Как сваривать детали из нержавейки. Как выполняется сварка нержавейки в домашних условиях?
Специфика работы
Специфика сварочных работ по нержавейке связана со структурой этого материала. Нержавейка относится к разряду высоколегированных соединений, в состав которых входят компоненты, определяющие основные свойства сплава.
Таким основополагающим элементом является хром, содержание которого в нержавеющем изделии может варьироваться от 12 до 30%. Именно он (наряду с небольшими добавками титана, марганца, никеля и молибдена) образует антикоррозионную основу нержавейки, создавая вместе с тем определённые трудности для сварки.

Для преодоления этих сложностей согласно ГОСТ следует подбирать наиболее подходящие режимы плавления заготовок (холодная сварка для нержавейки, например). И, во-вторых – принимать во внимание такие особенности сплава, как высокий показатель линейного расширения и сравнительно низкая теплопроводность. Помимо этого при работе с нержавейкой должна учитываться возможность внутренней (межкристаллитной коррозии).
Виды металлов, свариваемые электродом с нержавейкой
РДС сварка легированной стали возможна с сечением металла от 2 до 20 мм. По группам нержавейка и аустенитные стали, которые можно сваривать ММА аппаратами, бывают:
Сварка тонкой нержавейки
Нержавейка с черным металлом
Сварка тонкой нержавейки сечением 1 мм ведется покрытыми электродами сложно, поскольку высокая сила тока прожигает основной металл, а при низкой силе тока трудно держать электрическую дугу (электрод постоянно прилипает). Начиная с толщины 1.5 мм сваривать нержавеющую сталь РДС методом вполне реально в домашних условиях, но потребуется инвертор с определенными функциями, о чем мы расскажем чуть ниже.
Нержавейку можно сваривать с черным металлом, но такой стык будет не герметичным. Трещины образуются при разной скорости остывания малоуглеродистой и легированной стали. Причем сразу после провара стык держит воду, а потом образуются трещины на границе шва и нержавейки. Ржавеют такие соединения очень быстро. Когда герметичность не требуется, прихватить легированную сталь к «чернухе» электродом вполне реально, но для высоких нагрузок такое соединение не рассчитано.
Подготовка тонкой нержавейки к сварке
Перед сваркой тонкой нержавейки для получения качественных соединений поверхности изделий необходимо грамотно подготовить. Предварительная обработка тонких листов металла ненамного отличается от обработки других форм металлических заготовок.
Для начала производится зачистка кромок соединяемых деталей до блеска с использованием шлифовального устройства или щетки с металлической щетиной. Затем кромки нужно обезжирить ацетоном либо авиационным бензином. Это обеспечит устойчивую дугу и повысит качество шва.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Подготавливаемые к сварочному соединению заготовки должны иметь зазор, необходимый для компенсации возможных деформаций.
Также в процессе подготовки тонкой нержавейки к сварке особо важен правильный подбор присадки. Нужно оценивать как диаметр присадочной проволоки, так и ее состав. В частности, степень легирования присадочного материала должна быть выше, чем у металла соединяемых заготовок.

Важно! При обработке тонкой нержавейки щеткой не следует снимать избыточный слой металла.
На подготовленную поверхность выкладывается флюс, улучшающий качество сварочных работ. После этого заготовка подогревается примерно до 250 градусов Цельсия, когда начнется характерное изменение цвета заготовки. Такая операция облегчит процесс сварки и защитит металл от возникновения напряженных состояний. После этого сварочные работы можно начинать.

Проверка качества сварки тонкой нержавейки
Непосредственно перед проверкой всего металлоизделия на соответствие действующим стандартам обязательно проверяется качество сварных швов для выявления возможных их недостатков как снаружи, так и изнутри. По возможности обнаруженные недостатки устраняются.
Перед вводом в эксплуатацию каждого изделия из тонкой нержавейки, обработанного сваркой, проводится его тщательный и многоуровневый контроль. Первый уровень проверки качества представляет собой визуальный осмотр изделия, позволяющий выявить наиболее заметные и грубые дефекты швов — непровары, крупные трещины и т. п.
Большая часть видимых деформаций в швах сваренного изделия из тонкой нержавейки выявляется именно на стадии визуального осмотра невооруженным взглядом. Но иногда применяются и специальные приспособления. Контрольные мероприятия по выявлению недостатков делятся на два вида: разрушающие и неразрушающие. К первому типу относят только визуальный осмотр, более сложные методы проверок причисляют ко второй категории.
В свою очередь, неразрушающий тип контроля бывает капиллярным, магнитным, ультразвуковым, радиационным и проверяющим на проницаемость.

