Шероховатость поверхности ra и rz: параметры, таблица. Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости
Что такое шероховатость
Любые типы поверхностей, какие бы они не были ровными на первый взгляд, имеют в своей структуре череду подъемов и впадин. На вид это близко к форме горных массивов. Высоту этих «гор» и характеризует шероховатость.
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Параметры для количественной оценки шероховатости
Три ключевых параметра используются для описания шероховатости конкретной поверхности, они позволяют описать высоту, профиль и максимальное отклонение, по которым можно представить тип поверхности в целом и ее назначение.
- Ra — самым первым идет обозначение профиля с указанием возможного отклонения, измеряется в микрометрах;
- Rz- определяет высоту неровностей по десяти основным точкам, измеряется в микрометрах;
- Rmax- показывает максимально допустимое значение по высоте, измеряется в микрометрах.
Таблица ключевых параметров шероховатости составлена для различных поверхностей и приведена в ГОСТ 2789-73.
Самым универсальным показателем из всех трех является Ra, поскольку он дает наиболее полное представление о профиле. Но бывают ситуации, при которых значение приобретают и другие параметры, к примеру если Ra трудно измерить с помощью приборов.
Рассмотрим несколько примеров значений параметров для поверхностей после механической обработки. После чистового обтачивания Ra составляет 2,5 -,1 25 мкм, а после тонкого обтачивания 1,25-0,63 мкм.
Также в шероховатости важно понятие допуска, так как большинство геометрических отклонений детали, должно укладываться в пределы поля допуска.
2. Назначение параметров шероховатости
Параметры шероховатости поверхностей назначают исходя из применения и конструктивных особенностей деталей машин. В большинстве случаев основными параметрами являются высотные, из которых наиболее информативным является параметр Ra. Этот параметр определен как предпочтительный. Параметр Rz применяется, когда прямой контроль параметра Ra по техническим причинам не представляется возможным.
Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей связаны с фактической площадью контакта, выражаемой через параметр tp. Эксплуатационные свойства поверхности и назначаемые параметры шероховатости приведены в табл. 2.
Таблица 2 – Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
| Эксплуатационное
свойство поверхности |
Параметры шероховатости и характеристики,
определяющие эксплуатационное свойство |
| Износоустойчивость при всех видах трения | Ra (Rz), tp, направление неровностей |
| Виброустойчивость | Ra (Rz), Sm, S, направление неровностей |
| Контактная жесткость | Ra (Rz), tp |
| Прочность соединения | Ra (Rz) |
| Прочность конструкции при циклических нагрузках | Rmax, Sm, S, направление неровностей |
| Герметичность соединений | Ra (Rz), Rmax, tp |
| Сопротивление в волноводах | Ra, Sm, S |
Числовые значения параметров шероховатости и базовых длин при нормировании выбираются по табл. 3.
Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы приведены в табл. 4. Этой таблицей можно пользоваться при назначении норм шероховатости, если по условиям сборки или работы изделий шероховатость поверхности не требуется ограничить более жесткими требованиями.
