиками силы тока и напряжения, подсоединенными к блоку управления инвертора, поэтому изменение частоты и скважности импульсов может осуществляться в реальном времени.
Количество витков первичной обмотки обратно пропорционально частоте тока, поэтому в высокочастотных трансформаторах меди на порядки меньше, чем в обычных. Эта зависимость является нелинейной: при частоте 10 кГц масса и размер уменьшаются в 3 раза, а при частоте 50 кГц — примерно в 15 раз (см. трансформатор на рис. ниже).

На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».

Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
")
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.

Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Виды инверторов
Инверторный сварочный аппарат — это сложное электронное устройство, которое характеризуется широким набором сварочно-технологических характеристик. Поэтому инверторы классифицируют одновременно по нескольким признакам:
- По типу элементной базы частотного преобразователя, от которой напрямую зависит максимальная частота преобразования входного постоянного тока. Обычно речь идет о трех разновидностях: тиристорные — до 5 кГц; на биполярных транзисторах с изолированным затвором (IGBT) — до 20 кГц; на полевых МОП-транзисторах (MOSFET) — до 100 и более кГц.
- По схемотехническому типу инверторного преобразователя (различные виды мостов) и методу регулирования переменного высокочастотного тока (ШИМ, ЧИМ).
- По виду сварочной технологии. Существуют инверторы для MMA, MIG/MAG, TIG, импульсной инверторной сварки и их разновидностей. Отдельным видом такого оборудования являются плазморезы (CUT), в которых также используются инверторы.
- По массогабаритным показателям. Здесь выделяют мини-устройства, а также переносные, передвижные и стационарные инверторы.
- По сфере применения. В этом случае инверторы делят на бытовые, профессиональные, производственные, предназначенные для робототехнических комплексов и специализированные.
- По уровню механизации и автоматизации. Новинкой в этом виде характеристик инверторов является синергическое управление (Synergic Control). Эта интеллектуальная система позволяет адаптивно чередовать различные режимы и полностью контролирует весь сварочный процесс.
Кроме того, инверторы нередко классифицируют по различным эксплуатационным характеристикам: классу защиты, предельному уровню наклона, возможности работы при пониженном входном напряжении и пр.

Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
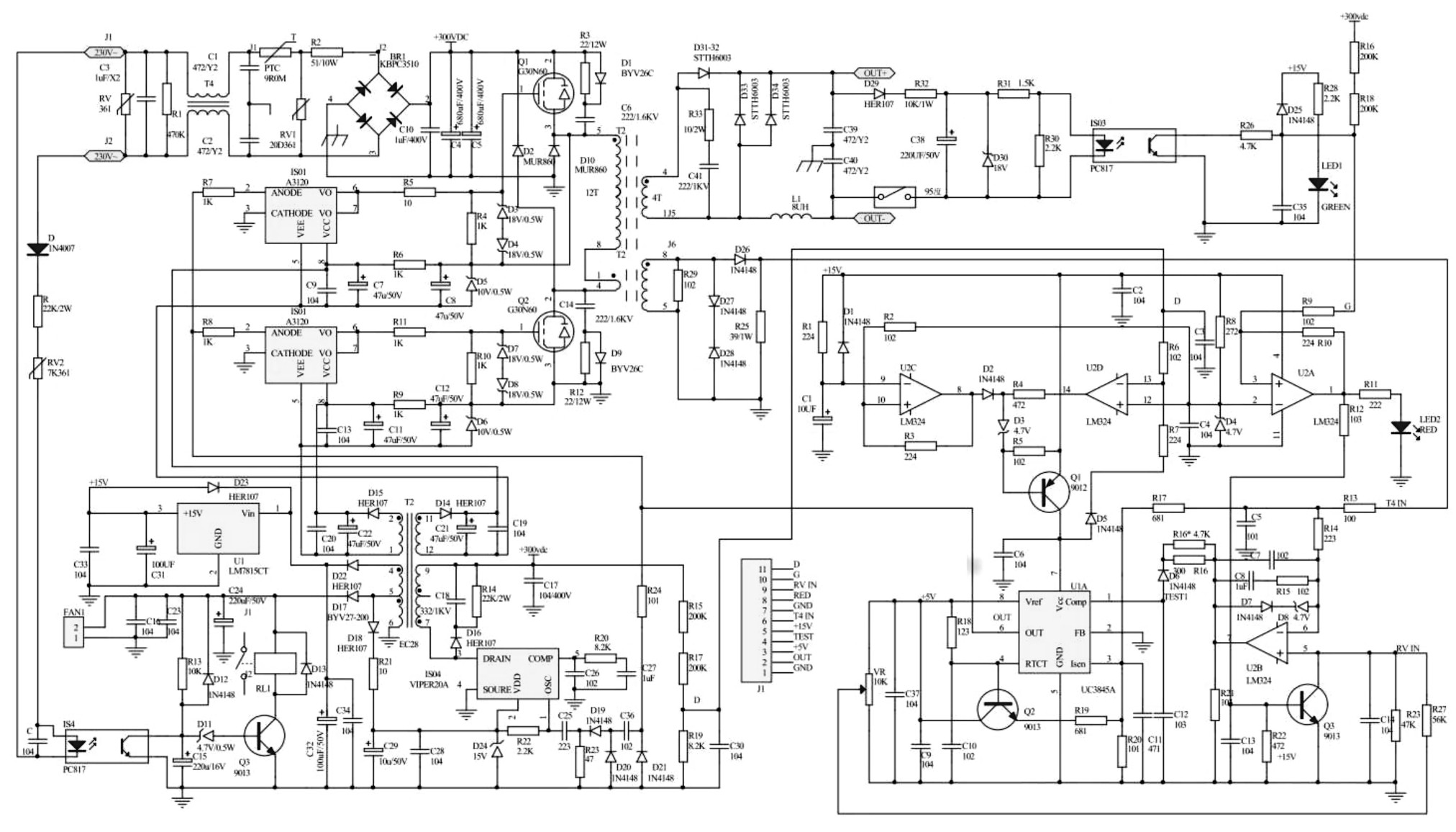
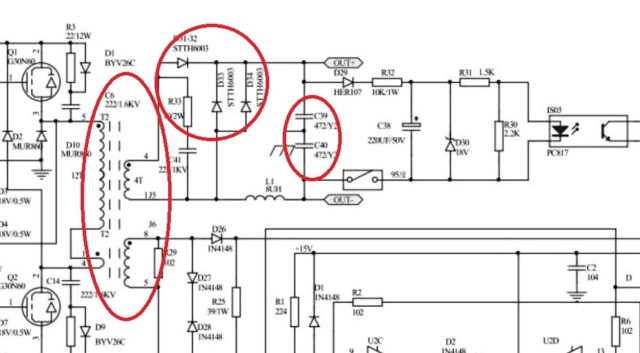
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
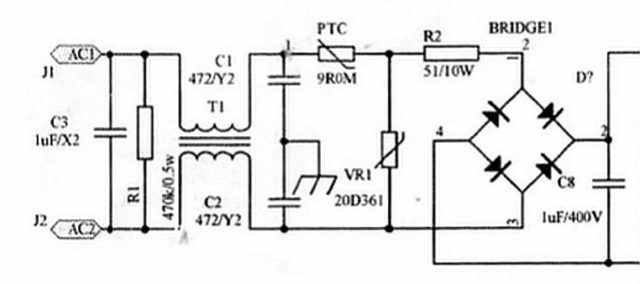
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
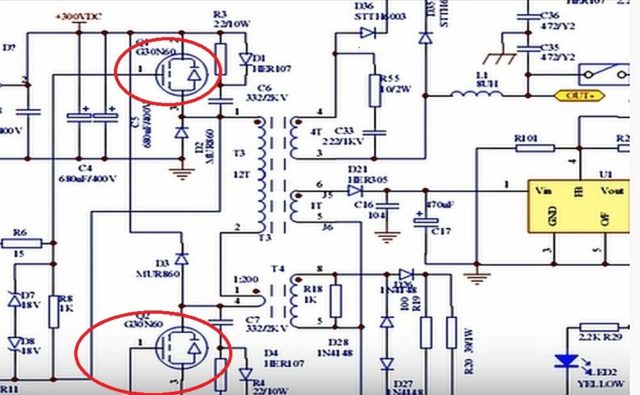
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
Характеристики и критерии выбора инвертора
При выборе сварочного аппарата с инвертором в первую очередь необходимо определиться с предполагаемой предельной толщиной и видами свариваемого материала. От этих параметров напрямую зависит мощность и сварочный ток будущего приобретения, а также его цена. В таблице ниже указаны ориентировочные значения минимальных и максимальных токов для различных толщин деталей из конструкционной стали. Для других видов стали и цветных металлов эти значения будут иными, поэтому, если предполагается сваривать нержавейку или сплавы алюминия, необходимо уточнить токовые параметры для этих материалов.
| Диаметр электрода (мм) | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Сварочный ток (А) | 25÷50 | 40÷80 | 60÷100 | 80÷160 | 120÷200 | 180÷250 |
Основные характеристики сварочного инвертора, которые указывают в своих каталогах все производители данного оборудования:
- параметры входного напряжения;
- мощность;
- продолжительность включения (ПВ);
- предельные значения тока сварки (мин./макс.);
- напряжение холостого хода;
- рекомендуемый диаметр электрода;
- рабочий диапазон температур;
- класс защиты;
- вес и размер.
При приобретении сварочного инвертора надо учитывать, что он, как и любое производственное оборудование, не вечен. Даже при условии качественного изготовления и надежных комплектующих срок службы такого аппарата до полного списания составляет 7–10 лет, а время наработки на отказ — несколько тысяч часов.
Входное напряжение
Сварочные инверторы запитываются однофазным или трехфазным напряжением 220 и 380 В. Как правило, в качестве источника выступает электрическая сеть, но также существуют мобильные устройства с питанием от бензогенератора. При выборе аппарата для использования в бытовых условиях или в небольших мастерских один из ключевых критериев — это максимальный потребляемый ток, который должен соответствовать возможностям электросети квартиры, дачи, гаража или производственного помещения.
Но приобретение сварочного инвертора, потребляемый ток которого соответствует нормативам электросети, вовсе не гарантирует того, что при его работе не возникнет проблем с питающим напряжением. Мощности источников таких объектов, как гаражные и дачные кооперативы, ограничены возможностями их подстанций, поэтому при коллективном включении высокой нагрузки напряжение может «проседать» до 150÷180 В. В этом случае необходимо выбирать аппарат с возможностью работы на пониженном напряжении.

