Сортамент стальных двутавров — таблица, ГОСТ. Сортамент двутавров стальных горячекатаных ГОСТ, СТО АСЧМ
Характеристики
Двутавр представляет собой металлический профиль с Н-образной формой сечения. Типоразмеры, их пределы отклонений и форма двутавров регулируются государственными стандартами ГОСТ 8239-89 и ГОСТ 26020-83. Там же указаны порядок маркировки и виды используемых материалов.
На фоне остального металлопроката двутавр имеет наибольшую степень удельной прочности и жесткости. Связано это с его формой сечения. Она соответствует наиболее правильному распределению напряжения по площади балки, что позволяет существенно снизить объем используемого материала. Так временное сопротивление на разрыв двутавра и цельного бруска с аналогичными размерами практически одинакова, а масса при этом Н-образного профиля ниже более чем в 10 раз.
Сортамент уголков по ГОСТ 8509-93
Двутавры получают методом прокатывания. На производство они поставляются заготовками от 3 до 12 метров. По требованию заказчика метраж проката может быть значительно увеличен.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014, а также следующие термины с соответствующими определениями:
3.1 балочные нормальные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля нормального двутавра по значению больше, чем ширина полок.
3.2 балочные широкополочные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля широкополочного двутавра равна или близка по значению ширине полок.
3.3 колонные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают на растяжение, сжатие и сжатие с изгибом; как правило, высота профиля колонного двутавра равна или близка по значению ширине полок.
3.4 свайные двутавры: Двутавровые профили со значительной несущей способностью для элементов строительных конструкций, которые работают на растяжение, сжатие и сжатие с изгибом; как правило, высота таких профилей равна или близка по размеру ширине полок, а толщина стенки и полок равны или близки по значению.
3.5 длина двутавра: Длина условно вырезанного двутавра с торцами, перпендикулярными к продольной оси.
3.6 прокат горячекатаный: Прокат, полученный в результате горячей пластической деформации и последующего охлаждения на спокойном воздухе.
3.7 контролируемая прокатка: Технологический процесс прокатки с регулированием и контролем температурного режима и степени деформации металла в процессе прокатки.
3.8 ускоренное охлаждение: Технологический процесс принудительного охлаждения проката после горячей деформации со скоростью, превышающей скорость его охлаждения на спокойном воздухе.
7 Технические требования
7.1 Химический состав стали по анализу ковшовой пробы и предельным отклонениям по химическому составу в двутаврах должен соответствовать:
— таблицам 5 и 6 настоящего стандарта;
— ГОСТ 27772;
— ГОСТ 19281 — для базового исполнения или исполнения, устанавливаемого по требованию заказчика (с указанием конкретной марки стали);
— ГОСТ 535.
Таблица 5 — Химический состав стали и величина углеродного эквивалента по анализу ковшовой пробы

П р и м е ч а н и я
1 В стали допускается массовая доля остаточных элементов никеля (Ni), хрома (Cr), меди (Cu) не более 0,30 % каждого.
2 Знак «-» означает, что массовую долю элемента и величину углеродного эквивалента не нормируют и не контролируют.
Таблица 6 — Предельные отклонения по химическому составу в двутаврах

П р и м е ч а н и я
1 Для элементов, массовая доля которых ограничена в таблице 5 только верхним пределом, применяют только плюсовые предельные отклонения.
2 Знак «-» означает, что предельные отклонения по данному элементу не нормируют.
7.1.1 Допускается введение в сталь никеля (Ni) с массовой долей — не более 0,50 %.
7.1.2 Допускается подвергать сталь внепечной обработке по технологии изготовителя. При этом массовая доля в стали кальция (Са) для двутавров класса прочности С440Б не должна превышать по ковшовой пробе — 0,006 %, в двутаврах — 0,003 %. Допускается массовую долю кальция (Са) в стали не определять, а гарантировать технологией изготовления.
7.2 Свариваемость двутавров классов прочности С245Б, С255Б и наименований стали С245 и С255 гарантируется химическим составом по ковшовой пробе.
Свариваемость двутавров других классов прочности и наименований стали гарантируется химическим составом по ковшовой пробе и углеродным эквивалентом:
— классов прочности С345Б, С355Б, С390Б, С440Б — по таблице 5;
— наименований стали С345, С355, С390, С440 — по ГОСТ 27772;
— классов прочности 265, 295, 325, 345, 355, 390,440 по согласованию изготовителя с заказчиком (ГС) — по ГОСТ 19281;
— марок стали Ст3пс, Ст3Гпс, Ст3сп и Ст3Гсп по согласованию изготовителя с заказчиком («св») — по ГОСТ 535.
