Как варить алюминий аргоном — технология. Инструкция по сварке алюминия аргоном для начинающих специалистов
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Метод TIG: постоянный или переменный ток
Для сварки большинства алюминиевых сплавов применяется классический метод сварки TIG с применением источника постоянного электрического тока. При этом электрод подсоединяется к его отрицательному полюсу. Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Поэтому ручная сварка методом TIG обычно производится с применением переменного тока. В этом случае удаление оксидной пленки происходит, когда электрод находится в положительном полуцикле переменного тока. На отрицательном полуцикле происходит охлаждение электрода и проникновение сварочного шва. Дуга затухает и зажигается на каждом полуцикле, когда ток дуги проходит через ноль. При частоте источника тока 50 Гц это происходит 100 раз в секунду, то есть дважды на каждом цикле.
Чем варят алюминий и сплавы — постоянным или переменным током
При сварке алюминия используют переменный ток. Это позволяет удалять с заготовки плотную оксидную пленку, которая мешает контролировать сварочную ванну и подавать присадку, и гарантирует хороший результат.
При применении постоянного тока обратной полярности оксидный слой разрушается и удаляется, благодаря кинетической энергии положительных ионов. Это позволяет формировать качественный шов, но приводит к перегреванию и разрушению электрода. При применении прямой полярности ионы не попадают на заготовку, большая часть металла покрыта слоем оксида, но повышается стабильность дуги.
Сварка переменным током дает возможность использовать и очищающий эффект, и преимущества стабильной дуги. А, значит, обеспечивает прочное соединение.
Вариант сварки алюминия постоянным током обратной полярности может применяться при использовании газовых смесей с большим содержанием гелия. Из-за высокой себестоимости такой метод выбирают реже, в основном при ремонте деталей из силумина для получения лучшего провара.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Читайте также: Сварка арматуры ванным способом
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Сварка алюминия аргоном для начинающих
Перед началом аргоновой сварки алюминия необходимо ознакомиться с техникой безопасности. Затем — выбрать оборудование, средства защиты, место для проведения аргоновой сварки алюминия.
Сварка аргоном для начинающих — дело несложное, если к нему правильно и полностью подготовиться. Ниже приведено руководство по проведению сварочных работ с использованием ручной аргонно-дуговой сварки алюминия с неплавящимся электродом.
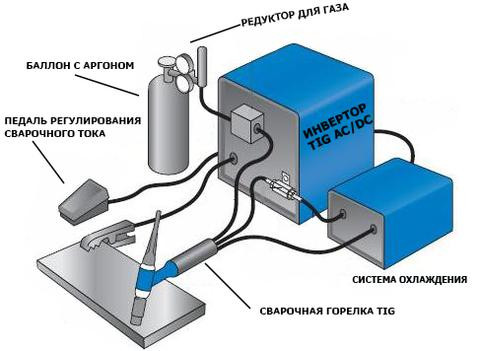
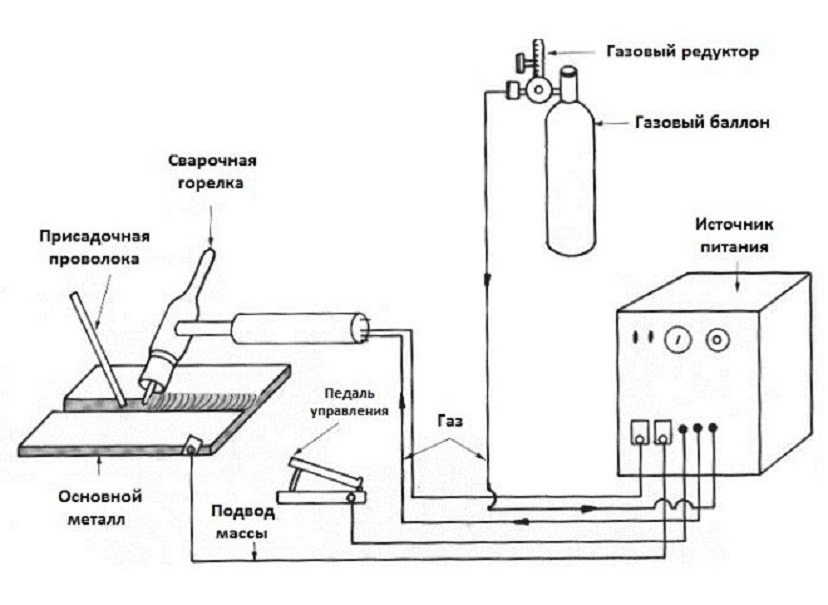
Схема аргонной сварки алюминия своими руками требует наличия определённых компонентов. Обзаведитесь следующими материалами:
- баллон с редуктором, наполненный аргоном под давлением;
- шланг для подачи газа, выдерживающий давление;
- сварочный аппарат с неплавящимся электродом;
- сам неплавящийся электрод: графитовый или вольфрамовый;
- материалы для обработки алюминия;
- присадочная проволока для сварки алюминия аргоном.