Сварочный ток
Производители указывают величину максимального и номинального сварочного тока исходя из предельно допустимой температуры нагрева электронных компонентов инвертора. Но реальный температурный режим отличается от нормативного, т. к. во многом зависит от условий эксплуатации: температуры воздуха, влажности, запыленности. Поэтому лучше выбирать рабочий ток с запасом: как минимум на 15÷20% выше потребного.
Для исключения перегрева сварку тонкого листового проката, а также ряда металлов и сплавов требуется выполнять на небольших токах. Поэтому, если предполагаются работы с такими материалами, необходимо обратить внимание на величину минимального сварочного тока. Еще один важный показатель технологических качеств инвертора — это кратность регулирования тока сварки (соотношение значений max/min). Для режима MMA этот параметр обычно лежит в интервале 3÷5. Чем выше его значение, тем шире возможности при выполнении сварки.
Напряжение холостого хода
При повышении напряжения холостого хода значительно облегчается процесс поджига дуги, а сама она становится эластичнее и стабильнее. Однако при этом растут габариты оборудования и понижается коэффициент мощности. Еще одно негативное последствие такого варианта — возрастание риска поражения электрическим током.
С уменьшением сварочного тока дуга становится нестабильной, поэтому в современных инверторах предусмотрено автоматическое повышение напряжения холостого хода на малых токах и понижение его при приближении к максимальным значениям. Оптимальным для сварки MMA является значение 60÷85 В (в зависимости от величины максимального тока).

