Особенности устройства и характеристики токарно-револьверных станков. Что такое токарно-револьверный станок? Полное руководство
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.
Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
- Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
- Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
- Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.

- Материал заготовки – чугун, углерод, легированная сталь и другие.
- Количество оборотов в минуту.
- Скорость перемещения каждого отдельного узла.
- Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
- Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Важные детали токарно-револьверного станка
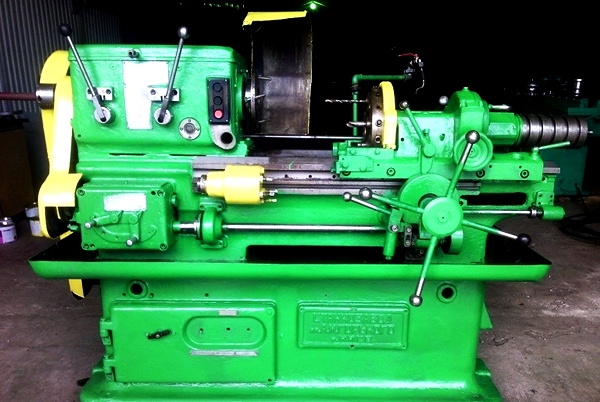
Конструкция типичного токарного станка
Важными частями токарно-револьверного станка являются:
- Револьверная головка
- Передняя бабка
- Приводная муфта
- Инструментальная стойка
- Каретка
Револьверная головка
Револьверная головка представляет собой шестигранный резцедержатель, который может вращаться вокруг своей вертикальной оси и установлен на седле. Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Он может вмещать до шести инструментов, а револьверную головку можно поворачивать, чтобы получить доступ к инструменту, необходимому для операции обработки.
Кроме того, седло можно перемещать вдоль горизонтальной оси, чтобы продвигать режущий инструмент к заготовке.
Например, токарная обработка полого алюминиевого цилиндра и нарезание резьбы требуют двух разных режущих инструментов для завершения процесса обработки.
В этом случае для выполнения токарной операции используется токарный инструмент, а затем можно повернуть револьверную головку, чтобы получить доступ к инструменту для нарезания резьбы и выполнить операцию нарезания резьбы.
Револьверная головка установлена на свободно подвижном подшипнике, поэтому оператор может поворачивать ее для изменения положения инструментов после освобождения зажимов.
Передняя бабка
На передней бабке токарно-револьверного станка находятся все приводные механизмы.
В нем находятся все элементы управления станком, такие как пуск, останов, регулировка скорости и т. д.
В зависимости от типа привода передние бабки бывают двух типов: электрические и редукторные.
В электрической передней бабке изменение скорости шпинделя достигается за счет управления скоростью электродвигателя.
Электрическая передняя бабка обеспечивает лучший контроль скорости за счет крутящего момента и обычно используется для обработки небольших заготовок.
С другой стороны, редукторные передние бабки состоят из специальных конфигураций шестерен для изменения скорости вращения шпинделя.
Редукторный механизм снижает скорость шпинделя за счет увеличения его крутящего момента, что делает его идеальным для обработки заготовок большего диаметра.
Этот тип передней бабки обычно используется в больших токарных станках, которые используются для выполнения сравнительно более глубоких резов в твердых материалах.
Приводная муфта
Подобно сцеплению автомобиля, приводная муфта токарно-револьверного станка используется для соединения и разъединения первичного двигателя и шпинделя. Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
В идеальном состоянии первичный двигатель и шпиндель разъединены, и вы можете использовать приводную муфту, чтобы зацепить их перед началом операции обработки.
Инструментальная стойка
Инструментальная стойка используется для установки режущих инструментов на револьверном токарном станке.
Она может перемещаться в направлениях X и Y, а также по станине с помощью каретки. Эти движения могут быть выполнены с помощью маховика или даже автоматизированы.
Каретка
Каретка также называется поперечным суппортом и находится между стойкой инструмента и седлом.
Поперечные салазки могут перемещаться поперек станка перпендикулярно движению седла.
Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Справка! При нарезании резьбы резцом вместо него используют круглые, радиальные и тангенциальные гребенки. Они движутся в продольном направлении, скорость подачи равна шагу резьбы.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Важно!Станки револьверной группы целесообразно применять в серийном производстве для изготовления крупных партий однотипных изделий.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
Отличия:
- Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
- Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.
Читайте также: Предназначение, типы и самостоятельное изготовление токарных резцов своими руками
Самыми распространенными являются станки с прямым расположением заготовок – вертикальным или горизонтальным.