Отдельный пункт — одежда и спецзащита. Работа с техникой такого уровня опасна даже для профессионалов. Новичкам гораздо проще допустить ошибку, и специальная защита поможет избежать прискорбных последствий от поражения током. Обратите внимание на подбор помещения: тут должна быть достаточно сильная вентиляция, чтобы удалять выделяющиеся продукты. Категорически запрещено проводить сварочные работы в дождь или грозу.
При выборе баллона с газом учтите страну-поставщика и название фирмы. Уточните, какой газ хорошего качества. Экономия на аргоне приведёт к порче изделия. На самом баллоне должны быть все соответствующие маркировки, уплотнитель, вентиль, товарный знак.
Проволока для сварки алюминия аргоном — материал, который необходим при сваривании. Она плавится и заполняет собой шов.
После выбора всех элементов и приведения их в рабочее состояние, необходимо подготовить непосредственно свариваемые детали. Сюда входит обезжиривание, удаление грязи и остатков масла. Электрод затачивают, делая край не острым, а немного притупленным. Уже во время работы он примет полностью правильную форму с наконечником в виде гладкой сферы.
Далее — настройка аргонной сварки для алюминия. В зависимости от конкретного прибора и доступных режимов, выбранные показатели могут отличаться. Ставить значения нужно исходя из того, какой металл необходимо сварить.
Настройка переменного тока. Тут устанавливаются полярности — плюс или минус. Для чистого алюминия работа происходит в отрицательном диапазоне. Металл с примесями требует больших температур, поэтому рабочий диапазон — положительный. Соблюдайте меры предосторожности, положительная полярность негативно влияет на электрод из вольфрама.
Продолжая работу с током, установите необходимую силу. Показатель зависит в первую очередь от толщины листа. 60-65 ампер будет достаточно для сварки 2 мм листа алюминия. Сварка алюминия постоянным током в среде аргона требует других настроек.
Заварка кратера. Если такой режим есть, его необходимо обязательно использовать. Это медленное затухание дуги, работа на низких температурах. Нужно оно для того, чтобы избавиться от образовавшегося кратера. Для листа, толщиной в 2 мм достаточно 3 секунд работы аппарата.
Техника не из простых, поэтому не стоит сразу приниматься за работу со сложными конструкциями. Чтобы овладеть техникой, научиться делать ровный, красивый шов, достаточно взять брусок алюминия потолще и начинать работать с ним.
В одной руке держите саму горелку, в другой — присадочный материал. Приступая к работе, первым делом нажмите на кнопку на горелке, чтобы пробить оксидную плёнку. Образовывается ванночка, в которую и нужно помещать проволоку. Не нужно спешить, чтобы шов был правильным, добавлять присадочный элемент нужно в определённый момент.
В результате, если всё было сделано правильно, вы увидите ребристый шов. Он имеет такой вид от лёгких прикосновений присадочной проволоки.
Аргонной сварке алюминия своими руками можно научиться методом проб и ошибок. Достаточно заниматься этим, стараться овладеть техникой. Меняйте настройки и материалы, экспериментируйте с толщиной алюминия и количеством свариваемых деталей.