Неразрушающий контроль отличается от разрушающего также сохранением внешнего вида изделия из тонкой нержавейки без его деформирования. Поэтому данный вид проверки является более востребованным.
Разрушающий контроль выполняется лишь после процесса сваривания изделия в постоянных условиях с применением одного типа сварки.
Читайте также: Виды пожарных лестниц: о важном простыми словами
Методы проверки швов также различаются. Для контроля на соответствие ГОСТ и определения качества шва выполняются несколько видов проверок поочередно. Эти методы разделяются на химические, физические, механические, визуальный осмотр и ультразвуковая проверка.
Визуальный осмотр проводится без каких-либо финансовых трат — это самый дешевый способ. Но его использование диктуется отнюдь не экономией средств, а необходимостью для выявления самых грубых нарушений сварки.
Визуальному осмотру подвергаются все виды соединений металлических заготовок вне зависимости от того, какие проверки будут проводиться после этого. Зачастую визуально осматривают изделия из тонкой нержавейки на соответствие ГОСТ без вспомогательных средств. Для повышения точности иногда пользуются лупой с десятикратным увеличением.
Лупа поможет обнаружить наиболее мелкие дефекты (непровары, наплывы, подрезы и т. д.). Кроме визуального осмотра в процессе внешней проверки также обмеряются швы, замеряются кромки и проводятся другие процедуры. Для изделий из тонкого металла, производимых большим тиражом, используются специальные шаблоны, контролирующие точность и одинаковость замеров характеристик шовных соединений.
После успешного прохождения визуального осмотра деталь из тонкой нержавейки подвергается физическому осмотру, определяющему качество сварного шва и другие важные параметры. Физический контроль проверяет соответствие характеристик швов требованиям ГОСТ.
Физический и химический тесты требуют специального оборудования, такого как электромагнитный сердечник, а также других приспособлений. Любые контролирующие мероприятия после сварки тонкой нержавейки проводятся для определения качества не только шовного соединения, но и самого получившегося в результате изделия. Выявляются также нарушения в процессе сварочных операций.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.

Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
- для начала нужно прихватить шов в нескольких местах;
- угол между стержнем и основанием – 45-60 градусов;
- есть вероятность образования вязкой сварочной ванны;
- шов варят быстро небольшими стежками короткой дугой;
- не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
- для сварки тонкой нержавейки используйте электроды обратной полярности;
- следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
- для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
- правильно определите силу тока;
- для обучения лучше попробовать сварку на черновых материалах.
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве. 
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Способы сваривания
Среди известных видов сварки изделий из нержавейки особо выделяются следующие:
- с использованием полуавтомата (включая «тиг» сварку в среде аргона или в углекислом газе);
- с помощью электронного инвертора;
- холодное сваривание.
Обработка нержавейки каждым из этих способов имеет свои особенности, которые нуждаются в отдельном рассмотрении. Начнём с наиболее распространённого способа, предполагающего использование для сварки полуавтомата с одновременным созданием специальных газовых сред.
Полуавтоматом в защитной среде
Способ сваривания нержавейки полуавтоматом регламентирован действующими нормативами, которые определяют следующий состав оборудования и расходных материалов:
- сам сварочный полуавтомат, обеспечивающий требуемый режим обработки;
- специальная присадочная проволока (порошкового типа или сплошного сечения);
- инертный газ.
Проволока для полуавтоматического сваривания нержавейки должна соответствовать категории расходного материала, прошедшего термическую обработку или быть холоднотянутой. Она может выпускаться в виде изделий, имеющих повышенный (П) или обычный класс точности. Класс (П) традиционно применяется с целью улучшения качества «чернового» шва.