Оборудование с наклонными заготовками дает возможность проводить некоторые дополнительные операции, но используется гораздо реже. Также такая конструкция повышает эффективность работ по заточке металла.
- Станки различаются по объему принимаемой продукции. Те, что работают с крупными видами продукции, используются на крупных промышленных предприятиях.
Особенностью таких станков является наличие планшайбы. Деталь содержит в себе несколько кулачков – 3 или 4, которые действуют за счет гидравлического двигателя.
Станки для крупной обработки используются на литейных цехах. Виды продукции приравниваются к кованым или отлитым изделиям.
Полуавтоматические токарно-револьверные станки
Существует отдельная группа револьверного оборудования, работающая в полуавтоматическом режиме. Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Характеристики полуавтоматического оборудования:
- Оборудование имеет наличие одного шпинделя. Шпиндель – конструкция с отверстием под обрабатываемый прут.
- Наличие дополнительного узла для подачи и фиксации заготовок. Эта деталь используется для создания автоматического производства, так как самостоятельно отводит готовые изделия.
На рынке оборудования предоставлен огромный выбор полуавтоматических моделей станков. Между собой они различаются по следующим параметрам:
- Количество шпинделей – влияет на количество обрабатываемой продукции.
- Расположение револьверной головки – прямое (по горизонтали и по вертикали) и наклонное.

Горизонтальные станки, при выводе продукции, ведут её в одном направлении, которое зависит от того, по какой оси вращается головка.
Станки с вертикальным или наклонным расположением головок используют различные виды суппортов. В основном используются поперечные или револьверные.
Современные токарно-револьверные станки в паре с ЧПУ изменяют положение револьверной головки. Это позволяет им выполнять работу с высокой точностью.
Кроме того, такое оборудование безопасно – главные узлы аппарата находятся под специальной защитной конструкцией. Её ещё называют защитным кожухом.
4 Некоторые важные особенности револьверных станков
Описываемые агрегаты характеризуются более высоким уровнем производительности по сравнению с обычными токарными установками за счет следующих факторов:
- использование скоростных устройств подачи и зажима обрабатываемой детали;
- комбинированная работа поперечного и револьверного суппортов;
- быстрая замена рабочих приспособлений;
- применение инструментов комбинированного вида и многорезцовых державок.

Отметим, что для обеспечения высокой производительности функционирования токарно-револьверных агрегатов (без ЧПУ или с ним) важно грамотно выполнить их настройку. Под таковой понимают выбор рабочих инструментов и их технологически рациональный монтаж в державки, установку поперечного и продольного упоров, регулировку в радиальном и осевом направлениях используемых приспособлений для металлообработки.

