Заточка токарных резцов по металлу — углы, станки, видео, своими руками. Как заточить отрезной резец на токарный станок
Конструкция токарных резцов
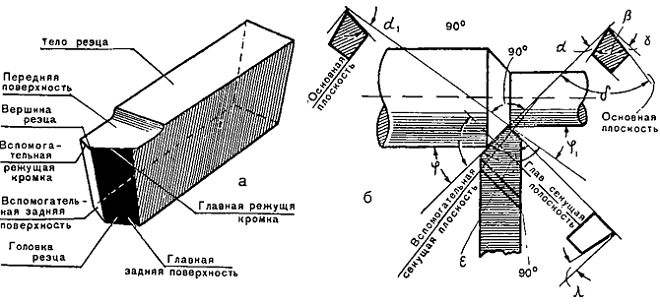
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Это интересно: Заточка фрез — технологии, особенности, безопасность
Что нужно знать о резцах по металлу для их правильной заточки
Невозможно правильно заточить резец по металлу, если не знать конструктивные особенности этих инструментов.
Конструкция токарных резцов по металлу
Резец по металлу состоит из державки и рабочей части. Первая служит для надежной фиксации инструмента. Вторая участвует в процессе резания и постепенно изнашивается. Именно она подлежит заточке.
Рабочая часть резца по металлу имеет переднюю и задние поверхности. По первой происходит отвод стружки. Задние поверхности обращены к заготовке. Они могут быть основными и вспомогательными.
![konstrukcia_tokarnogo_rezca[1].png](/images/upload/medialibrary/f6c/konstrukcia_tokarnogo_rezca_1_.png "konstrukcia_tokarnogo_rezca[1].png")
Изображение № 1: конструкция токарного резца по металлу
Поверхности образуют режущие кромки. Главная формируется пересечением передней и основной задней плоскостей. Вспомогательная кромка образуется в месте пересечения передней и вспомогательной задней поверхностей.
Углы резцов по металлу и их влияние на процесс резания
В результате заточки резцов по металлу важно получить инструмент с правильной геометрией.
![geometry_rezca[1].jpg](/images/upload/medialibrary/e02/geometry_rezca_1_.jpg "geometry_rezca[1].jpg")
Изображение № 2: геометрия и основные углы резца по металлу
Геометрию определяют углами, которые классифицируют на три группы.
Главные углы
Это главные передний и задний углы, а также углы заострения и резания.
- Главный передний угол (γ). Его образуют плоскость, перпендикулярная к плоскости резания, и касательная к передней поверхности резца. Значение может быть положительным, отрицательным или равным нулю.
- Угол заострения (β) — между вспомогательной и главной режущими кромками. Измеряется в главной секущей плоскости.
- Угол резания (δ) образуют плоскость резания и передняя поверхность инструмента.
- Главный задний угол (α) находится между плоскостью резания и главной задней поверхностью. Измеряется в главной секущей плоскости.
Расскажем о влиянии главных углов на процесс резания.
Наибольшее значение при металлообработке имеет величина главного переднего угла оснастки. Благодаря резцам по металлу, у которых крупные передние углы, облегчается врезание инструментов в заготовки. Кроме того, снижается степень деформации удаляемых слоев материала, облегчается сход стружки, уменьшаются расход мощности и сила резания.
При увеличении главного переднего угла уменьшается угол заострения. Это ослабляет режущий клин инструмента и понижает его прочность. Резцы быстрее изнашиваются из-за ускоренного крошения режущих кромок и затрудненного отвода тепла. Поэтому при изготовлении и заточке резцов по металлу передние углы делают разными.
При обработке хрупких металлов и твердых сплавов прочность инструментов особо важна. В этом случае передним углам дают уменьшенные и даже отрицательные значения. При обработке мягких металлов используют резцы с большими передними углами.
Также на геометрию влияют материалы, из которых изготовлены инструменты. При заточке твердосплавных и металлокерамических резцов передние углы делают уменьшенными. У моделей из инструментальных сталей передние углы больше.
Главный задний угол служит для уменьшения трения между поверхностью резания и задней поверхностью резца по металлу. При небольших значениях снижается скорость износа по задней поверхности. С увеличением главного заднего угла прочность инструмента уменьшается.
Вспомогательные углы
Вспомогательные передний и задний углы измеряют во вспомогательной секущей плоскости.
- Вспомогательный передний угол (γ1). Формируется при изготовлении резца. Не оказывает влияния на процесс резания.
- Вспомогательный задний угол (α1). Расположен между плоскостью, проходящей перпендикулярно основной плоскости через вспомогательную режущую кромку. Служит для уменьшения трения между обрабатываемой заготовкой и задней поверхностью резца.
Углы в плане и угол наклона главной режущей кромки
Углы в плане измеряют в основной плоскости.
- Главный угол в плане (φ).
Находится между направлением продольной подачи и проекцией главной режущей кромки на основную плоскость.
От величины главного угла в плане зависят прочность инструмента, сила обработки и чистота получаемой поверхности. При малом значении увеличивается ширина и уменьшается толщина срезаемого слоя. Заточенный таким образом резец подвергается небольшим термодинамическим нагрузкам. Повышается износостойкость.
При уменьшении главного угла в плане снижается качество обработки из-за вибраций. Инструмент быстрее изнашивается. Обычно угол φ = 45°. Такое значение подходит для резания большинства материалов. При работе с недостаточно жесткими деталями используют инструменты с большими главными углами в плане (60, 75 и 90°).
- Вспомогательный угол в плане (φ1).
Этот угол формируют направление продольной подачи и проекция вспомогательной режущей кромки на основную плоскость.
Величина вспомогательного угла в плане влияет на силу трения между вспомогательной задней поверхностью и обрабатываемой заготовкой. При уменьшении значения возрастает прочность инструмента.
- Угол при вершине в плане (ξ).
Он расположен между проекциями вспомогательной и главной режущих кромок на основную плоскость.
Угол наклона главной режущей кромки (λ). Измеряют в плоскости, которая проходит через главную режущую кромку перпендикулярно основной плоскости. Величина этого угла определяет направление схода стружки.
Когда необходимо затачивать токарные резцы по металлу
О необходимости заточки резцов по металлу судят по степени износа. Существует таблица допустимых величин.
![predelnye_prichiny_iznosa[1].jpg](/images/upload/medialibrary/568/predelnye_prichiny_iznosa_1_.jpg "predelnye_prichiny_iznosa[1].jpg")
Изображение № 3: таблица с допустимыми величинами износа токарных резцов по металлу
При превышении указанных параметров проводят заточку, доводку и шлифовку инструмента.
2. Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени. Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
- Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π ✖ 0,050 ✖ 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно). Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.
Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:

- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
Читайте также: Технические характеристики настольного токарного станка 1д601
Заточка происходит по упрощенному алгоритму. От мастера потребуется выровнять поврежденный от использования торец. Для этого потребуется взять аккуратную заточку и обработать ей торец, при этом избегая пересыщения на области. Ручка ставится в последнюю очередь. В токарном станке обязательно устанавливается 2-3 прямых плоских вариации — это улучшит показатели производительности. Обязательно проводите заточку каждого образца.
Косые прямые
Функционал косых прямых интуитивно понятен по аналогии с плоскими прямыми. Заточка происходит в двух сторон резца, при этом инструкция выглядит упрощенно. Потребуется:
- выбрать требуемые параметры ширины (от 4 до 40 миллиметров, но может варьироваться);
- выбрать оптимальную толщину — удобную для работы инструментария и его эффективности;
- срезать один угол, при этом добиться соотношения от 70 до 75 градусов;
- провести качественную заточку под углом в 25 градусов.
Важно периодически проверять расположение кромки. Необходимо, чтоб резец лежат ровно с обеих поверхностей, кромка не имела изъянов. Если не следовать этому правилу, то вы обнаружите в конечном итоге неудовлетворительного качества резец.

Отрезные
Отрезные представляют собой модели, предназначенные для образования углового резца. Заточка ведется только в одной стороны, но это не значит, что специалист сэкономит 50 процентов времени на обработке. При помощи обрезного резца делаются разного рода заготовки и проводится черновая отделка изделий по дереву или металлу. Пошаговый алгоритм исполнения:
- вырезка угла торца под углом до 45 градусов — не более;
- проведение заточки от 30 до 40 градусов (не больше, так как будет неудобно использовать инструмент и не меньше, так как он будет неэффективным).
На выбор характеристик длины нет параметров. Специалист подбирает востребованный в своем профиле работ вариант.
Полукруглые плоские
При помощи данного вида резца делают выемки полукругом. Но также они понадобятся для обеспечения обработки поле проведения черновой. Сфера применения широкая, хотя в начале использования кажется обратное. Процесс заточки происходит следующим образом:
- обточка элемента при помощи необходимых материалов, например наждачной бумаги;
- примерка торца — он должен соответствовать форме;
- проведение заточки кромки от 20 до 45 градусов.

Обратите внимание на то, что потребуется несколько вариантов полукруглых плоских деталей для тех, кто собирается активно делать форменные выемки и декоративные вариации.
Желобчатые
Желобчатые имеют ряд особенностей, выделяющих их из общей массы. В первую очередь, эти элементы в виде желоба, при этом ширина различная, но не превышает 3 сантиметров. Используются не только для создания формы вогнутого типа, где применяется дерево, но и для обработки древесины (черновое).
Желобчатые резцы довольно трудно изготовить самостоятельно в домашних условиях. Но если нет возможности купить нужную конфигурацию в магазине, то изготавливают сами. Потребуется оставить изношенный каркас — он выступит заготовкой и образцом. После этого:
- обработать торец до 10 сантиметров, чтоб получился полукруг (остальную часть убрать при помощи обрезки);
- проделать углубление — необходим специальный инструмент;
- заточить нижнюю часть, которая находится на выпуклой поверхности (до 40 градусов).
Изготовить первые варианты может сотрудник без опыта работы — не потребуется специфических знаний и навыков. А вот производство желоба потребует умения и даже мастерства.
Угол заточки не принципиально важен. Если он будет колебаться на 5-7 градусов, то это незначительно повлияет на эффективность работы.

Подробные схемы и инструкции по заточке




Оценка статьи: (голосов: 2, средняя оценка: 3,00 из 5)
Загрузка…Поделиться с друзьями:Похожие публикации

Как сделать самодельный плоскошлифовальный станок по металлу и дереву
Обзор конструкции ручного станка по изготовлению сетки рабицы
Станок для вальцовки листового металла и труб



Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента. В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
Читайте также: Материалы, используемые в кабельной промышленности (алюминий)
- рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние. Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
- стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
- автомобильных рессор. Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.
После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
Сформировать твердую поверхность можно посредством медленного типа закалки, т. е. вместо остуживания в машинном масле, поверхность инструмента должна остыть на открытом воздухе естественным путем.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.

Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Стандартная схема процесса затачивания
В первую очередь обработке подлежит основная задняя грань, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается вершина приспособления (радиус закругления). Затачиваемый резец следует постоянно передвигать на поверхности круга для шлифовки и слегка прижимать к образиву.
Обязательная составляющая процесса — это доводка резца, а точнее режущих граней (участков возле кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачивают при помощи оселков из меди, которые смазываются специальным составом в виде пасты или же смесью керосина и карбида бора.
Остальные виды резцов затачивают оселком с низким видом абразивности, смоченным машинным маслом или керосином.
Техника безопасности
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Поделиться в социальных сетях
Предыдущая запись Конструкция и принцип работы токарных станков по металлу с ЧПУ: технические характеристики Следующая запись Особенности и принцип работы, виды токарно-револьверного станка Ещё записи из рубрики «По металлу»

13.09.2019 ·
0 Универсальный токарно-винторезный станок по металлу ТВ-320: описание, технические характеристики, схемы
ТВ-320 токарный станок универсального назначения. На нем можно одновременно выполнять несколько операций,…

28.08.2019 ·
0 Описание основных узлов, технические характеристики настольного токарного станка Р-105
Если вам необходимо обработать металл, дерево или пластмассу, то одним из оптимальных вариантов является…

18.09.2019 ·
0 Токарно-винторезный станок 16У04П повышенной точности отлично подходит для работы в ремонтных мастерских и гараже
Прецизионный токарно-винторезный станок был разработан и выпускался для обучения молодых токарей в школах…