7.3 Двутавры поставляют:
— в горячекатаном состоянии (ГК);
— после контролируемой прокатки, в том числе с ускоренным охлаждением (КП).
Состояние поставки согласовывают между изготовителем и заказчиком при оформлении заказа. Если состояние поставки не указано в заказе, то его выбирает изготовитель и указывает в документе о качестве.
7.4 Механические свойства двутавров при испытании на растяжение в соответствии с заказом должны соответствовать:
— таблице 7 — для класса прочности, толщины полки;
— ГОСТ 27772 — для наименования стали, толщины;
— ГОСТ 19281 — для класса прочности (класса прочности и марки стали), толщины полки;
— ГОСТ 535 — для стали марок Ст3пс, Ст3Гпс, Ст3сп и Ст3Гсп.
7.5 Двутавры должны выдерживать испытание на изгиб до параллельности сторон без образования разрывов и трещин.
Условия испытаний на изгиб в соответствии с заказом должны соответствовать:
— таблице 7 — для классов прочности и толщины полки;
— ГОСТ 27772 — для соответствующих наименований стали;
— ГОСТ 19281 — для соответствующих классов прочности;
— ГОСТ 535 — для стали марок Ст3пс, Ст3Гпс, Ст3сп и Ст3Гсп.
Прокат, заказанный по данному стандарту, из стали классов прочности, наименований стали, марок стали по ГОСТ 535, ГОСТ 19281, ГОСТ 27772 может поставляться без проведения испытаний на изгиб на 180° при условии гарантии удовлетворительных испытаний y потребителя.
Таблица 7 — Механические свойства и условия испытания на изгиб

Окончание таблицы 7

П р и м е ч а н и я
1 Знак «-» означает, что характеристику не нормируют и не контролируют.
2 Нормы ударной вязкости для класса прочности С255Б при температуре испытания минус 20 °С и классов прочности С390Б и С440Б при температуре испытания минус 60 °С факультативны в течение трех лет с момента введения в действие настоящего стандарта.
7.6 Механические свойства двутавров при испытании на ударный изгиб должны соответствовать:
— таблице 7 — в соответствии с температурой испытания, указанной в заказе (KCV0, KCV-20, KCV-40, KCV-60);
— ГОСТ 535, ГОСТ 19281 или ГОСТ 27772 для соответствующих категорий в соответствии с заказом.
7.7 Качество поверхности
7.7.1 На поверхности двутавров не допускаются:
— трещины, рванины;
— плены площадью более 1,5 см2;
— раскатанные пузыри и загрязнения, волосовины, закаты, вкатанная окалина, раковины от окалины, отпечатки, рябизна, усы, заусенцы, подрезы, продиры, риски, царапины, вмятины и другие дефекты:
глубиной более 1 мм и (или) выступающие над поверхностью более 1 мм — при номинальной толщине элемента профиля до 10,0 мм включительно;
глубиной более 2 мм и (или) выступающие над поверхностью более 2 мм — при номинальной толщине элемента профиля свыше 10,0 до 50,0 мм включительно;
глубиной более 3 мм и (или) выступающие над поверхностью более 3 мм — при номинальной толщине элемента профиля свыше 50 мм.
7.7.2 Недопустимые дефекты должны быть удалены пологой зачисткой (вырубкой) с обеспечением плавных переходов (без резких изменений контура). Глубина зачистки:
— не более 1,5 мм — при номинальной толщине элемента профиля до 10,0 мм включительно;
— не более 2,5 мм — при номинальной толщине элемента профиля свыше 10,0 до 50,0 мм включительно;
— не более 4 мм — при номинальной толщине элемента профиля свыше 50 мм.
При зачистке (вырубке) кромок полок глубина единичной зачистки (вырубки) не должна выводить ширину полки за предельное минусовое отклонение, более чем:
— 1 мм — для двутавров с номинальной шириной полки до 210 мм включительно;
— 2 мм — для двутавров с номинальной шириной полки свыше 210 мм до 325 мм включительно;
— 3 мм — для двутавров с номинальной шириной полки свыше 325 мм.
7.7.3 При превышении указанной глубины зачистки (вырубки) дефектов допускается восстановление поверхности профиля с помощью наплавки для двутавров:
— классов прочности С245Б, С255Б и С345Б по настоящему стандарту;
— наименований стали С245, С255 и С345 по ГОСТ 27772;
— классов прочности 265 и 345 по ГОСТ 19281.