На большинстве револьверных станков подача и частота вращения выбираются чаще всего посредством командоаппаратов. Патронные агрегаты советского и российского производства могут работать с заготовками сечением 16–63 сантиметра. Прутковое оборудование характеризуется тремя ключевыми параметрами:
- максимальным расстоянием, на которое может передвигаться головка;
- наибольшим сечением изделия, обрабатываемого над суппортом и над станиной;
- максимальная дистанция от торца либо передней грани головки до переднего края шпиндельного узла.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Сравнение токарно-револьверного станка с другими токарными станками
Токарно-револьверный станок — это тип токарного станка по металлу, который позволяет устанавливать несколько режущих инструментов на его шестигранную револьверную головку.
По сравнению с токарными станками по дереву, токарные станки по металлу обеспечивают больший крутящий момент для вращения тяжелой заготовки и обеспечивают большую силу резания для удаления материала.
Даже самые лучшие токарные станки по дереву, доступные на рынке, обеспечивают сравнительно меньший выходной крутящий момент, и поэтому токарные станки по дереву не идеальны для обработки металлов .
Поэтому для обработки металла требуются специальные токарные станки по металлу, и в зависимости от их особенностей, конструкции и возможностей материала станки по металлу бывают разных типов.
В этом разделе мы сравним токарно-револьверные станки с другими аналогичными токарными станками по металлу: токарными станками Capstan и Engine.
Револьверный токарный станок против обычного
Capstan против токарного станка с револьверной головкой
В таблице ниже я суммировал основные различия между токарными станками Capstan и Turret.
| Форма башни | Шестиугольная, квадратная или круглая | Шестиугольный |
| Скорость работы | Быстро | Медленный |
| Типы | Только по горизонтали | Горизонтальный и вертикальный |
| Башня установлена на | Стойка, установленная на седле | Прямо на седле |
| Размер заготовки | Мелкие (до 60 мм в диаметре) | Большие (до 120 мм в диаметре) |
| Работа | Цанга | Кулачковый патрон |
| Размер машины | Легкий | Тяжеловес |
Краткое изложение основных различий между токарным станком Capstan и револьверным станком
Токарный станок Capstan представляет собой легкий станок, предназначенный для обработки небольших заготовок диаметром до 60 мм.
Револьверные токарные станки, с другой стороны, больше и могут обрабатывать заготовки почти в два раза больше, чем то, с чем могут работать токарные станки Capstan.
Нежесткая конструкция и малый вес токарных станков Capstan делают их непригодными для выполнения тяжелых резов на заготовке.
Токарно-револьверный станок, будучи более тяжелым и устойчивым, может относительно легко выполнять тяжелые резы.
Меньшие возможности обработки заготовок на токарных станках Capstan также делают их быстрее, чем токарные станки с револьверной головкой.
В токарных станках Capstan ползун скользит по седлу, обеспечивая подачу инструмента. Это уменьшает диапазон движения, тем самым уменьшая максимальную длину заготовки, которую можно обработать.
В токарно-револьверных станках все седло может скользить по направляющим, что обеспечивает больший диапазон движения, позволяя токарно-револьверным станкам обрабатывать более длинные заготовки.
Некоторые токарно-револьверные станки допускают боковое перемещение головки револьверной головки по отношению к станине, но ползун токарно-револьверных станков не обеспечивает возможности бокового перемещения.
Механизмы индексации на обоих токарных станках совершенно разные. На токарных станках Capstan маховик ползуна вращается в обратном направлении, чтобы индексировать инструмент.
В то время как на токарно-револьверных станках револьверную головку необходимо вращать вручную после освобождения всех зажимов, чтобы индексировать инструменты.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Важно!Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Часто задаваемые вопросы
Что такое револьвер в револьверном станке?
Револьверная головка в револьверном токарном станке представляет собой держатель инструмента, похожий на пистолет, который содержит шесть инструментов, которые можно использовать взаимозаменяемо. Башня может вращаться вокруг вертикальной оси либо вручную с помощью маховика, либо автоматически с помощью автоматизированного механизма.
Почему токарно-револьверный станок лучше обычных токарных станков?
Револьверные станки лучше, чем обычные токарные станки, потому что они одновременно держат несколько инструментов. Револьверную головку можно повернуть, чтобы получить доступ к режущему инструменту, необходимому для операции обработки. Это сокращает время смены инструмента, тем самым ускоряя производственный процесс.
Лучшие модели токарных станков по дереву JET
Что еще почитать:
Преимущества и недостатки применения