Поскольку известные сплавы нержавейки различаются по своему химическому составу, то и проволока для сварки должна выбираться с учётом этих отличий. В данном случае вполне подойдёт расходный материал, рассчитанный на выбранное оборудование (полуавтомат).
Проволока бывает порошковой или в сплошном исполнении; причём последний вариант применяется при работе в газовой защитной среде. Благодаря подаче газа в зону сварки воздух в неё практически не попадает, что повышает качество полученного шва.
При порошковом способе организации сварки присадочный материал уже содержит флюс и газ, необходимые для нормального протекания процесса.
Обратите внимание: в рядовых условиях, как правило, используется проволока диаметром 0,6 и 0,8 мм.
В процессе сварки с использованием аргона необходимо внимательно отслеживать текущую температуру свариваемого металла и припоя, силу тока и его полярность, а также зазор между заготовками.
Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином. Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
- Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.
Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.

Ацетон для проверки шва
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Читайте также: Инструкция по применению холодной сварки для пластмассы
Контактная сварка нержавейки
Ток подается на два неплавящихся электрода из цветных сплавов, заготовки помещаются между ними. При подаче тока электроды с усилием сжимают. Варят нержавеющую сталь только в зоне контакта, дуга прошивает детали насквозь, расплавляет. Ручные сварочные клещи используют для сварки тонкой нержавейки до 2 мм. Заготовки потолще соединяют аппаратами с усилителями, чтобы можно было продавить зону контакта. Образуется точка размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали применяют технику точечного и шовного метода. Приварить детали можно только встык. При соединении заготовок внахлест в рабочей зоне создаются остаточные напряжения. Ванна расплава ограничена за счет молниеносного воздействия луча. Нержавейка разогревается мгновенно, шов образуется прочным, мелкозернистым. Расплав полностью заполняет стык. В быту лазерная сварка используется редко из-за высокой стоимости оборудования.
Плазменная сварка
Принцип основан на ионизации газа под действием дуги в специальной камере – плазмотроне. Электрическое поле создается с использованием тугоплавкого вольфрамового электрода. Направленный поток плазмы быстро расплавляет заготовки в месте соединения до высокой температуры. Оборудование бывает двух типов:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Ручной плазмой сваривают тонкие заготовки до 3 мм, автоматами – толщиной до 160 мм. Кромки предварительно разделывают, но проваривается шов сразу, за одну проходку.
ТИГ технология
Дуговая сварка по TIG технологии также проводится с применением полуавтомата. Для нее применяют неплавящиеся вольфрамовые электроды, на которые может подаваться как постоянный, так и переменный ток.
Основной инструментальной составляющей при сварке аргоном является газовая горелка, на которой фиксируется вольфрамовый стержень и подающее газ сопло. Используемый вместо проволоки припой подносится к зоне формирования дуги вручную; при этом как его подачу, так и перемещение газовой горелки контролирует только сварщик-оператор.
В отличие от других видов сварки нержавейки порядок формирования шва этим методом исключает какие-либо поперечные движения. То есть припой вместе с горелкой перемещаются только вдоль осевой линии шва.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами
Скачать
Сварочный процесс
Сварочный процесс при осуществлении изготовления изделий из нержавейки, как и в случаях со сваркой других металлов, делятся на три этапа – подготовительный, этап собственно сварки и завершающий.
Этап подготовки
На подготовительном этапе следует разметить детали, которые планируется сваривать, зачистить их, обезжирить с помощью специального химического состава. В случае если это продиктовано толщиной соединяемых деталей, потребуется также разделать кромки для лучшего формирования сварочного шва.
Основные работы
Основной этап сварки состоит из следующих шагов:
- подключение инвертора путем создания обратной полярности (кабель с электродержателем электрода подключается на разъем «+», а кабель массы – на разъем «-»). Такое подключение позволит обеспечить большее плавление электрода по сравнению с подключением в прямом режиме, а также избежать прожога материала за счет снижения проплавления деталей;
- после того как детали закреплены в тех положениях, в которых они будут свариваться, следует выполнить первичные прихваточные швы. Длина таких швов и их расположение по контуру планируемого сварного шва определяется в зависимости от того, каков размер шва, а также в зависимости от толщины свариваемых деталей;
- в том случае, если речь идет о создании сварочного шва большой протяженности, следует выполнять ступенчатый способ, в ходе которого сварка осуществляется с противоположных сторон короткими швами;
- если необходимо выполнить несколько слоев в одном шве, то после каждого нового слоя следует подождать некоторое время, чтобы предыдущий слой успел остыть перед наложением нового;
- в случае большого шва (протяженного по расстоянию) либо если у него сложная конфигурация, потребуется сделать большее количество прихваток по сравнению с простыми или короткими швами, каждая из которых будет отличаться небольшой длиной, расположенными вдоль кромок шва. Данное действие позволит сократить риск деформации деталей возле шва.
Сварка нержавеющей стали аргоном