После того, как удалось сделать ровный, красивый шов на сплошном куске металла, можно пробовать сварку аргоном тонкого алюминия. Сложность в скорости работы и температурном режиме. Его очень просто испортить, прожечь. Правильная аргоно-дуговая сварка алюминия происходит под углом в 15. Для неопытных мастеров сложно держать руку в таком положении, она быстро устаёт, меняя рабочий угол.
Вертикальные швы свариваются снизу-вверх. К стыковым соединениям горелку располагают под углом в 50. После окончания работы, получившийся шов продувается газом для охлаждения. Это поможет быстрее остыть электроду, ванночке и самой горелке.
Надёжная защита обеспечивается тем, что в течение всего времени сварки электрод, присадочная проволока и горелка не будут выходить из зоны покрытия аргона. Вы можете встретиться с некоторыми проблемами, вроде разбрызгивания металла или электрод перестал быть глянцевым. Все недочёты необходимо незамедлительно устранять.
Чтобы металл был аккуратным, старайтесь вкладывать проволоку постепенными, лёгкими движениями. Чем больше плавность, тем аккуратнее выйдет результат работы. Ванна расплавленного металла должна иметь форму, вытянутую в сторону направления горелки. Следите за тем, чтобы это не был круг или овал. Шов получится ровным и аккуратным, если работать быстро. Так можно невооруженным глазом отличить работу новичка от мастера.
Надёжные и аккуратные соединения можно получить, если потренироваться и полностью освоить технику сварки. С её помощью вы сможете соединять те детали, которые в быту объединить невозможно.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Интересное: Как заварить чугун электросваркой в домашних условиях
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Особенности сварки алюминия методом TIG
- Сварочная дуга действует только как источник тепла и сварщик сам решает применять или нет присадочную проволоку.
- Сварочная ванна хорошо контролируется, поэтому могут выполняться сварочные швы без применения подкладок.
- Дуга является устойчивой при очень низких сварочных токах, что дает возможность сварки тонкостенных компонентов.
- Процесс обеспечивает очень хорошее качество сварочного шва, но для достижения максимального качества требуется опытный сварщик.
- Процесс имеет более низкую скорость выполнения сварочного шва и более низкую скорость подачи присадочной проволоки, чем при сварке методом MIG, что в некоторых ситуациях делает его менее производительным.