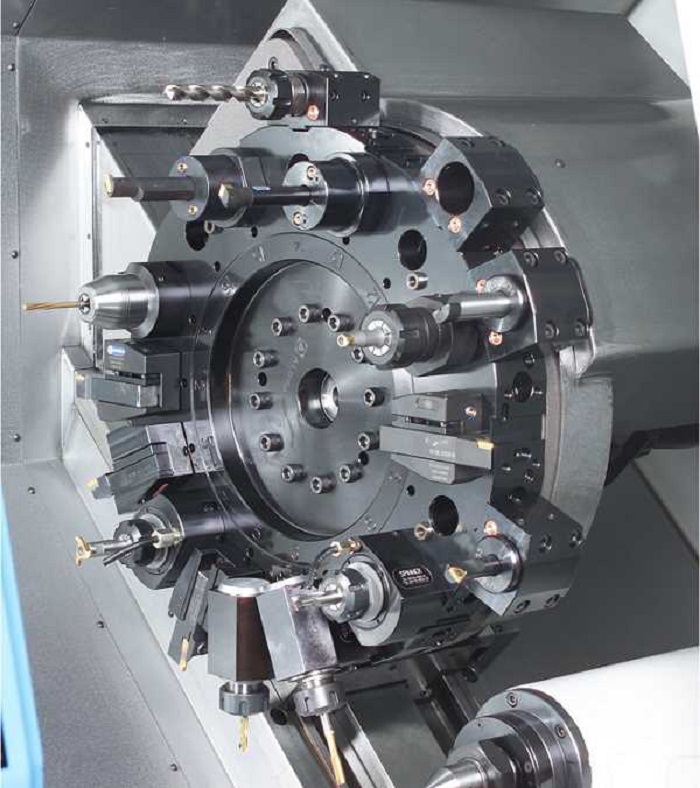
Многофункциональный револьверный блок
Актуальность применения токарных станков с резцедержателем револьверного типа определяется только после детального анализа функциональных возможностей оборудования, его технических характеристик. Но не менее важным является выявление положительных и отрицательных сторон их эксплуатации.
Несомненным преимуществом применения станков этого типа является высокий показатель производительности. Для выполнения различных токарных операций не нужно каждый раз выполнять замену резца. Также стоит отметить их автоматизацию работы, которой обладают револьверные станки. Но это актуально только в том случае, если установлен ЧПУ.
К недостаткам можно отнести только высокую стоимость моделей и повышение трудоемкости и обслуживания. Также предъявляются повышенные требования к профессионализму работающего персонала. Но эти факторы незначительны и учитываются только на стадии разработки технологической схемы производства.
В качестве примера работы оборудования рекомендуется посмотреть видеоматериал, в котором показано выполнение токарных операций с помощью станка с ЧПУ и установленным револьверной головкой обработки:
Оценка статьи: (нет голосов, будьте первым)
Загрузка…Поделиться с друзьями:Похожие публикации

Как сделать самодельный фрезерный станок по металлу с ЧПУ
Гибочный станок для листового металла своими руками
Ручная зиговочная машина, классификация роликов и самодельные чертежи


Перечень основных технических характеристик
Работа станка с револьверным резцедержателем
Параметры токарных станков с револьверным резцедержателем практически ничем не отличаются от характеристики аналогичного оборудования с классической компоновкой. Но есть перечень характеристик, которые необходимо рассмотреть детально.
Главным параметром выбора являются характеристики револьверной головки. Помимо вышеописанных качеств (расположение и свойства суппорта) следует учитывать количество устанавливаемых резцовых инструментов, их конфигурацию и длину. Также берется во внимание возможность подключения к блоку ЧПУ. Перечень команд, передаваемых на блок обработки, определит функциональные возможности оборудования.
К другим стандартным характеристикам токарной установки с револьверным блоком обработки можно отнести такие:
- максимальный и минимальный размер обрабатываемой детали, возможность ее крепления в суппорте и в центрах;
- скорость смены резцов. Их характеристики повлияют на производительность определенной модели и назначение;
- наличие и диаметр сквозного отверстия для выполнения токарных работ на поверхности прутка;
- параметры подачи суппорта – максимальное смещение в продольном и поперечном направлении, значение для одного шага;
- точность позиционирования режущего инструмента;
- возможность формирования резьбы различного типа – дюймовых, метрических и притчевых. В паспорте оборудования обязательно указывают их характеристики.
Это общий перечень параметров, который может быть дополнен в зависимости от конструктивных особенностей оборудования. Дополнительно необходимо учитывать максимальное и минимальное вращение шпиндельной головки, а также мощность силовой установки, установленной на револьверный станок.
Классификация токарного оборудования