Таблица 3 – Числовые значения параметров шероховатости и базовой длины (ГОСТ 2789-73)
| Высотные параметры, мкм | |||||||
| Ra | |||||||
| 1000 | 320 | 50* | 8,0 | 2,5 | 0,40* | 0,063 | 0,010 |
| 800 | 250 | 40 | 6,3* | 1,00 | 0,32 | 0,050* | 0,008 |
| 630 | 100* | 32 | 5,0 | 0,80* | 0,25 | 0,040 | — |
| 500 | 80 | 25* | 4,0 | 0,63 | 0,100* | 0,032 | — |
| 400* | 63 | 10,0 | 3,2* | 0,5 | 0,080 | 0,025* | — |
| Rz | |||||||
| 1600 | 320 | 63 | 0 | 3,2* | 0,63 | 0,125 | 0,025 |
| 1250 | 250 | 50* | 12,5 | 2,5 | 0,5 | 0,100* | — |
| 1000 | 200* | 40 | 10,0 | 2,0 | 0,40* | 0,080 | — |
| 800 | 160 | 32 | 8,0 | 1,60 | 0,32 | 0,063 | — |
| 630 | 125 | 25.0* | 6,3* | 1,25 | 0,25 | 0,050 | — |
| 500 | 100* | 20,0 | 5,0 | 1,00 | 0,20* | 0,040 | — |
| 400* | 80 | 16, | 4,0 | 0,8 | 0,160 | 0,032 | — |
| Шаговые параметры, мм | |||||||
| Шаговые параметры Sm и S | |||||||
| 12,5 | 4,0 | 1,25 | 0,40 | 0,125 | 0,040 | 0,0125 | 0,004 |
| 10,0 | 3,2 | 1,00 | 0,32 | 0,100 | 0,032 | 0,010 | 0,0025 |
| 8,0 | 2,5 | 0,80 | 0,25 | 0,080 | 0,025 | 0,008 | 0,002 |
| 6,3 | 2,0 | 0,63 | 0,20 | 0,063 | 0,020 | 0,006 | |
| 5,0 | 1,6 | 0,50 | 0,16 | 0,050 | 0,016 | 0,005 | |
| Относительная опорная длина профиля tp | |||||||
| Уровень сечения р, % от Rmax | |||||||
| Базовая длина l, мм | |||||||
| 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 | |||||||
| Примечание. Предпочтительные значения параметров обозначены звездочкой. |
Таблица 4 – Минимальные требования к шероховатости поверхности в зависимости от допусков размеров и формы, Ra, мкм
| Допуск размера
по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
Допуск
размера по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
||||||
| До 18 | Св. 18
до 50 |
Св. 50
до 120 |
Св.120
до 500 |
До18 | Св. 18 до 50 |
Св. 50
до 120 |
Св. 120
до 500 |
||||
| Ra, мкм | Ra, мкм | ||||||||||
| IT3 | 100
60 40 |
0,2
0,1 0,05 |
0,4
0,2 0,1 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
IT9 | 100 и
60 40 25 |
3,2
1,6 0,8 |
3,2
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT4 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
IT10 | 100 и
60 40 25 |
3,2
1,6 0,8 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT5 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
IT11 | 100 и
60 40 25 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
12,5
6,3 3,2 |
12,5
6,3 3,2 |
| IT6 | 100
60 40 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
IT12
и IT13 |
100 и
60 40 |
12,5
6,3 |
12,5
6,3 |
25
12,5 |
25
12,5 |
| IT7 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT14
и IT15 |
100 и
60 40 |
12,5
12,5 |
25
12,5 |
50
25 |
50
25 |
| IT8 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT16
и IT17 |
100 и
60 40 |
25
25 |
50
25 |
100
50 |
100
50 |
| Примечание: если основной допуск формы меньше значения указанного в таблице, то значение Ra следует назначить не более 0,15ф, ф – допуск формы. |
Если сопряжение и метод обработки не позволяют определить требования к шероховатости поверхности, нормирование шероховатости следует проводить по другим критериям, ориентируясь на данные передовых отраслей промышленности (табл. 5).
Параметр Rz нормируется в тех случаях, когда по функциональным или техническим требованиям необходимо ограничить полную высоту неровностей профиля или шероховатость рыхлого поверхностного слоя (поковки, отливки). В табл. 6 приведены примеры назначения параметра Rz.