Наплавку проводят после полного удаления дефекта пологой зачисткой (вырубкой) с обеспечением плавных переходов (без резких изменений контура). Глубина вырубки (зачистки) перед наплавкой не должна превышать 30 % номинальной толщины элемента профиля. Площадь восстановленной наплавкой зоны должна быть не более 2 % площади поверхности профиля.
Наплавленный металл должен выступать над поверхностью проката не менее чем на 1,5 мм. Далее полученный выступ зачищают, выравнивая с поверхностью проката.
На наплавленном металле трещины, пористость и другие дефекты не допускаются.
7.7.4 На торцах двутавра не допускаются:
— расслоения, рванины, трещины;
абзац исключен с 1 августа 2020 г. — Изменение N 1
— вмятины, сбитые углы величиной более 10 мм.
7.8 По согласованию изготовителя с заказчиком изготовляют:
7.8.1 Двутавры высотой свыше 300 мм с кривизной не более 0,1 % длины двутавра.
7.8.2 Двутавры с предельным отклонением по массовой доле углерода (С) в двутаврах классов прочности С345Б — С440Б не более плюс 0,01 %.
7.8.3 Двутавры с удалением заусенцев на торцах (УЗ).
7.8.4 Двутавры классов прочности С345Б, С355Б, С390Б, С440Б с толщиной полки более 32 мм с гарантированными свойствами в направлении толщины с группами качества, как у толстолистового проката по ГОСТ 28870 (Z15, Z25 или Z35). Группа качества указывается в заказе.
7.8.5 Двутавры с дополнительным требованием к качеству поверхности. На поверхности двутавров не допускаются:
— раскатанные пузыри и загрязнения, волосовины, вкатанная окалина, раковины от окалины, отпечатки, рябизна, усы, заусенцы, подрезы, продиры, риски, царапины, вмятины и другие дефекты:
глубиной более 0,5 мм и (или) выступающие над поверхностью более 0,5 мм — при номинальной толщине элемента профиля до 10,0 мм включительно;
глубиной более 1,0 мм и (или) выступающие над поверхностью более 1,0 мм — при номинальной толщине элемента профиля свыше 10,0 до 50,0 мм включительно;
глубиной более 1,5 мм и (или) выступающие над поверхностью более 1,5 мм — при номинальной толщине элемента профиля свыше 50 мм.
Недопустимые дефекты должны быть удалены пологой зачисткой (вырубкой) с обеспечением плавных переходов (без резких изменений контура). Глубина зачистки не должна выводить толщину элемента профиля за минусовое предельное отклонение.
7.9 В заказе требования, не имеющие условных обозначений, указывают путем ссылки на соответствующие пункты, например: «с учетом 7.8.1».
7.10 Примеры условных обозначений двутавров при заказе приведены в приложении Б.
4 Классификация
4.1 Двутавры подразделяют:
— по соотношению размеров и условиям работы на типы:
а) балочные:
Б — нормальные;
Ш — широкополочные;
б) К — колонные;
в) С — свайные;
г) ДБ, ДК — дополнительных серий.
П р и м е ч а н и е — Балочные двутавры допускается применять в конструкциях, работающих на растяжение, сжатие и сжатие с изгибом, колонные и свайные двутавры — в конструкциях, работающих на изгиб;
— по видам длины:
мерной (МД);
мерной с немерной длиной (МД1);
немерной (НД);
ограниченной в пределах немерной (ОД);
— по классам прочности (наименованиям или маркам стали):
классов прочности С245Б, С255Б, С345Б, С355Б, С390Б, С440Б — в соответствии с таблицей 5 настоящего стандарта;
наименований стали С245, С255, С345, С355, С390, С440 — в соответствии с ГОСТ 27772;
классов прочности 265, 295, 325, 345, 355, 390, 440 или в сочетании с марками стали — в соответствии с ГОСТ 19281;
марок стали Ст3пс, Ст3Гпс, Ст3сп и Ст3Гсп — с обозначением и техническими требованиями по ГОСТ 535;
— по состоянию поставки:
ГК — горячекатаные;
КП — после контролируемой прокатки, в том числе с ускоренным охлаждением.