Токарный станок с револьверной головкой
Благодаря универсальной конструкции токарно-револьверный станок с ЧПУ может быть спроектирован с практически любой конфигурацией. По этому признаку различают оборудование общего назначения и узкоспециализированные модели.
Определяющим параметром выбора является расположение револьверного блока. Его локация определит возможность выполнения того или иного типа токарной обработки. В зависимости от этого токарно-револьверные станки могут быть с горизонтальным, вертикальным или наклонным блоком обработки. Также необходимо обращать внимание на конструкцию и характеристики суппорта. Его конфигурация определяется общим принципом компоновки оборудования:
- с продольными подачами. Такая конструкция свойственна только для горизонтально расположенной оси обрабатывающего компонента. Применяется в полупрофессиональном оборудовании. Отличается небольшим набором функциональных возможностей. Но при этом агрегат имеет относительно несложную конструкцию, что сказывается на трудоемкости его обслуживания и ремонта;
- с продольными и поперечными подачами. Устанавливаются на моделях с вертикальным и наклонным положением токарного блока. Возможность перемещения режущей части по двум осям координат повышает набор выполняемых операций.
Альтернативным вариантом является токарно-револьверное оборудование, со свободным перемещением блока обработки по всем осям координат. Это позволяет выполнять сложные типы токарных работ, формировать изделия различной формы.
Обязательным компонентом данного типа оборудования является наличие блока подачи охлаждающей жидкости. При выполнении токарной обработки на высоких скоростях поверхность детали нагревается, что влечет за собой налипание стружки и пыли на резец. Их своевременное удаление повысит безремонтный срок эксплуатации станка.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
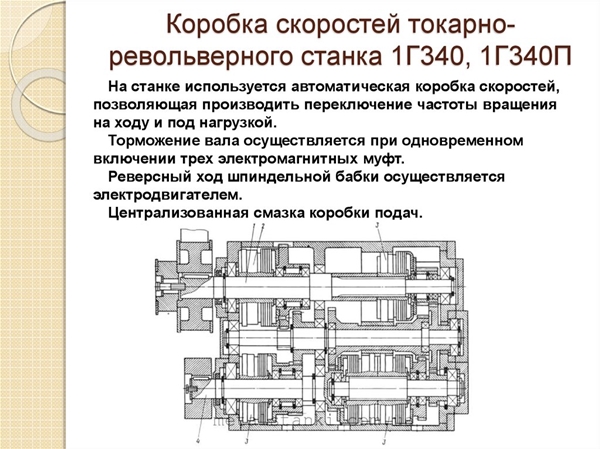
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Читайте также: Все о приводном инструменте для токарных станков с ЧПУ
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.
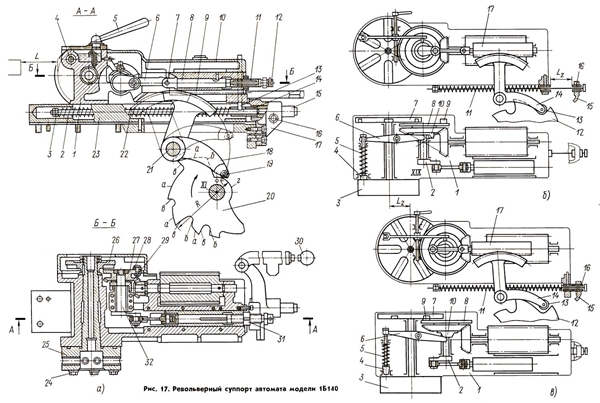
Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.
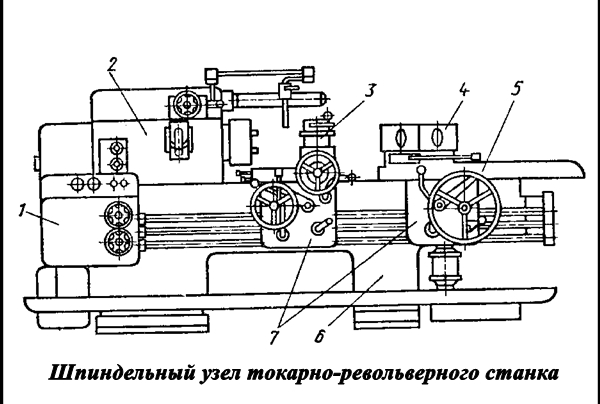
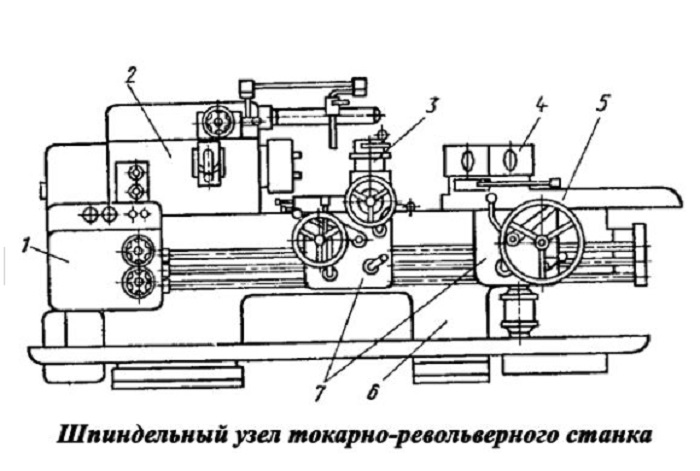
Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.
2 Классификация револьверных агрегатов
Отечественное токарно-револьверное оборудование подразделяют на разные группы по двум показателям:
- По типу деталей, которые подвергаются обработке. Станки могут предназначаться для патронных либо прутковых работ.
- По оси размещения рабочей головки (револьверной). В этом случае агрегаты бывают наклонными, горизонтальными и вертикальными.
Токарно-револьверный станок для выполнения патронных работ (представлен на фото) с ЧПУ или без программного управления применяется для обработки штампованных, литых и кованых изделий. Такое оборудование оснащается ручным либо гидравлическим приводом фиксации детали, патронами с тремя или четырьмя кулачками, планшайбами. Это дает возможность обрабатывать на нем заготовки с большими геометрическими размерами.

