Технологический процесс и технологическая документация. Маршрутная карта технологического процесса: содержание, составление, бланк
Документы технологических процессов
Технологические документы, используемые для описания и реализации ТП производства, зависят от отрасли, в которой функционирует конкретное предприятие. Если в большинстве промышленных сфер за основу приняты маршрутные карты, то в станкостроительной отрасли операционные карты являются такой же неотъемлемой составляющей технологической документации, как и маршрутные карты.
Разработка тех. процесса и подготовка тех. документации осуществляется в полном соответствии с требованиями ГОСТ 14.301 – 83, который входит в состав Единой системы технологической документации (ЕСТД). В соответствии с положениями, существующими в ЕСТД, технологические документы в основной своей массе относятся к специализированной документации. В то время как Технологические инструкции классифицируются в качестве общих документов.
Норматив предусматривает следующие специальные технологические документы:
- маршрутную карту используют для маршрутного или маршрутно-операционного описания ТП или для перечисления технологических операций и перемещений в производственном процессе. Содержит данные об оборудовании, материальных нормативах и трудовых затратах, технологической оснастке ;
- карту технологического процесса или карту по выполняемой операции. Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
- карту типового или группового технологического процесса, которые используются для соответствующего ТП;
- карту технологического процесса ремонта применяют для разработки процесса ремонта, и она имеет привязку к дефектам изделия;
- операционную карту, используемую для описания конкретной технологической операции с указанием переходов внутри нее;
- ведомость технологических документов, которая содержит полный состав документов, используемых для производства на предприятии;
- другие технологические документы.
Маршрутная технологическая карта
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узла, прибора) по цехам и дает описание всех операций, производимых над деталью без выделения каждой операции отдельным документом.
Маршрутная технологическая карта применяется в индивидуальном и серийном производстве в тех случаях, когда не требуется точной деталировки процесса и нет твердого закрепления той или иной детали за определенным оборудованием на длительное время. Рабочему эта карта дает немного: без чертежа ею пользоваться нельзя.
Маршрутная технологическая карта включает последовательный перечень укрупненных операций обработки деталей. Маршрутная технологическая карта является основным технологическим документом опытного или единичного производства. Обработка детали по маршрутной технологической карте требует рабочих высокой квалификации и наличия на рабочем месте чертежа обрабатываемой детали.
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узлы, приборы или изделия) по цехам и мастерским, дает описание всех операций, производимых над объектом, без выделения каждой операции отдельным документом. Эта карта применяется в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и нет твердого закрепления обрабатываемого объекта за определенным оборудованием на длительное время. В маршрутной карте указывают данные об основном материале и размерах заготовки, перечисляют цехи и мастерские, в которых должна производиться обработка, приводят перечень операций, сообщают сведения об основном оборудовании и технологическом оснащении, профессии и разряде рабочего, а также нормировочные сведения.
Маршрутная технологическая карта механической обработки содержит перечень всех операций, названия цехов, участков и отделений, где должна обрабатываться заготовка; данные о применяемых станках, принадлежностях и инструменте; указания о специальности и разряде рабочего, который будет изготовлять деталь; нормированное время и др. Эта карта применяется главным образом для работ по планированию производства.
Общая, или маршрутная, технологическая карта составляется на каждое изделие. На основании ее выполняются операционные и другие технологические документы, а также проектируются приспособление и оборудование, схематично указанное на обЩей карте. В технологических картах подробно и последовательно записаны производственные процессы изготовления каждой детали, сборочной единицы, изделия.
В карте 6 приведена маршрутная технологическая карта обработки этого картера на агрегатных станках на выпуск 50 шт.
На основании дефектной ведомости составляется маршрутная технологическая карта ремонта; после разборки двигателя производится распределение дефектных частей по двум основным направлениям: в обмоточный цех, слесарно-механический цех.
Результатом работы программы проектирования ТП является маршрутная технологическая карта, содержащая следующие данные по каждой операции: номер цеха, наименование и содержание операции, количество ударов ( ходов) пресса, наименование и шифр оборудования, его мощность, данные об оснастке, вспомогательном, мерительном и режущем инструменте, шифре профессии и разряде рабочего, штучном и подготовительно-заключительном времени и расценках.