9 Методы испытаний
9.1 Химический анализ стали проводят по ГОСТ 12344 — ГОСТ 12348, ГОСТ 12350 — ГОСТ 12352, ГОСТ 12355 — ГОСТ 12357, ГОСТ 12359, ГОСТ 12361, ГОСТ 17745, ГОСТ 22536.0 — ГОСТ 22536.5, ГОСТ 22536.7 — ГОСТ 22536.12, ГОСТ 27809, ГОСТ 28033, ГОСТ 28473, ГОСТ Р 50424, ГОСТ Р 51927, ГОСТ Р ИСО 4943, ГОСТ Р 54153. Допускается применение других методик, обеспечивающих требуемую точность измерений.
При разногласиях в оценке химического состава контроль проводят методами химического анализа по приведенным выше стандартам.
9.2 Величину углеродного эквивалента Сэкв, %, вычисляют по формуле

где С, Mn, Si, Cr, Ni, Сu, V, Р — массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора.
9.3 Форму и контролируемые размеры двутавра контролируют средствами допускового контроля — шаблонами. Допускается выполнение измерений геометрических параметров и отклонений формы средствами измерений по ГОСТ 26877.
Места для контроля размеров элементов профиля приведены в таблице 2. Измерения проводят на расстоянии не менее 500 мм от торца, толщину стенки — не менее 10 мм от торца.
Справочные размеры и притупление углов полок на профиле не контролируют.
9.4 Длину двутавра измеряют рулеткой измерительной металлической по ГОСТ 7502 или другим способом, обеспечивающим требуемую точность измерений.
9.5 Методы контроля кривизны двутавров — по ГОСТ 26877.
Кривизну измеряют на всей длине двутавра.
При наличии местной кривизны и (или) изломов, загибов двутавров кривизну измеряют как на всей длине двутавра, так и на длине 1 м.
9.6 Скручивание двутавров контролируют визуально.
9.7 Качество поверхности и торцов двутавров контролируют осмотром без применения увеличительных приборов и без дополнительной обработки поверхности.
При необходимости определения вида и размера дефекта применяют пробную зачистку или вырубку.
Определения дефектов поверхности — по ГОСТ 21014.
9.8 Отбор проб, заготовок и образцов для механических и технологических испытаний двутавров проводят по ГОСТ 7564 (вариант 1).
9.8.1 От каждого контрольного двутавра отбирают одну пробу. Из каждой пробы изготовляют:
— для испытаний на растяжение и изгиб — по одному образцу;
— для испытаний на ударный изгиб — два образца;
— для испытания на растяжение в направлении толщины — три образца.
9.9 Испытание двутавров на растяжение проводят на продольных образцах пятикратной начальной расчетной длины по ГОСТ 1497.
9.10 Испытание на ударный изгиб двутавров с номинальной толщиной до 10 мм включительно проводят по ГОСТ 9454 на образцах типов 1, 2 или 3 (KCU) или типов 11, 12, 13 (KCV). Для двутавров толщиной более 10 мм испытание на ударный изгиб проводят по ГОСТ 9454 на образцах типа 1 (KCU) или типа 11 (KCV). Допускается применение копров с номинальной потенциальной энергией маятника более 300 Дж.
9.11 Испытание двутавров на изгиб проводят по ГОСТ 14019.
9.12 Испытание на растяжение в направлении толщины — по ГОСТ 28870. Размеры образцов диаметром 10 мм принимаются по приложению 1.
9.13 Для контроля механических свойств могут быть использованы неразрушающие и статистические методы контроля по ГОСТ 30415, ГОСТ Р 50779.10, ГОСТ Р 50779.11, [2].
При использовании неразрушающих и статистических методов контроля изготовитель гарантирует соответствие выпускаемых двутавров требованиям настоящего стандарта.
При разногласиях в оценке качества и при периодических проверках качества двутавров применяют методы контроля, предусмотренные настоящим стандартом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12344 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 14019 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 17745 Стали и сплавы. Методы определения газов
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27772-2015 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 27809 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28033 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 28870 Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины
ГОСТ 30415 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
ГОСТ Р ИСО 4943 Сталь и чугун. Определение содержания меди. Спектрометрический метод атомной абсорбции в пламени
ГОСТ Р ИСО 14284 Сталь и чугун. Отбор и подготовка образцов для определения химического состава
ГОСТ Р 50424 Сталь и чугун. Метод определения кальция
ГОСТ Р 50779.10 (ИСО 3534-1-93) Статистические методы. Вероятность и основы статистики. Термины и определения
ГОСТ Р 50779.11 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения
ГОСТ Р 51927 Сталь и чугун. Атомно-эмиссионный с индуктивно связанной плазмой спектральный метод определения кальция
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
ГОСТ Р ИСО 14284 Сталь и чугун. Отбор и подготовка образцов для определения химического состава
П р и м е ч а н и е — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
10 Упаковка, маркировка, транспортирование и хранение
10.1 Требования к упаковке, маркировке, транспортированию и хранению двутавров — по ГОСТ 7566.