Станки для работ с прутками имеют малое сечение отверстия в шпиндельном узле. В них есть специальный механизм, позволяющий производить подачу прутковой заготовки и ее фиксацию. Если установить на такие агрегаты патрон, на них допускается осуществлять обработку литых, штампованных и кованых деталей.
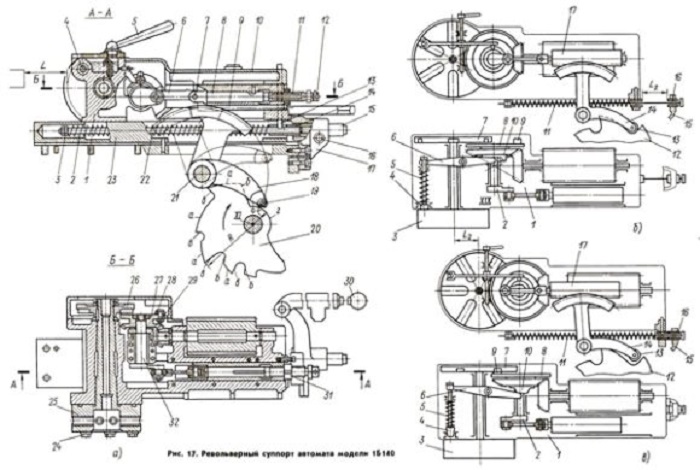
Револьверные станки, у которых поворотная ось рабочей головки располагается горизонтально (смотрите фото), есть только револьверный суппорт, а вот поперечный отсутствует. За счет данной конструкционной особенности их головка способна выполнять и круговую, и продольную подачу.