Припуски следует рассчитывать параллельно и после разработки маршрутной и технологической карты. На основе технологического процесса определяют характер и расчетную величину промежуточных припусков и, как следствие, общий припуск.
Технологический процесс оформляется следующими техническими документами: маршрутными технологическими картами, опера-ционно-технологическими картами, производственными инструкциями.
После дефектации требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
После дефекташш требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
На электроприборостроительных заводах, в основном, применяются два вида технологических карт: маршрутная технологическая карта и операционно-технологическая карта.
Исходными данными для ведения статистических методов контроля являются показатели качества, определяемые по маршрутным и технологическим картам, границы регулирования, объем выборки и периодичность ее контроля.
Требования к содержанию документа
Содержание и область применения маршрутной карты технологического процесса тесно взаимосвязаны между собой. Формы и порядок заполнения содержатся в межгосударственном стандарте ГОСТ 3.1118-82. Он рассматривает общие требования, правила применения, оформления карт, используемых для описания основного и вспомогательного производства или ремонтов изделий и составных частей. Также в стандарте содержатся образцы заглавного листа, оборотной стороны и последующих листов.
В МК должны быть внесены:
- Номер цеха или производственного участка.
- Название и код выполняемой операции.
- Название оборудования – все виды оборудования характеризуются особенными свойствами, их выбор зависит от поставленных задач и других нюансов.
- Перечень вспомогательных инструментов, который применяется для нанесения разметок, фиксации заготовки или исполнения других задач и функций.
- Используемый режущий, слесарно-монтажный, а также специальный инструмент, предназначенный для проведения специфических операций – штамповки, сварки.
- Измерительные средства. Поскольку большинство этапов производственного цикла связаны с определением размеров и главных параметров, для этой цели предназначены специальные средства измерения, такие как штангенциркули, микрометры и другие.
- Комплектация изделия – каждый продукт производства может состоять из нескольких составных частей. При этом указывается наименование и нумерация элементов сборки.
- Материалы, заготовки, используемые в производстве – тут указывается информация о составе и характеристиках. От типа материалов изготовления (металлы, их сплавы, дерево, пластик и др.), зависит способ обработки. Значимым параметром считается твердость поверхностного слоя, поскольку перед механической обработкой он часто подлежит закаливанию, улучшающему его эксплуатационные свойства.
- Содержание технологической операции. Описание этого раздела должно быть подробным, поскольку он представляет собой инструкцию по проводимой обработке.
- Оснащение, необходимое для выполнения работ. Используемое оснащение может отличаться по его назначению, области применения и достигаемым результатам. Большинство видов оснастки используется для фиксации заготовки. Сложней всего их зафиксировать при цилиндрических и подобных формах изделий. Применяемое оснащение должно гарантировать надежность фиксации заготовки, поскольку, даже если она несущественно смещена по отношению к базовой поверхности, могут появиться различные дефекты.
- Используемые режимы обработки. Во время эксплуатации различных типов оборудования могут быть установлены разные режимы работы. Одними из значимых являются скорость резания инструмента, глубина врезания и прочие. Без наличия этих сведений невозможно изготовить качественную продукцию.
Возможно внесение другой дополнительной информации при составлении.
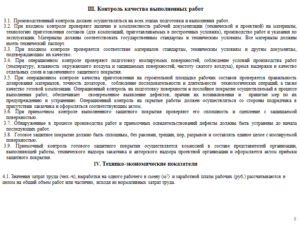
Контроль качества выполняемых сварочных работ
Контроль производства сварочных работ, их процесс и результаты фиксируются в специальных формах или журналах сварочного производства. В журналы заносятся итоги выполнения каждого процесса, полученного шва с их нумерацией, изометрические чертежи свариваемых объектов, данные по материалам, требования к сборке.
Контроль за качеством швов осуществляют рядом методов, например:
- проверка плотности шва;
- испытания на прочность механическими методами;
- металлографический анализ;
- рентгеновское зондирование и гамма-лучами;
- с помощью ультразвука и магнитных методов.