10.2 Двутавры поставляют поштучно или упакованными в пачки.
Двутавры стальные горячекатаные сортамент
Двутавр обладает множеством отличительных особенностей по сравнению с другими видами металлопроката. Преимущество, в котором данный прокат выигрывает это его прочность. Двутавр имеет Н-образное сеченее, которое помогает правильно распределить нагрузку на конструкцию, что в свою очередь сокращает количество использованного материала. Кроме того, такая форма сечения обеспечивает невероятно высокую прочность и жесткость. Большое количество отраслей, например, строительство, вагоностроение и мостостроение использует в своём производстве большое количество выпускаемого двутавра. Кроме того, активным потребителем является мостостроение, на него приходится 50%. Причём для каждого потребителя необходима определенная модель двутавра, которая обозначается буквой. На производство двутавры попадают заготовками от 3 до 12 метров, которым в последствии методом прокатывания придают необходимую форму, прописанную ГОСТах и сортаментах двутавров. Балки различают по таким параметрам как угол наклона, который указан в сортаменте, назначению, а также методу производства: горячекатаные и сварные.
Формы двутавров, их типоразмеры и пределы отклонений регулируются специальными государственными стандартами и СТО АСЧМ: ГОСТ 8239-89, 26020-83, 19425-74 и СТО АСЧМ 20-93. Двутавры должны соответствовать заданным параметрам, которые прописаны в таблицах сортамента. Сортамент — это классификация изделий, изготовленных из металла, которые распределены по определенным параметрам и другим важным характеристикам. Сортамент двутавров невероятно важен, потому что он помогает подробно разобраться во всех характеристиках данного металлопроката. Знание этих параметров обязателен потому что для каждого способа применения необходимо разобраться в деталях. Таких, как определение прочности и размеров, поэтому перед изготовлением металлоконструкций надо изучить сортамент, для того чтобы не сомневаться в том, что детали металлопроката для определённых работ подобранны правильно. В таблицах сортамента указываются все необходимые для двутавров параметры, которые позволят наиболее грамотно изготовить строительные и производственные сооружения.
Сортамент двутавров по ГОСТ 8239-89:
ГОСТ 8239-89 распространен среди горячекатаных двутавровых балок. Грани, находящиеся внутри подобных двутавров расположены под углом, а размеры такого проката варьируется от 100 до 600 миллиметров в высоту (h), ширина полок (b) от 55 до 190 миллиметров и угол наклона граней полок от 6 до 12%.
- Двутавр 10 в высоту должен соответствовать 100 миллиметров, ширину полки в 55 миллиметров, толщину стенки в 4,5 миллиметра, толщину полки в 7,2 миллиметра и весу в 9,46 килограмма.
- Двутавр 12 в высоту должен быть 120 миллиметров, в ширину полки 64 миллиметра, в толщину стенки 4,8 миллиметра, в толщину полки 7,3 миллиметра и по весу 11,5 килограмм.
- Двутавр 14 в высоту должен составлять 140 миллиметров, ширину полки 73 миллиметра, толщину стенки 4,9 миллиметра, толщину полки 7,5 миллиметра и весу 13,7 килограмм.
Благодаря своему нестандартному сечению такие балки способны выдержать большие нагрузки на изгиб, такое свойство является их несомненным преимуществом применения в производстве и строительстве. Двутавровые балки востребованы как в частном домостроении для постройки жилых домов и других металлоконструкций, так и возведении промышленных конструкций и сооружений (фабрик, заводов) и мостов, на которые уходит большая часть производимого двутавра.