А вот на агрегатах с вертикальной и наклонной осью (на фото) всегда есть поперечный и револьверный суппорт. Первый снабжается задним и передним резцедержателем, на которые можно смонтировать до шести рабочих приспособлений. Револьверная головка располагается на втором (револьверном) суппорте.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.

1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.

ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.

Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными станками.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Поделиться в социальных сетях
Предыдущая запись Способы и полезные советы при заточке резцов для токарного станка по металлу Следующая запись Как подобрать резцы для токарного станка по дереву: виды, какие лучше выбрать Ещё записи из рубрики «По металлу»

07.08.2019 ·
0 Технические характеристики токарного станка ДИП-300: схемы, конструкция
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это…

21.08.2019 ·
0 Технические характеристики и конструктивные особенности токарного станка ИЖ-250
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего…

09.12.2019 ·
0 Самый популярный станок с ЧПУ в крупных цехах и мастерских – токарный 16А20Ф3
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой…

04.09.2019 ·
0 Основные характеристики и виды токарно-карусельных станков
Токарно-карусельные станки предназначаются для обработки деталей крупного диаметра, но малой длины….

18.09.2019 ·
0 Конструкция и принцип работы токарного станка по металлу, основные узлы, схемы
Подробно рассмотрим принцип действия токарно-винторезного станка по металлу, какие бывают станки их виды и…
Обсуждение: есть 1 комментарий
Мишаня
26.12.2020 в 09:31Станки данной группы используются преимущественно для оснащения предприятий, выпускающих свою продукцию крупными и средними сериями. Заготовки, обрабатываемые на токарно-револьверном станке, – это прутки, поковки и отливки, а также детали, до этого прошедшие обработку на других устройствах.
Ответить
Оставить комментарий Отменить ответ
Ваш адрес email не будет опубликован.Обязательные поля помечены *
Комментарий * <текстареа id="comment" name="comment" cols="45" rows="8" maxlength="65525" required="required">
Имя
Δ<текстареа name="ak_hp_текстареа" cols="45" rows="8" maxlength="100">
Отправляя сообщение, Вы разрешаете сбор и обработку персональных данных.
Политика конфиденциальности.
Что еще почитать:
Типы токарно-револьверных станков
В зависимости от ориентации, работы и количества револьверных головок существует шесть типов револьверных станков.
Горизонтальный револьверный токарный станок (ручной)
Это самый старый и самый распространенный тип токарно-револьверного станка.
Горизонтальный токарно-револьверный станок, как следует из названия, имеет револьверную головку, выровненную по горизонтали.
Ось револьверной головки коллинеарна оси заготовки.
Вертикальный револьверный токарный станок
Вертикальный револьверный токарный станок
В вертикально-револьверном станке ось револьверной головки перпендикулярна основанию станка.
Револьверная головка может перемещаться вверх/вниз и из стороны в сторону вдоль направляющих.
Помимо вертикально ориентированной револьверной головки, он состоит из двух квадратных стоек для инструментов по бокам, каждая из которых может вмещать 4 инструмента.
Стойки инструментов также можно перемещать в направлениях X и Y для выполнения операции обработки заготовки.
Таким образом, всего на вертикально-револьверном станке может разместиться 14 различных инструментов для обработки материала.
Этот тип токарно-револьверного станка подходит для обработки больших и тяжелых заготовок.
Автоматический токарно-револьверный станок
Автоматический токарно-револьверный станок является модификацией ручного токарно-револьверного станка.
Этот тип револьверной головки позволяет автоматизировать скольжение и индексацию револьверной головки с помощью распределительного вала, тем самым повышая производительность за счет сокращения времени обработки.
Это снижает потребность в квалифицированном операторе для управления машиной.
Автоматизация процесса повышает воспроизводимость, что делает револьверные автоматы идеальными для массового производства.
Однако автоматизация скольжения и индексации с помощью распределительного вала подходит для простых геометрий и не облегчает изготовление сложных геометрий.
Токарно-револьверный станок с ЧПУ
ЧПУ означает компьютерное числовое управление. Револьверные станки с ЧПУ используют сгенерированный компьютером G-код для управления скоростью подачи, скоростью шпинделя и движением револьверной головки.
Станки с числовым программным управлением (ЧПУ) используют компьютерную программу для управления различными параметрами обработки.
Эти машины состоят из компьютерной системы, которая преобразует цифровую модель в специальный код (G-коды).
Затем G-коды интерпретируются контроллером, чтобы направлять револьверный станок с ЧПУ для выполнения желаемого процесса обработки.
Эти станки также поддерживают автоматическую смену инструментов на револьверной головке, что устраняет необходимость вмешательства человека во время выполнения операции обработки.
Движение режущего инструмента, управляемое компьютером, делает токарно-револьверные станки с ЧПУ идеальными для обработки сложных форм с высокой точностью.
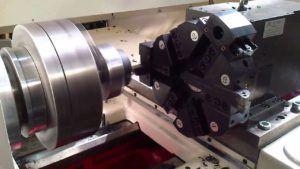
Двухревольверный токарный станок
Двухревольверный токарный станок от CMZ
Токарный станок с двумя револьверными головками состоит из двух автоматических револьверных головок, которые могут одновременно выполнять операции обработки заготовки.
Это значительно сокращает время цикла почти вдвое по сравнению со временем, которое требуется для выполнения аналогичной операции обработки на токарном станке с одной револьверной головкой.
Из двух башен одна ведет за собой другую башню. Эта последовательная операция между двумя револьверными головками позволяет станку выполнять черновую и чистовую операции за один проход.
Вы можете загружать и выгружать детали из одного шпинделя, не мешая работе другого. Некоторые токарные станки Twin-Turret могут даже запускать две отдельные программы на каждом из своих шпинделей.
Настройка токарного станка с двумя револьверными головками занимает больше времени, чем токарного станка с одной револьверной головкой. Следовательно, токарные станки с двумя револьверными головками подходят для серийного производства, когда за один присест производится большой объем однородной продукции.
Haas Automation и CMZ известны во всем мире благодаря производству токарных станков с двумя револьверными головками и других станков с ЧПУ премиум-класса.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
- Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
- Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
- Работа с внутренней и внешней резьбой.
- Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
- Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
- Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.