- Метод TIG склонен ограничиваться сваркой алюминия небольшой толщины, обычно до 6 мм.
- Метод TIG дает менее глубокое проникновение в основной металл, чем метод MIG, то есть аналогичный метод сварки плавящимся электродом. Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Аргонодуговой сварочный инвертор Aurora PRO INTER TIG 200 AC/DC PULSE Mosfet 10052 38 56 000р. В корзину Аргонодуговой сварочный инвертор Inforce TIG-200 04-08-04 3 48 591р. В корзину Аппарат аргонодуговой сварки ПТК МАСТЕР TIG 200 PULSE D91 00000029268 3 20 759р. В корзину Аппарат аргонодуговой сварки ПТК МАСТЕР TIG 200 P AC/DC D92 00000029269 20 37 389р. В корзину
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Интересное: Что такое прямая и обратная полярность при сварке инвертором
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
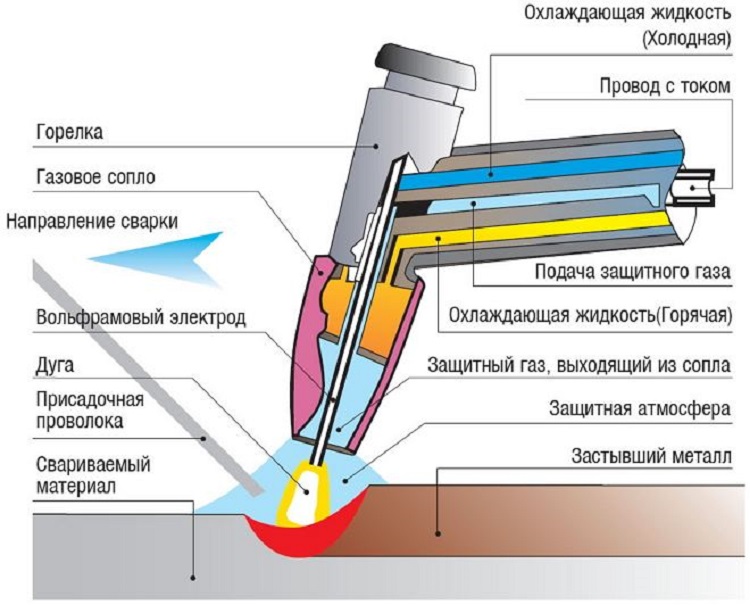
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
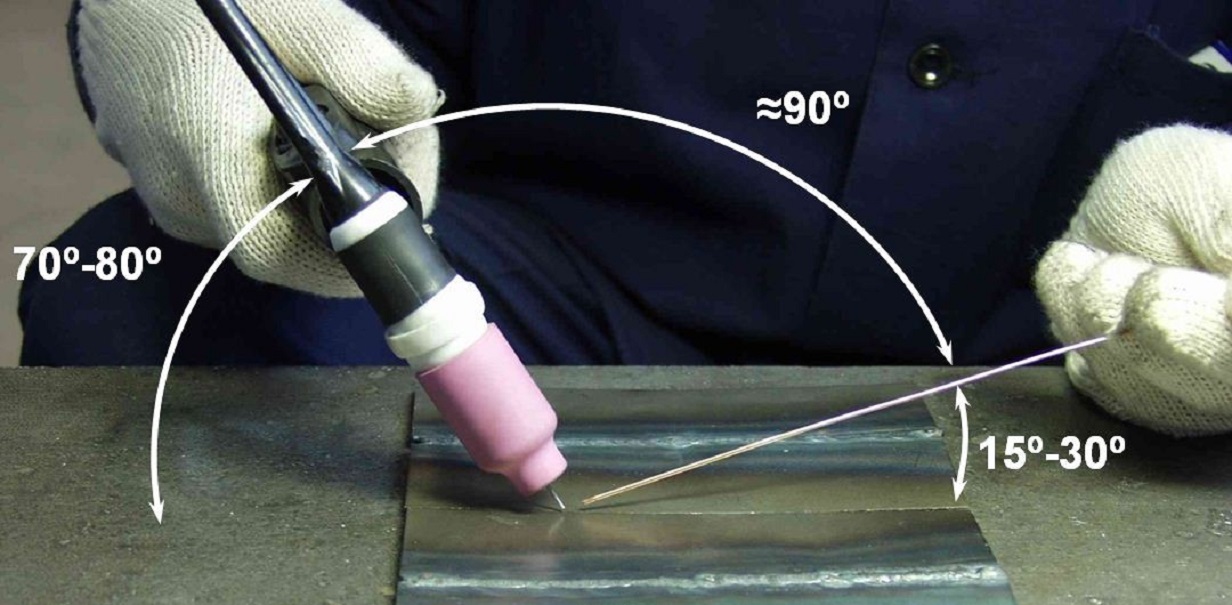
Правила удержания электрода и присадочной проволоки
Преимущества и недостатки сварки алюминия аргоном
Преимуществауниверсальность способа;стабильность дуги;формирование аккуратного шва;достаточная прочность сварного соединения;уменьшение области прогрева;экономный расход газа и присадки;формирование шва без примесей и пор.Недостаткинеобходимость в специальном оборудовании;высокие требования к настройке аппарата и подготовке заготовок;необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).

Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Читайте также: Принцип лазерной резки: технологии и используемое оборудование
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.
TIG-сварка алюминия происходит с применением чистого аргона. Его концентрация должна быть 98-99 %. Именно поэтому стоит внимательно отнестись к выбору поставщика. Для более точной настройки расхода материалов, в том числе и аргона, лучше отдать предпочтение импортным манометрам и редуктору.

Защитный газ
Аргон
Предпочитаемым защитным газом для сварки TIG с переменным током (AC-TIG) является аргон. Гелий, а также смеси аргона с гелием также могут применяться. Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Гелий
Гелий увеличивает вольтаж дуги, повышает глубину проникновения сварного шва, но делает зажигание дуги более трудным, а также отрицательно влияет на стабильность дуги. Некоторые современные сварочные аппараты имеют возможность начинать сварку с аргоном и затем, когда дуга установилась, автоматически происходит переход на гелий.