Таблица 5 – Примеры нормирования шероховатости поверхности деталей
| Характеристика поверхности | Значение параметра Ra, мкм, не более | |||||||||
| Посадочные поверхности сменных деталей | Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 500 | |||||||||
| 5 | Вал
Отверстие |
0,2
0,4 |
0,4
0,8 |
|||||||
| 6 | Вал
Отверстие |
0,4
0,4-0,8 |
0,8
0,8-1,6 |
|||||||
| 7 | Вал
Отверстие |
0,4-0,8
0,8 |
0,8-1,6
1,6 |
|||||||
| 8 | Вал Отверстие | 0,8
0,8-1,6 |
1,6
1,6-3,2 |
|||||||
| Поверхности деталей в посадках с натягом:
а) собираемые под прессом |
Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 120 | Св. 120
до 500 |
||||||||
| 5 | Вал
Отверстие |
0,1-0,2
0,2-0,4 |
0,4
0,8 |
0,4
0,8 |
||||||
| 6-7 | Вал
Отверстие |
0,4
0,8 |
0,8
1,6 |
1,6
1,6 |
||||||
| 8 | Вал
Отверстие |
0,8
1,6 |
0,8-1,6
1,6-3,2 |
1,6-3,2
1,6-3,2 |
||||||
| б) собираемые способом термических деформаций | Вал Отверстие | 1,6
1,6-3,2 |
||||||||
| Поверхности деталей при селективной сборке | Поверхность | Допуск сортировочной группы, мкм | ||||||||
| <2,5 | 2,5 | 5 | 10 | 20 | ||||||
| Вал Отверстие | 0,05
0,1 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
|||||
| Поверхности деталей для посадок с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||
| 2,5 | 4 | 6 | 10 | 16 | 25 | |||||
| Вал
Отверстие |
0,05
0,1 |
0,1
0,2 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
||||
| Посадочные поверхности подшипников скольжения | Поверхность | Квалитеты | Жидкостный режим трения | |||||||
| 6-9 | 10-12 | |||||||||
| Вал
Отверстие |
0,4-0,8
0,8-1,6 |
0,8-3,2
1,6-3,2 |
0,1-0,4
0,2-0,8 |
|||||||
| Поверхности валов под уплотнение | Уплотнение | Скорость м/с. | ||||||||
| До 3 | 5 | Св. 5 | ||||||||
| Резиновое | 0,8-1,6; полировать | 0,4-0,8; полировать | 0,2-0,4;
полировать |
|||||||
| Войлочное | 0,8-1,6 полировать | — | ||||||||
| Лабиринтное | 3,2-6,3 | — | ||||||||
| Жировые канавки | 3,2-6,3 | — | ||||||||
| Поверхности направляющих
скольжения |
Скорость, м/с | Допуск плоскостности, мкм (на 100мм) | ||||||||
| До 6 | 10 | 25 | 60 | Св.
60 |
||||||
| До 0,5
Св. 0,5 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
3,2
1,6 |
|||||
| качения | До 0,5
Св. 0,5 |
0,1
0,05 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
||||
| Поверхности торцовых опор (пят и подпятников) | Скорость, м/с | Допуск торцового биения, мкм | ||||||||
| До 6 | 16 | 25 | Св.
25 |
|||||||
| До 0,5
Св. 0,5 |
0,1
0,1 |
0,4
0,2 |
0,8-1,6
0,8 |
3,2
1,6 |
||||||
| Поверхности разъёма корпусов (редукторов, подшипников и т.п.) | Соединение | С прокладкой | Без прокладки | |||||||
| Герметичное
Негерметичное |
3,2-6,3
6,3-12,5 |
0,8-1,6
6,3-12,5 |
||||||||
| Поверхности кронштейнов, втулок, поводков, колец, ступиц, крышек и аналогичных деталей прилегающих к другим поверхностям, но не являющимися посадочными | 3,2-6,3 | |||||||||
| Рабочие поверхности кулачков и копиров | Сопряжение | Допуск формы профиля, мкм | ||||||||
| До 6 | 30 | 50 | Св. 50 | |||||||
| С ножами или сухарями | 0,4 | 0,8 | 1,6 | 3,2 | ||||||
| С роликами | 0,8 | 1,6 | 32 | 6,3 | ||||||
| Рабочие поверхности шкивов плоско- и клиноременных передач | Диаметр шкива, мм | |||||||||
| До 120 | Св. 120 до
315 |
Св. 315 | ||||||||
| 1,6 | 3,2 | 6,3 | ||||||||
| Рабочие поверхности катков фрикционных передач | В зависимости от габарита и условий работы | |||||||||
| 0,2-0,8 | ||||||||||
| Рабочие поверхности фрикционов | Колодки,
муфты, диски |
Колодки | Муфты | Диски | ||||||
| 1,6-3,2 | 0,8-1,6 | 0,1-0,8 | ||||||||
| Тормозные барабаны | Диаметр барабана, мм | |||||||||
| До 500 | Св. 500 | |||||||||
| 0,8-1,6 | 1,6-3,2 | |||||||||
| Рабочие поверхности конических соединений | Соединения | |||||||||
| Герметичные | Центрирующие | Прочие | ||||||||
| 0,1-0,4 | 0,4-1,6 | 1,6-3,2 | ||||||||
| Соединения с призматическими и сегментными шпонками | Соединения | Поверхность | Шпонка | Паз вала | Паз втулки | |||||