Нарушение токовых режимов приводит к подрезкам. Работа со сталями с высоким содержанием легирующих присадок, углерода часто дает трещины в швах. Поэтому производство сварочных работ обязано строго придерживаться технологической карты для каждого этапа.
Именно карта технологического процесса сварки гарантирует повторяемость каждой процедуры — возможность воспроизведения тестового соединения для каждого шва.
Разработка технологического процесса
Производится, как правило, еще перед началом строительства производственных цехов. Т.к., если речь идет о крупных производственных объектах, то они проектируются и строятся с учетом используемого оборудования и технологий. Также учитывается будущая автоматизация технологических процессов.
Схема ТП в этом случае является необходимым для проектировщиков документом.
Разработка тех. процесса зависит от вида продукции или работы, отрасли промышленности и от годового объема продукции. В зависимости от последнего показателя производства делятся по типам:
- мелкосерийное;
- серийное;
- массовое.
При этом технологический процесс производства может классифицироваться в соответствии с ГОСТ как:
- типовой ТП разрабатывается на федеральном или отраслевом уровне в качестве образцового для разработки производственных технологических документов на предприятиях отрасли;
- перспективный ТП учитывает использование новейших методов и способов;
- групповой;
- маршрутный процесс разрабатывается для единичного или мелкосерийного производства. Разработка в этом случае заключается в разработке маршрутной карты без учета переходов;
- операционный — разрабатывается для крупносерийного и массового производства. Кроме маршрутной карты разрабатываются операционные карты. А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;
- маршрутно-операционный ТП позволяет включать описание некоторый операций в маршрутной карте;
- единичный — разрабатывается для мелкосерийного производства. Такие тех. процессы изготовления отличаются минимизацией подготовительных операций. Разработка ТП направлена на эффективное использование технологического оборудования.
Что необходимо для оформления?
Составлением маршрутной технологической карты должны заниматься специалисты. Грамотный подход к разработке документации обеспечивает создание благоприятных условий для качественного выполнения технологических операций. Недостаточный объем данных может стать причиной брака на производстве, дефектов и ошибок.
При отсутствии возможности самостоятельно разработать МК, можно обратиться за помощью в сертификационный центр. Для этого потребуется предоставить:
- заявление, заполненное по установленной форме;
- регистрационные свидетельства, выписка из ЕГР и др.;
- действующую нормативно-техническую документацию;
- подробные сведения о выпускаемой продукции, ее составе, характеристиках, технологиях изготовления, производственных процессах.
Точный перечень специалист сформирует после изучения заявки. Далее процедура проводится поэтапно.
Эксперты анализируют полученную информацию о специфике деятельности компании, используемых технологиях и особенностях производственных операций. Разрабатывается макет МК, проходит все стадии согласования и утверждения, после чего выдается заказчику.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
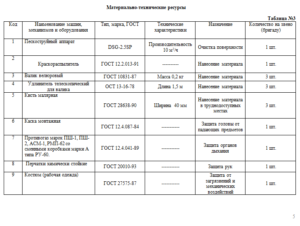
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)
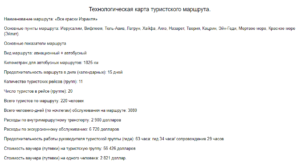
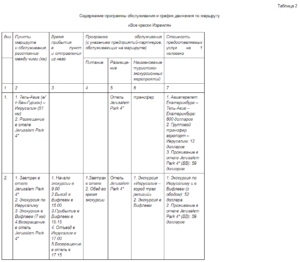
Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.