Для проведения процесса в среде аргона приобретают вольфрамовые электроды. В результате применения этой технологии сварки нержавеющей стали получаются надежные и качественные швы.
Этот метод можно использовать, когда заказчику необходимо получить изделие с красивыми швами. Эстетическая сторона создания шва будет соблюдена даже при проведении сварки нержавейки электродом в домашних условиях.
Этот метод позволяет избежать необходимости в зачистке швов от шлаков и искр в процессе создания изделия. Сварка в среде аргона позволяет работать с тонкостенными металлами. Этот способ позволяет получать самые чистые соединения металла. В процессе работы необходимо использовать постоянный или переменный ток прямой полярности.
Отличительной чертой этого способа является бесконтактный способ поджига дуги. Делается это с целью исключения попадания вольфрама с электродов в расплавленный металл. В процессе работ необходимо исключить колебательные движения стержня, чтобы избежать окисления шва.
Подготовка к проведению работ дома
Перед проведением сварочного процесса рекомендуется тщательно подготовить свариваемые поверхности. Подготовительные работы проводятся в такой последовательности:

Удаляют с поверхности все загрязнения.- При помощи растворителя обезжиривают поверхность. Это делается для обеспечения стабильности дуги и качественного проваривания шва.
- Наносят специальное средство, противодействующее налипанию сварочных брызг.

В процессе сварки необходимо следить за температурой, чтобы не произошел перегрев металла. Он будет способствовать выгоранию легирующих компонентов.
Необходимые расходники и аксессуары для сварки нержавейки
Чтобы сварить нержавейку в бытовых условиях, понадобятся:
У инвертора должен быть кабель массы с зажимом, чтобы присоединить его к изделию. Второй кабель оснащается держателем, куда вставляется электрод.
Как варить нержавейку в домашних условиях
Подготовка поверхностей перед свариванием является главным залогом успеха. Лучше всего заранее удалить с поверхности заготовок любые загрязнения и налёт. После этого их следует протереть растворителем, чтобы избавиться также и от следов жира.

Затем необходимо защитить поверхность нержавейки от налипания сварочных брызг . Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов.
Нюансы сваривания нержавеющей стали:
- Варить нержавейку лучше всего на обратной полярности , когда к электроду подведён плюс от инвертора, а на металл идёт минус.
- Зазор между свариваемыми заготовками должен быть минимальным.
- Нельзя быстро охлаждать сварной шов.
- Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.

Сварка нержавейки имеет свои особенности, которых лучше придерживаться, чтобы добиться получения качественного сварного соединения.
Поделиться в соцсетях
Ошибки при сварке профильной трубы