| Неподвижное | Рабочая Нерабочая | 3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| С направляющей шпонкой | Рабочая Нерабочая | 1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| Зубчатые (шлицевые) соединения | Соединение | Впадина отверстия | Зуб вала | Центрирующая поверхность | Нецентрирующие поверхности | |||||
| Отверстие | Вал | Отверстие | Вал | |||||||
| Неподвижное | 1,6-3,2 | 1,6-3,2 | 0,8-1,6 | 0,4-1,6 | 3,2-6,3 | 1,6-6,3 | ||||
| Подвижное | 0,8-
1,6 |
0,4-0,8 | 0,8-1,6 | 3,2 | 1,6-3,2 | |||||
| Резьбовые соединения | Рабочие поверхности резьбы | Степень точности резьбы | ||||||||
| 7-9 | ||||||||||
| Крепежная резьба на болтах, винтах, гайках | 1,6 | 3,2 | 3,2-6,3 | |||||||
| Резьба на валах, штоках, втулках и на конусах | 0,8-1,6 | 1,6 | 32 | |||||||
| Резьбы ходовых и грузовых винтов | — | 0,4 | 0,8 | |||||||
| Резьбы гаек ходовых и грузовых винтов | — | 0,8 | 1,6 | |||||||
| Зубчатые и червячные передачи | Поверхности | Степень точности | ||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| Профили зубьев прямозубых, косозубых и шевронных цилиндрических и червячных колес | 0,1-
0,2 |
0,2-0,4 | 0,4 | 0,4-
0,8 |
1,6 | 3,2 | 6,3 | 6,3 | ||
| Профили зубьев конических колес | — | — | 0,2-
0,4 |
0,4-0,8 | 0,8-
1,6 |
1,6-
3,2 |
3,2-
6,3 |
6,3 | ||
| Профили витков червяков | 0,1 | 0,2 | 0,2 | 0,4 | 0,4-
0,8 |
0,8-
1,6 |
1,6-
3,2 |
— | — | |
| По поверхностям впадин | То же, что и для рабочих поверхностей, или ближайшее более грубое предпочтительное значение | |||||||||
| По диаметрам выступов | 3,2-12,5 | |||||||||
| Звездочки для приводных цепей | Поверхности | Точность исполнения | ||||||||
| Нормальная | Повышенная | |||||||||
| Рабочие | 3,2-6,3 | 1,6-3,2 | ||||||||
| Впадин | 6,3 | 3,2 | ||||||||
| Выступов | 3,2-12,5 | |||||||||
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек | 3,2-12,5 | |||||||||
| Нерабочие поверхности осей и валов | 6,3-12,5 | |||||||||
| Канавки, фаски, выточки, зенковки, закругления и т.п. | 3,2-12,5 | |||||||||
| Проходные отверстия под болты, винты, заклёпки и т.п. | 25 | |||||||||
| Болты и гайки чистые (кругом) | 3,2-12,5 | |||||||||
| Болты и гайки получистые (в местах обработки) | 25 | |||||||||
| Поверхности головок винтов | 3,2-12,5 | |||||||||
| Опорные поверхности прижин сжатия | 12,5-25 |
Таблица 6 – Параметр Rz шероховатости поверхностей элементов деталей
| Элемент детали | Rz, мкм |
| Нерабочие контуры деталей. Поверхности деталей установленных на бетонных, кирпичных и деревянных основаниях | 320…160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап. | 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцевые поверхности валов, муфт, втулок. Поверхности головок винтов | 40 |
| Торцевые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80-500мм. Поверхности отверстий 12-го квалитета диаметром 18-500 мм и 11-го квалитета. | 20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т.п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | 40…10 |
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется. Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться). Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться). Примеры обозначения шероховатости поверхности
   |
Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  |
Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 |
Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
 |
Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
 |
Указана шероховатость поверхностей образующих контур. |
 |
Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |

Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Как обозначить в программе AutoCAD
В программе Автокад схожий алгоритм действий, но искать команду нужно через вкладку «Аннотации», затем зайти в панель «Обозначения» и выбрать «Шероховатость», далее также выбирается поверхность, точка выноски и задается обозначение «С полкой», «С удалением» или «Без удаления».