3 Какие работы производятся на токарно-револьверном оборудовании?
Станки с ЧПУ и без него дают возможность осуществлять практически любые виды токарной обработки болтов, колец, ступенчатых валиков, гаек, фланцев, втулок, включая и следующие:
- нарезание (с помощью специальных головок и метчиков) внутренней и внешней резьбы;
- подрезание торцов изделий;
- обтачивание поверхностей цилиндрической формы;
- протачивание канавок.
На агрегатах с ЧПУ и без числового управления, оснащенных ходовым винтом, дополнительно при помощи гребенок и резцов разрешено выполнять разнообразные резьбы.

При серийном изготовлении деталей чаще всего используются резьбонарезные головки с гребенками круглой, радиальной и тангенциальной формы. Максимальная точность выполнения работ при этом отмечается при эксплуатации круглых гребенок. Головки для выполнения резьбы используются для резьб от М4 до М60.
Если резьбы нарезают метчиками и плашками, в конструкции станков предусматриваются особые державки. При рабочем ходе суппорта они позволяют вывинчивать метчик либо плашку за счет их свободного осевого передвижения.

На револьверных станках также можно обрабатывать:
- Поверхности фасонного типа. Для выполнения таких работ требуется установить криволинейный шаблон вместо копировальной линейки. Допускается и обработка указанных поверхностей специальными резцами (фасонными) с поперечной подачей.
- Поверхности конического типа. В этом случае применяют копировальный инструмент или широкие резцы.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.