Сортамент двутавров по СТО АСЧМ:
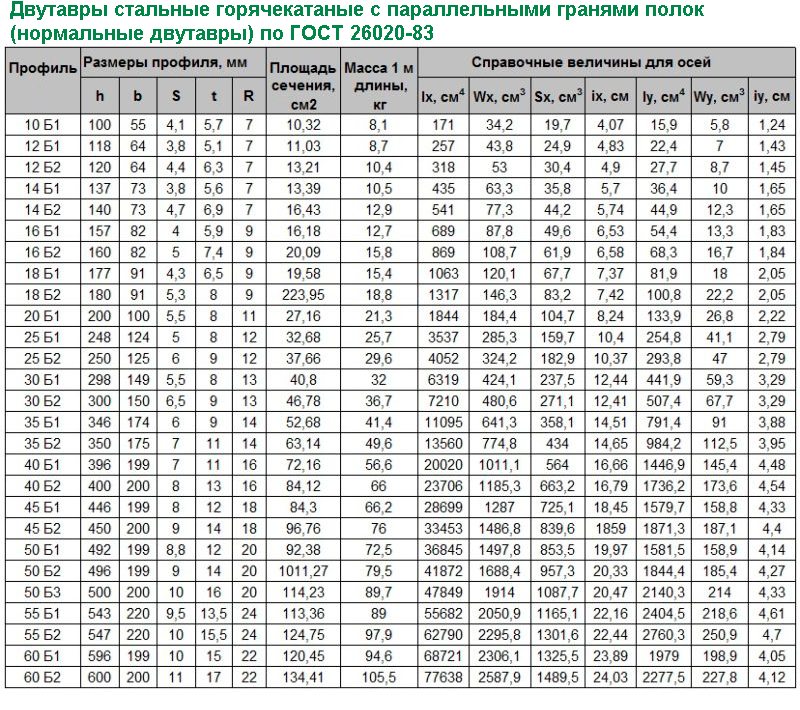
СТО АСЧМ — это собственные разработанные технические условия (ТУ) Нижнетагильского металлургического комбината. Данный комбинат является одним из главных поставщиков двутаврового металлопроката РФ, поэтому может иметь свои запатентованные стандарты, относительно размеров двутавров. Нужно отметить, что большинство характеристик ГОСТ 26020-83, включая сортамент, размеры и другие характеристики невероятно схожи с СТО АСЧМ 20-93, их сортамент абсолютно не различается, поэтому можно использовать сортамент, как СТО АСЧМ 20-93, так и ГОСТ 26020-83 для изготовления подобной модели двутавров. Но даже если они похожи, то путать их не стоит, потому что они все-таки имеют отличия, не зря их выделают по отдельности. Данному ГОСТу соответствует высота в 100-1000 миллиметров и ширина полок в 55-400 миллиметров.
- Двутавр 10 Б1 должен соответствовать высоте 100 миллиметров, ширине полки в 55 миллиметров, толщине стенки в 4,1 миллиметра, толщине полки 5,7 миллиметра и весу 8,1 килограмма.
- Двутавр 12 Б1 должен соответствовать высоте 117,6 миллиметра, ширине полки 64 миллиметра, толщине стенки 3,8 миллиметра, толщине полки 5,1 миллиметра и весу в 10,4 килограмма.
- Двутавр 12 Б2 похож по некоторым характеристикам с двутавром 12 Б1. Он должен соответствовать высоте 120 миллиметров, ширине полки 64 миллиметра, толщине стенки 4,4 миллиметра, толщине полки 6,3 миллиметра и весу в 10,4 килограмма.
Двутавры Б – нормальные, так же достаточно популярны в гражданском и промышленном строительстве. Нормальные двутавры, изготавливаемые по данным стандартам, в основном используются для изготовления и монтажа каких-либо металлоконструкций. Другие модели подобных двутавров используются при возведении многоэтажных сооружений, например, домов или офисов, а также как несущие перекрытия.
Сортамент двутавров по ГОСТ 19425-74:
В основном по ГОСТ 19425-74 производятся двутавры особого назначения, которые являются разновидностью горячекатаного сортового проката, как и ГОСТ 8239-89, но они сильно отличаются друг от друга. В данном ГОСТе существует несколько обозначений для двутавров. Такие как «С» — специальные и «М» — мостовые. Они имеют разное назначение, причём достаточно нестандартное, по сравнению с другими двутаврами, изготавливаемыми по другим ГОСТам. По данному государственному стандарту установлены особые два класса точности. Запомнить их не сложно. Они обозначаются буквами «А» и «В». Первый — «А» обозначающий высокую точность, а второй — «В» означающий обычную точность. Размеры двутавров, производимых по данному стандарту варьируется от 180 до 450 миллиметров в высоту, от 90 до 150 миллиметров в ширине полок, а максимальный угол наклона установлен единственный и составляет он 12%.
- Двутавр 14С должен иметь высоту 140 миллиметров, ширину полки 80 миллиметров, толщину стенки 5,5 миллиметра, толщину стенки 9,1 миллиметра и вес 16,9 килограмм.