В первых версиях Автокада такой функции как «Шероховатость» не было, она появилась в более поздних.
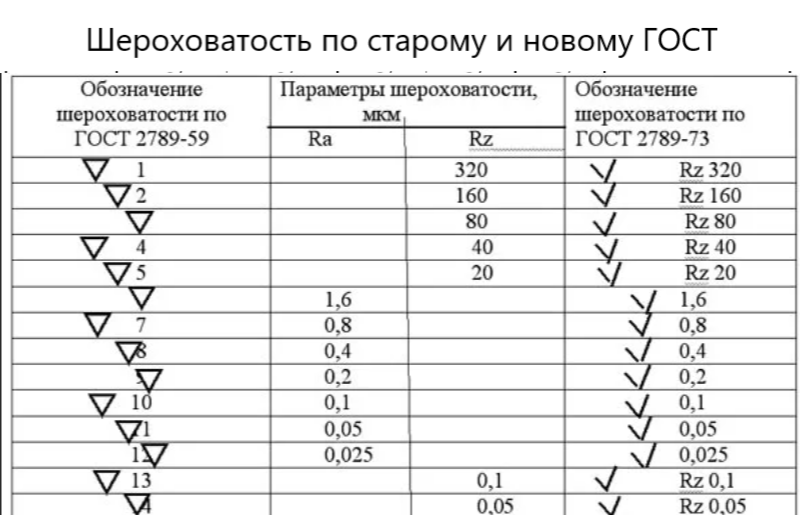
Рисунок 4. Шероховатость в программе Компас и Автокад
Как обозначить шероховатость в программе «Компас»
Правильно обозначить шероховатость можно с помощью встроенных в программу инструментов.
Обозначить шероховатость поверхности в Компасе можно командой «Шероховатость», из панели инструментов, затем выбирается поверхность, к которой будет применена команда и указывается положение знака. Значение шероховатости вводится с клавиатуры или из справочника. Команда «Неуказанная шероховатость» находится в панели «Оформление».
Открываем Панель инструментов, расположенную слева-> Выбираем команду «Шероховатость» — > Указываем поверхность -> Определяем положение знака->Вводим значение шероховатости.
Команда «Неуказанная шероховатость» находится в верхнее меню-> Выбираем команду «Вставка»->Выбираем «Неуказанная шероховатость»-> Ввод->Вводим значение шероховатости.
При необходимости можно нарисовать условный знак вручную.
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Как обозначается шероховатость поверхности на чертеже
Условный знак, который ориентирован к обрабатываемой поверхности, должен давать полное и исчерпывающее представление о том, какой шероховатостью обладает поверхность. Для обозначения используются линии, равные половине толщины основной линии. Высота меньшей части знака h(размер равен основным цифровым обозначениям), а всего знака 1,5-5 h (H). Нанесение знака производится после вычерчивания деталей. Угол между двумя направляющими условного знака составляет 60 градусов.
Сам условный знак также несет информацию, если он не имеет никаких дополнительных обозначений, то способ обработки поверхности конструктором не устанавливается (знак без полки), если применяется удаление слоя материала, то добавляют черту, которая образует треугольник, если шероховатость образована без удаления слоя материала, то добавляют круг.
Шероховатость на сборочном чертеже
Как и на других видах чертежей, на сборочном чертеже указывается шероховатость поверхностей. Эти обозначения позволяют понять требуется ли дополнительная обработка поверхности, к примеру полировка детали, точение или травление.
> Лайфхак: если чертеж перегружен информацией, то можно применить упрощенное обозначение обозначения шероховатости, которое более полно расшифровывается в примечаниях.