Режим работы на максимальном токе
В паспортах всех инверторов в качестве одной из основных характеристик всегда указывается режим эксплуатации, который выражен в виде нормативного отношения времени выполнения сварки к общей длительности технологической операции. При этом производители используют разные названия этого параметра: продолжительность нагружения (ПН) и продолжительность включения (ПВ). Отличие ПВ от ПН в том, что в первом случае подразумевается полное отключение инвертора от сети во время паузы между операциями сварки, а во втором — что инвертор продолжает выдавать напряжение холостого хода.
Чаще всего все-таки приводится ПВ, которое равно отношению времени работы на номинальном токе к общей продолжительности сварочного цикла. По международным стандартам, циклом считается интервал в 10 минут, т. е. если ПВ=40%, то через каждые 4 минуты сварки инвертор должен 6 минут находиться на холостом ходу. Некоторые производители в паспортах оборудования указывают ПВ для нескольких значений нагрузки. Вот один из таких примеров для инвертора с максимальным током 160 А: 40% — 160 А, 60% — 135 А, 100% — 105 А. На первый взгляд может показаться, что 40% — это очень маленькое значение. Но на самом деле технологический процесс, кроме самой сварки, включает в себя ряд подготовительно-заключительных и вспомогательных операций, которые как раз и занимают большую часть времени сварочного цикла.
Полезные дополнительные функции
Большинство современных сварочных инверторов оснащено дополнительными рабочими функциями, многие из которых уже стали стандартными для этого вида оборудования. Среди них самые распространенные:
- Ограничение напряжения холостого хода. Этот режим направлен на повышение безопасности труда и обязателен при работе в условиях повышенной влажности, атмосферных осадков и внутри металлических емкостей. До начала сварки напряжение холостого хода составляет не более 12 В, а при касании электродом металла мгновенно возрастает до номинального значения. По окончании сварки напряжение снова снижается до 12 В.
- Горячий пуск (Hot start). Для облегчения зажигания дуги при начале сварки инвертор на короткий период (0.5÷3 с) выдает импульс тока, превышающий установленное на аппарате значение в полтора-два раза. Эта функция также способствует улучшению качества начальной части сварочного шва.
- Защита от прилипания (Anti stick). При возникновении короткого замыкания через 0,5÷1 секунду на непродолжительный период снижается, а затем снова восстанавливается ток дуги.
- Форсаж дуги (Arc Force). С помощью данной функции происходит восстановление режима капельного переноса металла электрода в сварочную ванну. Сплошной поток металла разрушается последовательностью коротких импульсов повышенной мощности.
Вершиной функционального развития инверторных технологий является система синергического управления, которая способна самостоятельно выбирать нужную программу по заданным параметрам и адаптивно управлять сварочным процессом в течение всего производственного цикла.

Управляющий блок – главное преимущество инверторных сварочных аппаратов
Очень важную роль в работе этого оборудования играет электроника. За счет нее осуществляется обратная связь. Это помогает полностью контролировать электрическую дугу, при необходимости регулировать или удерживать ее параметры на нужном уровне.