25.09.2019 ·
0 Подробное описание и область применения токарно-винторезного станка 1Е61М
Особенность токарного станка 1Е61М в его повышенной точности. Агрегат подходит для чистовых и получистовых…

03.10.2019 ·
0 Маленький с большими возможностями токарный станок ТН-1М, настольная модель для обучения и оснащения ремонтных мастерских
В ремонтной мастерской и гараже наличие маленького настольного металлорежущего оборудования решает массу…
Оставить комментарий Отменить ответ
Ваш адрес email не будет опубликован.Обязательные поля помечены *
Комментарий * <текстареа id="comment" name="comment" cols="45" rows="8" maxlength="65525" required="required">
Имя
Δ<текстареа name="ak_hp_текстареа" cols="45" rows="8" maxlength="100">
Отправляя сообщение, Вы разрешаете сбор и обработку персональных данных.
Политика конфиденциальности.
Что еще почитать:
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.

Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.

Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
Классификация токарных резцов по металлу
Как сила резания зависит от угла затачивания?
Наибольшее влияние оказывает передний угол. Сила резания изменяется в большую сторону, если увеличивается число градусов показателя. Но не стоит думать, что увеличивая максимальный угол удастся достигнуть наибольшей эффектности. Все получается наоборот — увеличивая угол уменьшается надежность.
Достигаются оптимальные показатели величины угла заточки. Она не должна быть увеличенной или уменьшенной. Только в таком случае достигаются высокие показатели эффективности без снижения надежности.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.

Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.

Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.

Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;
Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Алмазные абразивы для заточки
При заточке резцов с твердосплавной режущей кромкой должны использоваться алмазные круги для заточки резцов токарных. Твердосплавные коронки применяются в скоростных высокопроизводительных станках. Мелкая алмазная крошка из которой состоят круги для заточки резцов может обрабатывать такие твердые сплавы как победит и синтетические как эльбор, также резцы из обычной инструментальной стали можно обрабатывать на алмазных кругах. По форме обрабатывающего материала различают круги, диски и чашки.
Алмазная чашка используется для заточки, шлифовки и других видов обработки слесарного инструмента:
- Дисковых пил;
- Фрез;
- Резцов;
- Сверл.
Использование алмазных чашек позволяет сократить время технологической операции по сравнению с обработкой с использованием другого абразивного материала, например, корунда. Любая чашка имеет маркировку, соответствующую ее размерам, материалу абразива, твердости и рабочей скорости вращения. Например, чашка с обозначением 12A2-45 /150*20*3*32 может использоваться для заточки токарных резцов с твердосплавной режущей частью. Алмазный диск в основном используется в углошлифовальных машинах для резки различных материалов: стекла, керамики, бетона, мрамора и др. Для затачивания токарных резцов он обычно не используется. В маркировке алмазного круга, чаши или диска присутствует литера «А», эльборовые круги обозначаются через литеру «Л».
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
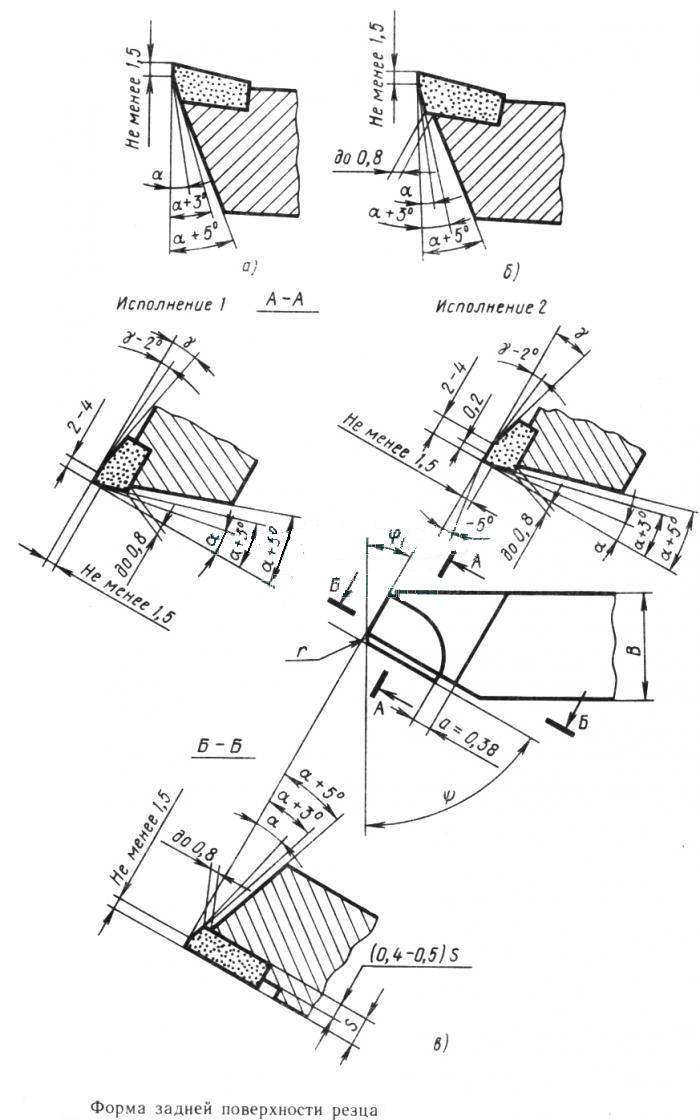
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
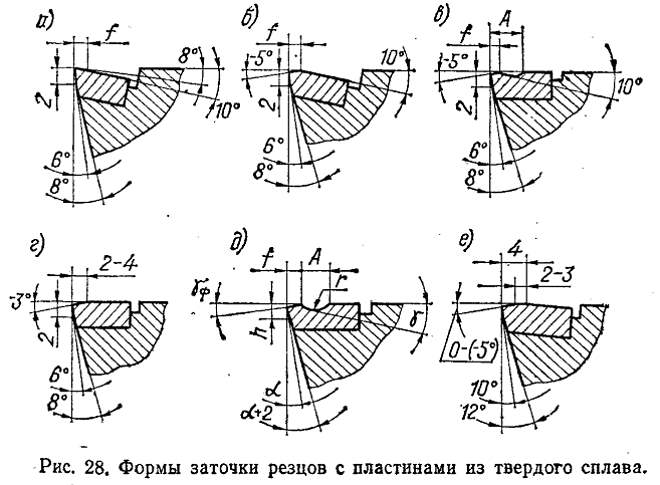
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
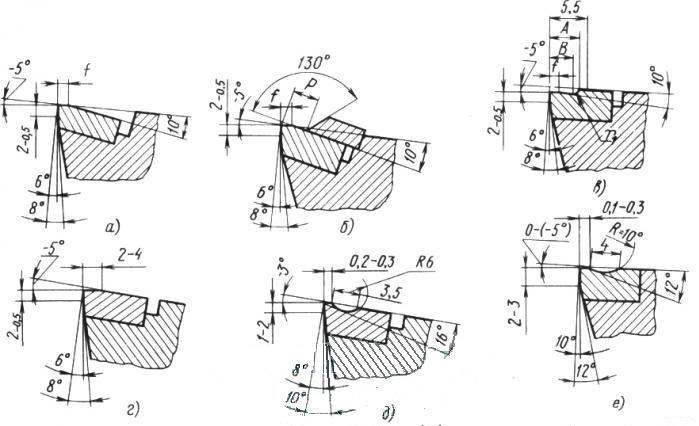
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
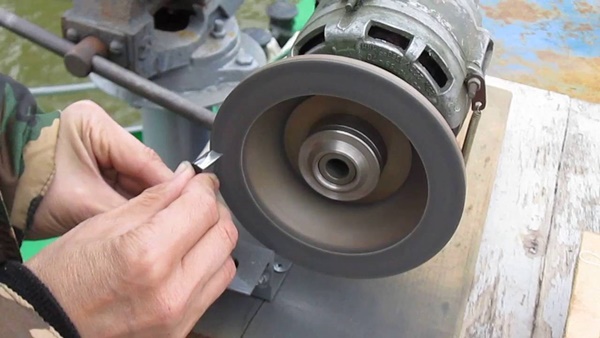
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.