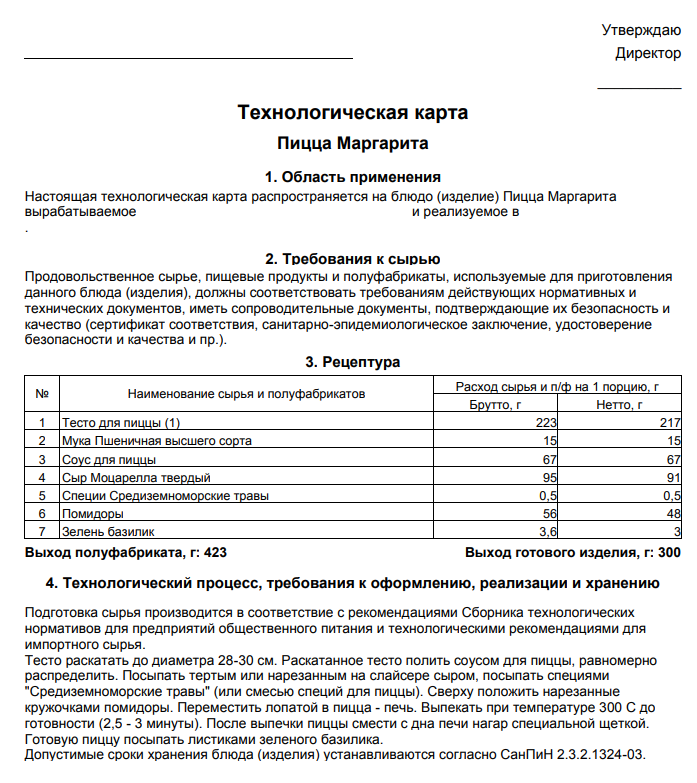
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
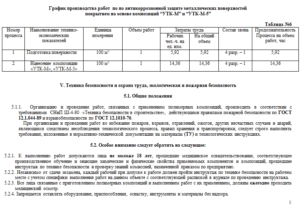
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
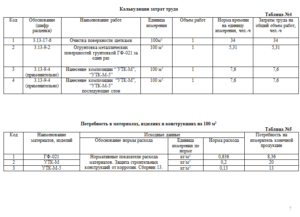
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.
Часто задаваемые вопросы
Обязательно ли оформление маршрутной карты тех. процесса?
Маршрутная карта (МК) является частью технической документации, которая обязательна для осуществления технологических процессов.
Образцы МК и правила их заполнения содержатся в межгосударственном стандарте ГОСТ З.1118-82. Без документа невозможно осуществлять выпуск изделий, их механическую и другие виды обработки, ремонты составных частей.
Кроме того, без наличия полного комплекта технических документов изготовители не смогут пройти обязательную и добровольную сертификацию производства и выпускаемой продукции, внедрить на предприятии систему менеджмента качества. В МК указываются используемые инструменты, оборудование, технологии, нормативы материалов и затрат труда.
Какой орган оформляет маршрутную карту тех. процесса?
Разработкой нормативно-технической документации должны заниматься только квалифицированные специалисты, которые обеспечат составление документа, а также прохождение обязательных процедур с учетом требований, установленных в профильном стандарте.
Ошибки и недочеты при составлении МК могут привести к нарушениям сборки и различным дефектам. Чтобы избежать негативных последствий, можно обратиться за помощью в сертификационный центр.
Для этого направляется заявление установленного образца и требуемая документация. Эксперты рассматривают предоставленные данные, составляют макет МК. Он проходит все стадии согласования, а после утверждения выдается заявителю.
Порядок заполнения
Правила заполнения маршрутной карты технологического процесса установлены в ГОСТ 3.1118-82.
Существуют нюансы, которыми следует руководствоваться при составлении МК:
- Каждая ячейка таблицы условно делится на две части – данные записываются в нижней. Это позволяет откорректировать информацию в случае необходимости и отразить изменения в верхней части ячейки.
- Так как некоторые ячейки имеют небольшой размер, информация может фиксироваться в сокращенной форме и в виде специальных символов. Обозначение сокращений содержится в технической документации.
- Границы некоторых ячеек выделены жирным – их заполнение происходит с учетом особых правил. Основные данные представлены в виде кодов. Они определяются в зависимости от существующих стандартов и классификаций. В определенных случаях информация вносится в расшифрованном или комбинированном виде.
- Также при внесении сведений в таблицу имеет значение шрифт. Для обеспечения хорошей читаемости документа важно руководствоваться рекомендациями, установленными в стандарте. Все данные, отражаемые в карте, должны быть отчетливыми.
- Допускается внесение корректировок, в случае, если они обусловлены необходимостью изменения одного или ряда параметров.
Особенности заполнения МК зависят от специфики технологических процессов.