Правила нанесения обозначений
Чтобы правильно нанести условное обозначение используется следующий алгоритм:
- после выполнения основного чертежа приступают к нанесению условных обозначений;
- к моменту нанесения обозначений шероховатости список значений должен быть уже готов, информация из него переносится на чертеж;
- сначала наносят сам знак, его острие должно прикасаться к обрабатываемой поверхности с той стороны, с которой будет подводиться инструмент;
- если шероховатость одинакова для всех поверхностей, то нет необходимости наносить ее многократно, значение указывают в правом углу чертежа. При этом условное обозначение одинаковой шероховатости в полтора раза больше по размеру, чем те условные значения, которые были бы нанесены на чертеже;
- в каждом знаке добавляют указание — способ обработки, значение Ra или Rz.
Поставить условный знак шероховатости можно на выносных линиях, размерных линиях и их продолжениях, на линиях контура. Если у детали имеется резьба, то обозначение шероховатости профиля резьбы также наносят на чертеж.
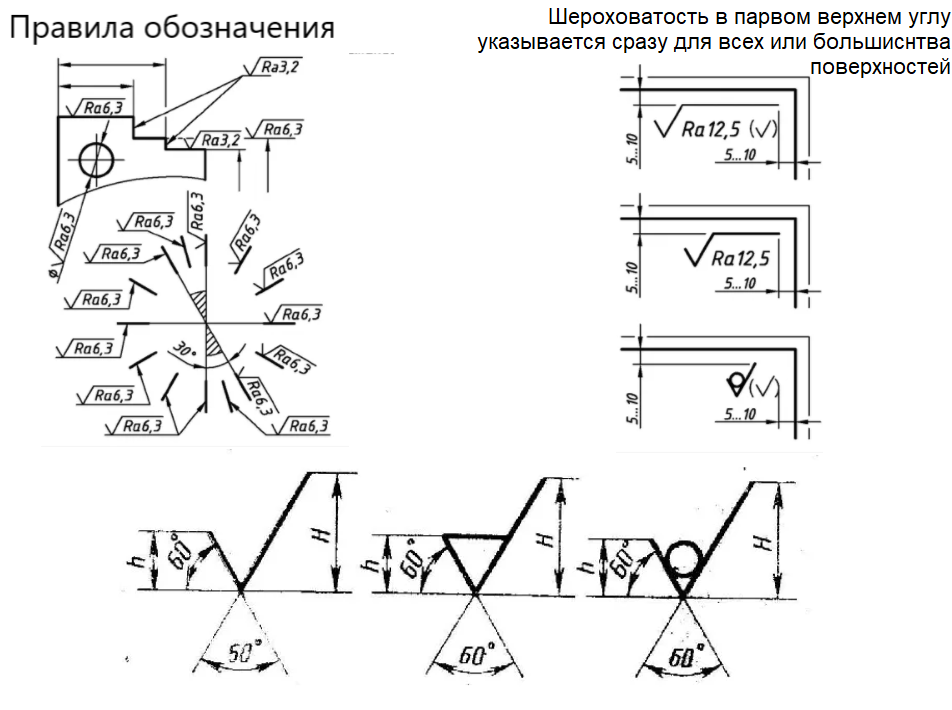
Рисунок 3. Правила нанесения и указанная шероховатость
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.

Какие символы применяются
Для обозначения шероховатости применяют условные обозначения, которые описаны в ГОСТ, они размещаются непосредственно на поверхности. У каждой поверхности свои обозначения, они не должны накладываться или перекрывать друг друга.

Рисунок 2. Виды обозначения шероховатости на поверхности
Шероховатость древесины на чертеже
Древесина имеет свои обозначения шероховатости, которые описаны в ГОСТ 7016-2013. Особенностями поверхности этого материала являются неровности, кинематическая волнистость, структурные неровности, ворсистость и мшистость, которая может появиться на обработанных поверхностях. Шероховатость древесины характеризуется параметрами ее неровностей, которые включают среднее арифметическое высот наибольших неровностей (Ra), высоту неровностей профиля (Rp).
Параметры шероховатости у разных пород дерева
Свойства пород древесины очень сильно отличаются, следовательно и параметры шероховатости имеют различные величины. К примеру сосна, которая часто используется в строительстве, имеет высоту неровностей Rp =12,5 мкм, а береза имеет значение Rp =6,3мкм. Наименьшие параметры шероховатости имеет груша, Rp =5,0мкм.