- Двутавр 20C должен соответствовать высоте в 200 миллиметров, ширине полки 100 миллиметров, толщине стенки 7,0 миллиметра, толщине полки 11,4 миллиметра и весу 27,9 килограмм.
- Двутавр 18М должен соответствовать высоте в 180 миллиметров, ширине полки 90 миллиметров, как и двутавр 20С толщине стенки 7,0 миллиметра, толщине полки 12 миллиметров и весу 25,8 килограмм.
Двутавры «С» и «М», указанные в отрывке из сортамента, предназначены имеют абсолютно разное назначение. Двутавры первого типа (С) предназначены для армирования шахтных стволов. Второго типа (М), проще говоря монорельсовые двутавры имеют усиленные стенки и полки. Их используют в качестве элементов ездового пути, а иногда как перекрытия и опорные стойки, но только если необходима высокая прочность, в других случаях они используются по первому своему назначению
Определившись с сортаментом вы можете купить двутавр здесь
Виды двутавров
Современная промышленность представляет огромное многообразие двутавров. В зависимости от формы сечения их подразделяют на следующие категории:
- Горячекатаный стальной двутавр ГОСТ 8239-89. Представляет собой Н-образный профиль, полки которого образует со стенкой угол 8-12 градусов. Наиболее часто употребляется как опорная кран-балка для тельферных линий.
- Двутавры нормальные. Их сортамент полностью представлен в таблице ГОСТа 26020-83. От предыдущего типа профиля его отличает параллельность граней полок между собой. Это упрощает процесс изготовления с одной стороны, а с другой, хотя и незначительно, снижает сопротивляемость деформации профилем. В конструкторской документации его принято обозначать буквой «Б».
- Двутавр широкополочный ГОСТ 26020-83. Ширина полок в данном профиле увеличена почти в 1,5 раза по сравнению с вышепредставленными видами двутаврого сортамента. Такое увеличение формы сечения положительно сказывается на прочности, жесткости и долговечности балки. В среднем она способна выдержать на 40% большей нагрузки по сравнению с нормальным двутавром. Маркируется буквой «Ш».
- Колонные двутавры отличаются еще большей шириной полок. Толщина стенки также увеличена. Точные размеры двутавра приведены в ГОСТ 26020-83. Такая модификация позволяет повысить значение прочности почти на 100%. Употребляется в особо ответственных конструкциях. Обозначается буквой «К».
Помимо формы сечения сортамент прокатного профиля включает в себя различную номенклатуру материалов, из которых изготавливают двутавровые балки. Наиболее применяемыми из них являются:
- Углеродистые стали обыкновенного качества. Механические свойства и химический состав соответствуют ГОСТ 380-2005. По степени раскисления подразделяются на спокойные, кипящие и полуспокойные. Восемьдесят процентов рынка представлены именно этими сталями в силу их оптимального соотношения цены, технологических и прочностных характеристик.
- Строительные стали ГОСТ 27772-88. Отличаются более высокими требованиями по отношению к содержанию вредных примесей. Основной сортамент данных сталей представлен такими марками как С235, С245 и С255.
- Низколегированные прокатные стали. Полный список механических характеристик размещен в основной таблице ГОСТа 19281-89. Данные стальные сплавы дополнительно легированы марганцем, кремнием и алюминием, что делает их более устойчивыми по отношению к динамическим нагрузкам.
- Стали для мостостроения ГОСТ 4784-97. Еще более прочный сплав. Обладает повышенным сопротивлением к воздействию циклических нагрузок. Применяется в особо ответственных конструкциях.
- Алюминиевые сплавы ГОСТ 4784-97. Сюда входят различные их марки: Амг5, Д16 и прочие. Применяются в тех случаях, когда приоритетом для конструкции является легкость. Также сортамент двутавров из данного материала отличается более высокими эстетическими и коррозионностойкими свойствами.
Параметры
Как уже было указано ранее, на значение жесткости двутавра наибольшее влияние оказывает размер и форма сечения, которые характеризуются такими параметрами как:
- Высота и толщина стенки;
- Ширина и толщина полки;
- Момент сопротивления и момент инерции – величины, которые показывают сопротивляемость геометрии формы к деформации. Их значение можно найти в таблице справочника по весам материалов или другой технической литературе;
- Радиус скругления.
Величина данных параметров подбирается исходя из следующих технических условий:
- Расстояние между опорными концами;
- Тип нагрузки;
- Усилие на балку сконцентрировано в одной точке или распределено по ее поверхности;
- Значение нагрузки;
- Тип материала, из которого изготовлена балка.