Малейшее отклонение характеристик дуги мгновенно считывается при помощи микропроцессоров. Такой принцип работы инвертора сварочного аппарата и наличие электронного блока управления гарантируют электрическую дугу с максимально стабильными характеристиками. Это в итоге увеличивает качество сварочных работ.
2 Технические характеристики и основные функции инверторов
В настоящее время выпускается достаточно много разнообразного инверторного оборудования. Его производят и зарубежные компании, и отечественные предприятия. Принцип действия инверторов, описанный нами выше, остается неизменным, а вот конкретные технические характеристики могут быть разными. Они колеблются в следующих пределах:
- Сварочный ток – от 5 до 200 ампер. Профессиональные агрегаты способны выдавать максимальный ток в обширном интервале, аппараты же для дачи, как правило, рассчитаны на меньший диапазон регулирования данной величины.
- Продолжительность включения – от 20 до 100 процентов. Это очень важный показатель эффективности использования установки, так как он определяет возможность выполнения сварки на том или ином токе без перерыва. Инверторы для дачи и бытового применения не могут длительно работать без остановки. А вот аппараты, используемые на промышленных объектах, например, российский Сварог ARC 205 или инвертор SSVA 160-2, способны выдавать показатель продолжительности включения до 100 процентов на сравнительно высоких величинах сварочного тока (до 180 ампер).
- Холостой ход – от 40 до 80 ватт.
- Напряжение электрической сети – от 140 до 260 вольт.
Величина потребляемой мощности сварочного инвертора очень высока. Для промышленных агрегатов она может превышать показатель в 20 киловатт. Понятно, что такие установки нельзя использовать в быту, так как домашние электрические сети просто-напросто не рассчитаны на столь мощные агрегаты. Здесь сразу заметим – стоимость инвертора повышается с увеличением его мощности (также на цену оборудования влияют и другие его технические характеристики).

Практически все инверторы, которые реализуются сейчас в специализированных магазинах, способны выполнять далее указанные типы виды сварки:
- полуавтоматическая сварка, называемая в мировой практике MIG/ MAG (производится в защитных газах при помощи сварочной проволоки);
- ручная дуговая сварка ММА (используются электроды, процесс ведется на постоянном токе);
- аргонодуговой процесс TIG (применяется инертный аргон и неплавящиеся электроды).
Для повышения эффективности работы в режиме TIG-операции инверторы могут оснащаться рядом функций. Среди них можно выделить такие: плавное уменьшение силы тока на финальной стадии сварочного процесса, бесконтактный розжиг сварочной дуги, сварка в импульсном режиме, регулировка продолжительности обдува поверхности газом, баланс полярности (повышение чистоты шва посредством снижения глубины провара изделия).
Ручной электродуговой процесс (его чаще всего используют для дачи и дома) становится более удобным благодаря наличию в инверторах сварочных функций форсажа дуги, розжига ее легким касанием о поверхность свариваемых деталей, антиприлипания (электроды никогда не привариваются к заготовке), а также снижения в авторежиме при простое агрегата величины напряжения, горячего старта (снижение риска получения бракованного шва, брызг при сварке). Инверторы могут иметь и другие функции. Но, как вы понимаете, с ростом «навороченности» аппарата увеличивается и его цена.

Отметим и дополнительные функции для инверторов, с помощью которых может выполняться MIG-сварка. К их распространенным видам относят:
- «Мягкий финиш»: после того, как подача проволоки приостанавливается, она автоматически дожигается;
- «Синергетика»: технические характеристики оборудования самостоятельно «подстраиваются» под запрограммированные сварщиком показатели непосредственно во время сваривания;
- «2/4 такта»: проволока подается либо автоматически, либо по требованию пользователя;
- «Мягкий старт»: при розжиге электродуги аппарат повышает ток;
- «Индуктивность»: специальная функция (ей оснащаются дорогостоящие установки), обеспечивающая снижение уровня разбрызгивания металла, контроль ширины сварочного соединения и максимальную стабильность дуги.
ГОСТ, сертификация и маркировка
Для полупроводниковых инверторов технические условия в полной мере содержатся в ГОСТ 24376-91, а за их соблюдение отвечает нормативно-технический документ ТУ 34-38-11274-88.
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.
Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).
Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
Потребляемая мощность
В зависимости от того, для каких работ используется инвертор и к какому типу относится, рассчитывается потребляемая мощность агрегата.
Бытовой сварочный, масса которого не превышает 5 кг, работает от однофазной сети переменного тока в 220 вольт. Аппарат рассчитан на время работы до 20 минут на предельной мощности.
Полуавтоматические и автоматические сварочные инверторы имеют в конструкции усиленный трансформатор, микроблок регулировки, дополнительные радиаторы, конденсаторы. Время непрерывной работы 6–8 часов от сети 220–380 Вольт, как от однофазной, так и от трехфазной.