Аргон + гелий
Добавление аргона к гелию улучшает зажигание дуги и ее стабильность. Скорость сварки и проникновение сварочного шва будет меньше, чем при сварке с чистым гелием, но лучше, чем при сварке только с аргоном. Поэтому можно регулировать ширину шва и глубину его проникновения путем изменения доли аргона в защитном газе. Часто применяют смесь с 25 % гелия в аргоне [1].
Вольфрамовые электроды
Существует несколько типов электродов для сварки методов TIG. Они включают:
- чистый вольфрам
- вольфрам, легированный торием (ThO2)
- вольфрам, легированный цирконием (ZrO2)
Эти соединения добавляют, чтобы улучшить стартовые характеристики дуги, стабилизировать дугу и увеличить срок службы электрода. Электроды с цирконием считаются предпочтительными для сварки TIG переменным током, так как они имеют более высокую температуру плавления, чем электроды из чистого вольфрама и вольфрама с добавками тория. Поэтому они могут нести более высокие сварочные токи, являются более стойкими к загрязнению и повреждениям.
Торец электрода должен иметь при сварке полусферическую форму. Такая его форма способствует стабильности дуги. Конец электрода должен быть слегка заостренным, чтобы помогать формированию его скругленного торца (рисунок 4).
Рисунок 4 – Типичный электрод для сварки методом TIG
Слишком малый диаметр электрода будет приводить к его перегреву и, возможно, плавлению. Это приведет к загрязнение сварочной ванны вольфрамом. Электроды бывают диаметром от 0,3 до 6,4 мм. Электрод не должен выступать из сопла горелки более, чем на 6 мм. Эта величина может быть увеличена до 10 мм, если в горелке применяется газовые линзы.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.

Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Сварка алюминия аргоном: пошаговая инструкция
- Рабочие поверхности зачищают от оксида.
- До начала процесса расплавления свариваемые кромки прогревают до температуры порядка 150 0С (происходит удаление остаточной влаги).
- Горелку приближают к поверхности на расстояние около 3,0 мм и зажигают дугу. Оптимальная длина горения составляет 1,5–2,5 мм.
- Как только появляется расплавленный металл (скорость зависит от сплава и содержания примесей в металле), в зону сварочной ванны плавно подают присадочный пруток.
- Для соединения толстостенных изделий с образованием широкого шва горелку продвигают справа налево без рывков.
- Для того чтобы в процессе работы алюминий не окислялся, рабочая зона присадочного прутка должна постоянно находится под защитой аргона.
- Окончание сварочного шва (стадию заварки кратера) выполняют в режиме плавного уменьшения силы тока. Если оставить значение на одном уровне, ширина шва увеличится, испортив работу.
- После сплавления деталей дугу гасят.
- Горелку держат у поверхности до тех пор, пока продувка инертным газом не завершится. Использование функции Post flow позволяет обдувать металл газом до тех пор, пока свариваемая зона не остынет.
Выбор режимов аппарата
Настройка для сварки алюминия аргоном зависит от толщины соединяемых поверхностей.
|
Диаметр электрода, мм |
2 |
3 |
5 |
6 |
|
Диаметр присадочного прутка, мм |
1,6 |
2,5 |
3,5 |
4,0 |
|
Толщина свариваемых пластин, мм |
1,0–2,0 |
4,0–6,0 |
6,0–10,0 |
11,0–15,0 |
|
Сила тока, А |
50–70 |
100–130 |
220–300 |
280–360 |
В процессе работы важно следить за показателем силы тока. Сварка TIG на слишком высоком токе может привести к прожигу детали, а заниженное значение не позволит расплавить металл.