Область применения
Главной отраслью потребления двутавра до сих пор остается строительство. В основном его применяют в качестве пролетных балок в промышленных и гражданских помещениях. Двутавр является важной частью арочных перекрытий, мостовых и козловых кранов.
Также балка активно используется при строении мостов и в производстве некоторой специальной техники: экскаваторы, землекопы и прочие. В автомобилестроении двутавры применяются как элемент каркасов большегрузных машин – грузовиков. А также они служат опорной частью железнодорожных вагонов.
Примеры способов стыковки двутавров
А.1 Примеры стыковки двутавров типа К или Ш одной размерной группы показаны на рисунке А.1

Рисунок А.1 — Примеры стыковки двутавров типа К или Ш одной размерной группы
А.2 Стыковка представленными способами допускается как для сжатых, так и для растянутых элементов (колонн, элементов ферм и пространственных конструкций, балок) и обеспечивает рациональное проектирование стыков при перемене сечения элементов конструкций по длине.
А.3 Сварной стык (вариант 1) допускается дополнять накладками по полкам и стенке на сварке.
А.4 При стыковке растянутых и изогнутых элементов, а также сжатых элементов при передаче усилий через болты и накладки для варианта 2 фрезерование торцов допускается не выполнять.
Приложение Б
(обязательное)
5 Условия заказа
При оформлении заказа на поставку двутавров заказчик должен предоставить изготовителю следующие данные:
— объем поставки;
— наименование профиля по настоящему стандарту;
— заказываемую длину и вид длины;
— класс прочности или наименование стали с указанием номера стандарта (при необходимости также марку стали при заказе по ГОСТ 19281 или по ГОСТ 535);
— нормируемые характеристики (категория поставки) механических свойств при испытании на ударный изгиб (при отсутствии требований в заказе изготовитель испытание не проводит);
— состояние поставки;
— дополнительные требования (при необходимости). Дополнительные требования согласовывают между изготовителем и заказчиком перед приемкой заказа.
11 Требования безопасности и охраны окружающей среды
Двутавры пожаро- и взрывобезопасны, нетоксичны и не требуют специальных мер при транспортировании, хранении и переработке.
Приложение А
(справочное)
8 Правила приемки
8.1 Правила приемки двутавров — по ГОСТ 7566 с дополнениями, перечисленными ниже.
8.2 Двутавры принимают партиями. Партия должна состоять из двутавров одного номера профиля, одного класса прочности (наименования стали), одной плавки стали, одного состояния поставки, одной категории (при поставке по стандартам с категориями).
Допускается включать в партию двутавры разной мерной длины.
8.3 Каждую партию сопровождают документом о качестве, оформленным в соответствии с ГОСТ 7566 и содержащим:
— наименование и (или) товарный знак изготовителя;
— наименование заказчика;
— номер заказа;
— наименование продукции (наименование профиля по настоящему стандарту);
— дату оформления документа о качестве;
— номер вагона или транспортного средства;
— класс прочности и категорию (в зависимости от условий испытания на ударный изгиб) согласно данному стандарту или класс прочности, марку стали, категорию при заказе по ГОСТ 27772, ГОСТ 19281, ГОСТ 535;
— состояние поставки;
— массовые доли всех нормируемых химических элементов;
— гарантию свариваемости (ГС) и (или) величину углеродного эквивалента;
— номер плавки;
— результаты контроля механических свойств при испытаниях на растяжение, ударный изгиб, изгиб, растяжение в направлении толщины полки; при проведении прямых испытаний на партии (плавке) в документе о качестве указывают результаты испытаний; при использовании статистических методов оценки — расчетные значения для данной партии;
— обозначение настоящего стандарта;
— штамп, свидетельствующий о проведении технического контроля и приемке продукции согласно требованиям настоящего стандарта.
8.4 Для проверки качества от партии отбирают:
— для определения химического состава стали — пробы по ГОСТ 7565, ГОСТ Р ИСО 14284;
— для контроля формы и размеров, длины, качества поверхности — 10 % от объема партии, но не менее пяти двутавров;
— для испытания на растяжение, ударный изгиб и изгиб — два двутавра;
— для испытания на растяжение в направлении толщины — два двутавра. Место отбора проб — 2/3 ширины полки с любого конца профиля.
8.4.1 Если партия двутавров в соответствии с заказом состоит из одного двутавра, то он является контрольным.
8.5 Исключен с 1 августа 2020 г. — Изменение N 1