Операционный шов в сварке

Зачем греть чугун перед сваркой

Как варить металл, чтобы не повело

Виды сварки

Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Инвертором
Сваривание нержавейки в бытовых условиях может быть организовано путём использования электронного инвертора, обеспечивающего поддержание качественной сварочной дуги.
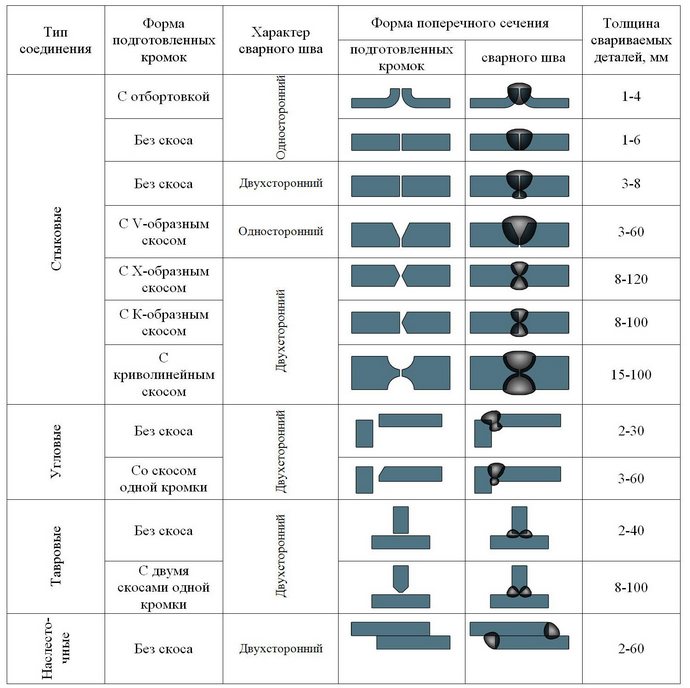
Перед началом работ стыки изделий из нержавейки тщательно зачищаются с помощью металлической щётки. В случае необходимости производится подготовительная разделка фасок, проводимая в соответствии с типом соединения и толщиной самих изделий. С порядком выбора указанных параметров можно ознакомиться в специальной таблице.
При сварке инвертором в домашних условиях необходимо контролировать температуру заготовок в месте образования шва, которая не должна превышать 150-ти градусов. Во-вторых, нужно выбрать режим формирования соединения с использованием малых токов и высокой скоростью, исключающей какие-либо колебания небольшой по размеру дуги.
Ещё одно условие качественной сварки – обязательное использование подложек, обеспечивающих эффективный отвод тепла от свариваемых заготовок. Изделия из нержавейки, имеющие достаточно большую толщину, перед сваркой должны предварительно разделываться.
Для проведения мероприятий этого класса потребуются электроды, предназначенные специально для нержавейки. Сама сварка выполняется «на короткой дуге» в отсутствии ненужных поперечных колебаний. Также отметим, что для электродов диаметром 3 миллиметра ток на инверторе выставляется в пределах 80-ти Ампер.
По завершении сварочных работ швы окончательно зачищают металлической щёткой, а затем обрабатывают особой антикоррозийной пастой. По истечении некоторого времени, остатки этого состава смывают чистой проточной водой.
Подбор электродов
Электроды, использующиеся для сварки нержавеющей стали, имеют достаточно большое количество марок в зависимости от тех классов металла, который предстоит варить с их использованием:
- если речь идет о сварке металла, из которого изготовлены предметы и оборудование, используемое в пищевой промышленности, то использовать следует электроды марок ОЗЛ-8 и ЦЛ-11;
- для жаропрочных сплавов, которые должны отвечать задачам длительного и качественного использования, необходимо подбирать электроды марки ОЗЛ-6;
- для нержавейки, которая используется для изготовления различных инструментов, подойдут электроды марок КТИ-7А, ЦТ-28;
- если вести речь о сталях, относимых к нержавеющим, для которых характерны повышенные коррозионноустойчивые параметры, то для их сварки потребуются электроды марок ЭА400/10У, НЖ-13, ЦТ-15;
- в случае бытовой сварки нержавеющей стали можно использовать также электроды марок АНЖР-1, АНЖР-2, а также электроды марки ЭА395/9;
- в зависимости от того, какой вид и класс нержавеющей стали подлежит свариванию, можно подобрать также электроды и из иностранных аналогов, которые не уступают по качеству отечественным.
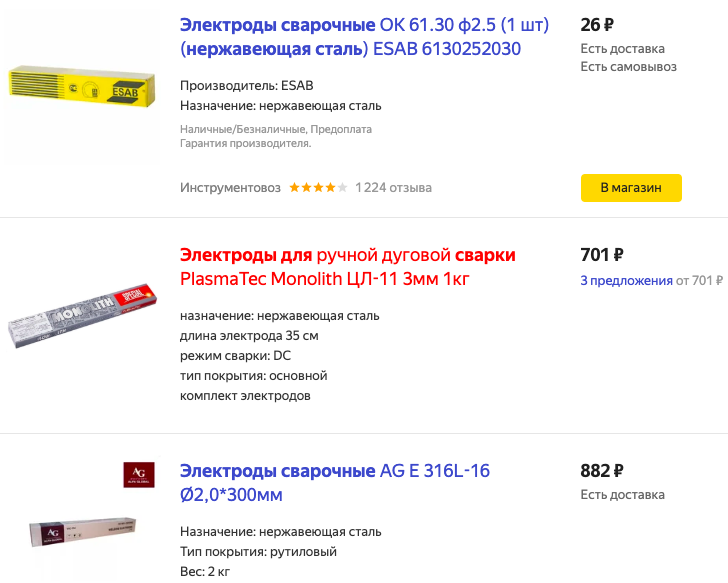
Примерная стоимость электродов для сварки нержавеющей стали на Яндекс.маркет
Как варить нержавейку самостоятельно?

Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.

К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали

Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Холодный метод

Технология холодной сварки нержавейки не предусматривает плавления материала в рабочей зоне, поскольку процесс спайки отдельных частей в этом случае происходит на молекулярном уровне. В отличие от рассмотренных ранее методов, эта технология не нуждается в сложном оборудовании, а реализуется с помощью двухкомпонентного клеевого состава с присадками.
Клеевой состав выпускают в виде специальных трубочек, от которых непосредственно перед применением отрезают небольшой фрагмент, а затем разогревают и тщательно разминают прямо в руках. После этого ремонтную «заплату» наносят на очищенное от различных загрязнений и обезжиренное место повреждения (отверстие, трещину) или на участок склейки.
Холодная сварка в домашних условиях применяется обычно при необходимости ремонта различных емкостей или труб из нержавеющей стали и имеет определённые недостатки.
Прежде всего – это временность её применения, поскольку холодная сварка используется лишь как средство экстренного устранения неисправности или дефекта. Кроме того, она не может применяться при работе с разнородными металлами и не подходит для качественного и долгосрочного соединения двух заготовок из нержавейки.
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава. Список требуемых приспособлений, материалов:
- Инверторный сварочный аппарат.
- Присадочная проволока из нержавеющей стали.
- Электроды (количество зависит от размеров шва, количества свариваемых деталей).
Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитних материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.
Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.

Инвертор с маской и электродами
Сложности сварки нержавейки обычными электродами

Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
- низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
- риски деформации при неправильном выборе температурного режима;
- образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
- нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
- потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению. Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Сварка с помощью паяльника
Если объем предстоящих работ сравнительно небольшой, то для сварки нержавейки можно использовать паяльник. При этом вам понадобится:

Схема сварки паяльником.
- электрический паяльник на 100 Вт;
- трубка;
- напильник или наждачка;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльник на 100 Вт и флюс. Приобретать для работы с нержавейкой паяльник более высокой мощности не имеет смысла. В качестве флюса хорошо подойдет паяльная кислота. Позаботьтесь и о том, чтобы у вас под рукой был оловянно-свинцовый припой.
Зачистите место соединения. Для этого вам понадобится наждачка или напильник. После завершения очистки нужно будет нанести паяльную кислоту с дальнейшим обслуживанием. В том случае, если обслуживание не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не дала ожидаемого результата, рабочую поверхность следует обработать при помощи специальной щетки. Ее можно сделать своими руками. Для этого вам понадобится кусок трубки диаметром порядка 0,5 см. Поместите в него тонкие жилы от стального троса. Нанесите кислоту на участок пайки, а затем одновременно поднесите к нему паяльник и щетку. Начинайте водить сразу двумя инструментами.
После того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей при помощи паяльника и флюса.
Для такой работы лучше всего использовать жидкотекучий флюсованный припой с высокими капиллярными свойствами и невысокой рабочей температурой поверхности. Подобный припой отличается достаточно высокой пластичностью и раскислительными параметрами, которые очень кстати при сварке нержавейки.