Для производства небольших швов выбирают двухтактный режим (нажали кнопку–зажгли дугу, отпустили–дуга погасла). Значение стартового тока выставляют в 2 раза выше рабочего, чтобы легче зажигать дугу. Четырёхтакный режим используют для изготовления протяжённых швов. Работа ведётся по упрощённой схеме: нажали кнопку–зажгли дугу–отпустили–дуга продолжает гореть, для завершения нужно ещё раз нажать кнопку. В данном случае стартовый ток подаётся, пока удерживается кнопка.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
Интересное: Технология визуально измерительного контроля сварных швов и соединений
При настройке режимов используются соотношения, приведенные в таблице:
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью. Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Сварочная горелка и сварочные кабели
Существует большое количество различных типов горелок для сварочного тока от нескольких десятков ампер до 450 ампер. Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.

Рисунок 3 – Современная горелка для сварки методом TIG
Перегрев горелки может привести к расплавлению паяных соединений внутри нее или пластиковой трубы, которая изолирует силовой кабель. Поэтому важно правильно выбрать горелку в соответствии с силой тока, который будет применяться при производстве сварки, в том числе с учетом того, какой ток будет применяться, постоянный или переменный.
Большинство горелок снабжено металлическим или керамическим соплом для формирования струи газа. Керамические сопла являются более популярными, но они более легко повреждаются, чем металлические. Диаметр сопла может меняться от 9,5 до 25 мм в зависимости количества требуемого для сварки защитного газа, а также вида газа. Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Механизация и автоматизация сварки TIG
Механизация и автоматизация сварки методом TIG может иметь несколько преимуществ:
- возможность применять более высокие скорости сварки, что дает уменьшение коробления и более узкие зоны термического влияния сварки;
- более плотный контроль сварочных параметров, что позволяет сваривать более тонкие материалы;
- более тщательный контроль качества сварки;
- возможность выполнения сварки персоналом с меньшей степенью квалификации, чем это обычно требуется при ручной сварке.
Вместе с тем, применение механизации и автоматизации имеет и некоторые недостатки, в том числе, значительно более трудоемкую подготовку свариваемых компонентов к сварке.
Источники:
- The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing, 2002
- Европейский стандарт EN 1011-4:2000 Welding – Recommendation for welding of metallic materials – Part 4: Arc welding of aluminium and aluminium alloys

Форум Future Aluminium в Милане в мае 2018← Previous- Next →Плавление алюминия: физические принципы
Как правильно варить алюминий аргоном
Качество сварки алюминия зависит не только от модели и настройки сварочного аппарата, горелки, практической и теоретической подготовки сварщика, но и от расходных материалов.

В работе используют вольфрамовые электроды с малыми выгоранием и деформациями конца, которые могут изготавливаться из чистого металла или содержать окиси лантана, церия, смешанные оксиды. И, если добавки в сварочных прутках улучшают свойства шва — повышают прочность, стойкость к растрескиванию, коррозии, то примеси в электродах влияют на характеристики зажигания. Диаметр прутка подбирается с учетом задачи, толщины заготовки и диаметра электрода.
Особенности сварочного процесса:
- Сварочный пруток всегда находится впереди электрода в защитной зоне. Направление сварки — справа налево.
- Подача проволоки и движение электрода плавные, без поперечных колебаний. Интенсивные движения приводят к брызгам и деформированным соединениям.
- Расстояние между заготовкой и электродом минимально. Это позволяет сфокусировать дугу и обеспечивает глубокий провар.
- Электрод желательно выдерживать вертикально по отношению к поверхности металла. Такое положение улучшает стабильность дуги и обеспечивает направленное внесение тепла.
- Скорость сварки максимальна возможная для сварщика. Достичь высокой скорости и лучшего провара помогает концентрированная дуга.
- Прикосновения электрода к металлу не допускаются. Они становятся причиной вольфрамовых включений в шве, которые снижают его прочность.
Сварка TIG выполняется в любом рабочем положении и обеспечивает надежность шва. Стоит принимать во внимание используемый газ или смесь. Аргон тяжелее воздуха, поэтому помогает получить качественный шов при горизонтальном положении. При сварке горизонтально на стене, на потолке, формировании нисходящего или восходящего шва можно применять аргоно-гелиевую смесь. Но нужно помнить, что мощность дуги при сварке с гелием выше.