Все характеристики аппарата — потребляемая мощность, ток на выходе, тип сети — указаны на маркировочной пластине аппарата. Для инвертора, который работает от бытовой сети 220 вольт, ток максимальной нагрузки не должен превышать 160 А.
Если подключить профессиональный инвертор с высокими характеристиками потребляемой мощности в бытовую сеть, произойдет либо автоматическое аварийное отключение агрегата, либо короткое замыкание и выгорание контактов розетки.
Во время эксплуатации необходимо отслеживать показатели индикатора защиты от перегрева, индикатор сети, настраивая аппарат через шкалу регулировки сварочного тока. Кнопка реле устанавливается на корпусе инвертора.
Отличия от трансформаторного сварочного оборудования
Принцип работы сварочного аппарата основан на параметрах мощности силового трансформатора — главного элемента конструкции. В катушке индукции проявляется зависимость между напряжением и силой тока: чем выше показатель силы, тем меньше характеристики напряжения. Это изменение и позволяет проводить сварочные работы.

Инвертор отличается тем, что в схеме появилась возможность получить ток высокой частоты через двойное преобразование электропотока. Процесс позволяет установить трансформатор небольшого веса. Стандартный сварочный агрегат с катушкой весом 21 кг подает на электрод ток в 160 ампер, при использовании инвертора аналогичный показатель силы образуется при установке трансформатора весом в 400 г.
Недостатки
- До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежны. По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
- Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
- Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
- Высокий (а зачастую — опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением так называемой улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях. Однако эти решения существенно удорожают и утяжеляют устройство поэтому нашли применение лишь в профессиональных стационарных моделях. В ряде стран, например, в Канаде, Бельгии и Нидерландах, есть ограничения на применение импульсных источников питания с «жестким» переключением транзисторов. Наиболее ранние типы сварочных инверторов (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевой фазе тока, что существенно сужает спектр электромагнитных помех и уменьшает их спектральную мощность. По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
Какой сварочный инвертор выбрать?
Выбор сварочного инвертора начинается с определения задач, которые он должен решать.
Ключевым фактором тут выступает время непрерывной работы.
Для дома, где планируется нечастая кратковременная работа, подойдет бюджетный аппарат, способный выдержать сварку на протяжении хотя бы 10 минут.
При этом новичку достаточно будет устройства типа ММА.

Профессионалу же, для которого сварка – часть повседневных задач, потребуется модель, способная работать также в режимах TIG и MIG-MAG, особенно, если предполагается сварка цветных металлов.
Ну а теперь немного об особенностях устройств.
Особенности сварочных инверторов
- Сварочный ток и диаметр электродов. Последний подбирается в зависимости от толщины свариваемого металла и для каждой модели аппарата описывается отдельно. Так, например, работа с металлом толщиной до 2 мм требует 1,6 – 2-миллиметровых электродов, а для деталей толщиной 15 мм нужен уже 5- миллиметровый электрод. Правильно подобранный диаметр позволит выполнять точный и чистый шов. Для разной толщины электродов и в зависимости от особенностей задачи требуется разный номинальный сварочный ток.

В большинстве случаев достаточно, чтобы на аппарате был установлен плавный регулятор, позволяющий выставить значение тока в 150 — 200 А. - Удобство работы. Этот пункт в первую очередь включает габариты и размеры аппарата, так как его придется как-то доставлять до места проведения работ. Значительную роль играет длина сетевого шнура, который обязан выдерживать вместе с вилкой повышенные нагрузки в процессе сварки. Следует помнить, что подключение инвертора через удлинители, даже специализированные, приведет к потере его мощности соразмерно общему сопротивлению этих самых удлинителей. К тому же, придется постоянно следить за надежностью контактов “гирлянды” штепсельных вилок и розеток. В реальности бывают случаи, когда даже максимального тока недостаточно для нормального формирования дуги при подключении через удлинители. В дополнение важно понимать, что бытовые приборы запитываются от сети 220 В, в то время как некоторые профессиональные, а также все промышленные варианты требуют наличия трехфазного источника с напряжением 380 В.
- Гарантия. Какой бы сварочный аппарат, по заверению производителя или самих пользователей, ни был надежный, с ним обязательно должен идти гарантийный талон от производителя. Даже у именитых брендов встречается брак. В этом случае единственным спасением становится сервисный центр. Следует заранее убедится в наличии такового поблизости, чтобы внезапно вышедший из строя инвертор не пришлось везти в другую область на гарантийное обслуживание или ремонт.
Хороший сварочный инвертор позволяет выполнять качественную сварку как начинающим мастерам, так и профессионалам, для чего оснащается необязательным дополнительным функционалом.


Дополнительные функции
Наличие следующих функций повысит скорость сварки инвертором, качество и безопасность работы:
- Горячий старт (Hot-Start). Суть заключается в кратковременной подаче наибольшего значения тока на начальном этапе работы, что приводит к моментальному воспламенению электрода в тот момент, когда им выполняется первое касание. Фактически система обеспечивает эффективный розжиг электрода.
- Антизалипание (Anti-Stick) – функция, обеспечивающая, прежде всего, безопасность оператора. Предназначена для исключения “прилипания” электрода, сокращая дугу в моменты, когда последний приближается к металлу. Так если удалить электрод от поверхности заготовки, наблюдается понижение силы тока, а при резком приближении происходит обнуление его показаний, за счет чего электрод без труда отделяется от металла.
- Форсаж дуги (Arc-Force) – служит для обеспечения на коротком ходе дуги повышенной стабильности. Автоматическая система, если требуется, самостоятельно повышает ток, максимальное значение которого устанавливается мастером. Функция позволяет исключить “залипание”, перегрев устройства при коротком замыкании, а также обеспечивает правильную глубину сварки.
- Световая индикация – необходима для оповещения мастера о неисправностях сварочного аппарата. Так, например, одна из лампочек загорается при подключении его к сети, а другая – при перегреве.
- Дисплей индикации параметров – еще один способ контроля работы аппарата. На дисплее отображаются текущие показатели силы тока и его напряжение. Все это позволяет выбрать подходящий режим работы.
- Автоматическое отключение при перегреве – пожалуй, одно из важнейших функциональных дополнений, которое должно присутствовать в инверторах. Дело в том, что во время сварки можно пропустить срабатывание светового индикатора, что приведет к поломке устройства, если на нем не установлена функция отключения в автоматическом режиме.
Для удобства переноса аппарата он снабжается, как правило, пластиковой ручкой. Актуальна она в том случае, если блок весит действительно немного.

Для тех моделей, вес которых достигает 7 кг и более, имеет смысл обратить внимание на наличие ремня.
Он позволит переносить сварочный аппарат, перекинув этот ремень через плечо, что намного легче.
Управление током
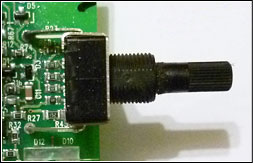
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.

То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
Выше перечислены лишь основные плюсы. На деле, каждый откроет для себя еще больше положительных сторон использования подобного инструмента.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Устройство и работа электронной системы
Она получает питание от стабилизаторов напряжения, рассчитанных на 15 Вольт. Данные элементы установлены на радиаторах. Питающее напряжение для платы поступает от главного выпрямителя. Когда подается напряжение, первым делом заряжаются конденсаторы. Напряжение в этот момент растет. Для защиты диодной сборки использована ограничительная схема с мощным резистором. Когда конденсаторы полностью зарядятся, сварочный аппарат начнет свою работу. Замыкаются контакты реле, а резистор уже не будет участвовать в процессе.