Термообработка сталей аустенитного класса. Аустенитные стали – работают в самых агрессивных средах!
Общие сведения
Аустенитная сталь — особая разновидность нержавеющей стали. Стали аустенитного класса содержат железо, а также различные легирующие компоненты — никель, марганец, азот, алюминий, хром, молибден.
Железо и легирующие элементы в стали образуют кубическую кристаллическую решетку. Подобную структуру называют аустенитом. Кристаллическая решетка обусловливает ряд характерных физических свойств аустенита — сохранение твердости при тепловой обработке, почти полное отсутствие магнитных свойств материала, высокая химическая инертность.
Для удобства аустенитные стали делят на два условных класса. В первую категорию попадают материалы с большим содержанием никеля. Во вторую категорию включаются материалы с большим содержанием марганца и азота, а также с незначительным содержанием никеля.
Читайте также: Марки медицинской стали: ГОСТ СССР и его классификация
Вторые материалы обладают более высокой прочностью, однако стоят они на порядок дороже. К тому же аустенит на основе никеля лучше переносит воздействие агрессивных химических сред (кислоты, щелочи, сильные соли, радиоактивные вещества).
Из стали-аустенита делают различную технику, вещи, оборудование. Это могут быть приборы учета, столовые приборы, металлические балки, турбины, конструкционные элементы, автомобильные детали, специальную технику для нужд химической промышленности и так далее.
Еще одна крупная сфера применения аустенита — изготовление радиооборудования. Отсутствие магнитных свойств в данном случае идет на пользу — обычные стальные сплавы могут вносить в радиосигнал определенные искажения, тогда как аустенит будет передавать сигнал без задержек, потерь, искажений.
Мартенсит в хромоникелевых аустенитных сталях
В пределах марочного состава в сталях типа Х18Н10 хром, никель, углерод и азот способствуют понижению температуры мартенситного превращения, которое вызывается охлаждением или пластической деформацией.
Влияние титана и ниобия может быть двояким. Находясь в твердом растворе, оба элемента повышают устойчивость аустенита в отношении мартенситного превращения. Если же титан и ниобий связаны в карбонитриды, то они могут несколько повышать температуру мартенситного превращения. Это происходит потому, что аустенит в этом случае обедняется углеродом и азотом и становится менее устойчивым. Углерод и азот являются сильными стабилизаторами аустенита.
Особенности обработки аустенитных сталей
Аустенитные стали относятся к труднообрабатываемым материалам. Термическое воздействие на них затруднительно, поэтому используются другие технологии. Механическая обработка этих сплавов сложна, поскольку материал склонен к наклепу и незначительные деформации значительно уплотняют материал. Этот железный сплав образует длинную стружку, поскольку обладает высокими параметрами вязкости. Механическая обработка аустенитных сталей энергозатрана, ресурса потребляется на 50% больше в сравнении с углеродистыми сплавами. Поэтому обработка их должна выполняться на мощных и жестких станках. Возможна сварка, ультразвуковое воздействие и криогенно-деформационная технология.
Физические свойства
- Высокая прочность. Материал при обычных условиях эксплуатации сохраняет свою прочность, упругость, устойчивость. Поэтому сталь сможет выдержать высокие нагрузки. Прочность также сохраняется в случае изменения температуры — резкое похолодание, сильные морозы, воздействие прямых солнечных лучей летом, локальный небольшой нагрев и другие ситуации.
- Магнитная инертность. Кристаллическая структура практически полностью нейтрализует магнитный потенциал железа и легирующих элементов. Поэтому при контакте магнитного элемента с аустенитом образуется очень слабое магнитное поле, которое никак не влияет на свойства материала.
- Коррозийная устойчивость. При нормальных температурных условиях сталь-аустенит не вступает в контакт с атмосферным кислородом, азотом, углекислым газом, а также с водой. Поэтому риск образования разрушительных коррозийных оксидов минимален. Из аустенитной стали можно делать детали, которые будут использоваться на морских объектах (корабли, мосты, турбины, приборы учета).
- Химическая инертность. Сталь при нормальных температурных условиях также не вступает в реакцию с различными веществами, обладающими высокой химической активностью. Поэтому этот материал можно применять для хранения, работы с кислотами, щелочами, солями, радиоактивными веществами. Химического инертность сохраняется даже в случае длительного контакта. Поэтому аустенит при длительном контакте с реактивами не лопается, не ржавеет, сохраняет свои физические свойства.
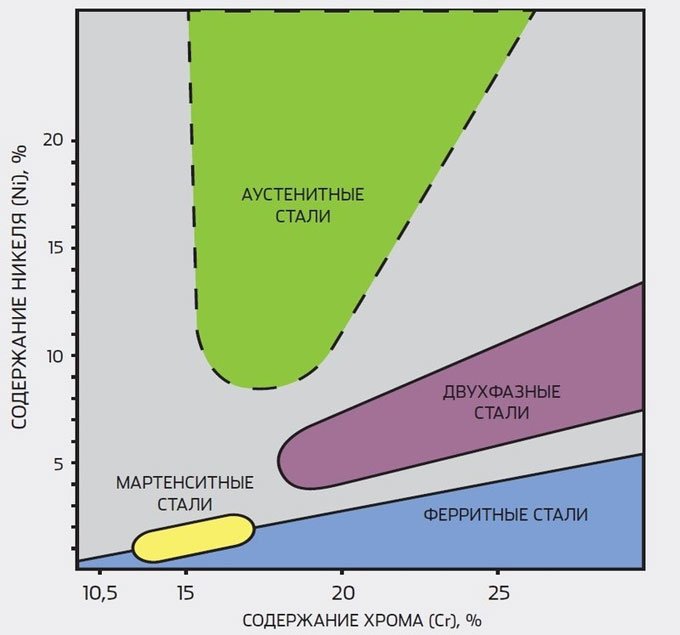
Разновидности жаропрочных и жаростойких материалов по структурным критериям
Состояние внутренней структуры металлов определяет тип сталей и сплавов.
Выделяется ряд категорий жаропрочных стальных материалов, исходя из состояний внутренней структуры.
Аустенитный класс
Аустенитный класс формирует внутреннюю структуру благодаря большому процентному содержанию хрома и никеля. Получение стабильного аустенита, гранецентрированной кристаллической решетки железа, предполагает легирование стали никелем. Жаростойкость определяется хромовыми добавками.
Это интересно: Металлоизделия
Аустенитные сплавы — высоколегированные. Для целей легирования используются Nb (ниобий) и (Ti) титан для увеличения устойчивости к коррозии. Эта характеристика позволяет отнести их к группе стабилизированных. Коррозионностойкие жаропрочные стали с относятся к труднообрабатываемым металлам.
Когда температуры повышаются до значений, близких к 1000 градусам С. и длительно поддерживаются, аустенитная нержавеющая сталь сохраняет стойкость к образованию слоя окалины, сохраняя качество жаростойких материалов.
Часто встречаются на производстве сплавы аустенитного типа, принадлежащие к дисперсионно–твердеющему подклассу. Качественные характеристики могут улучшаться путем добавления различных элементов: карбидных, интерметаллических упрочнителей. Эти элементы обеспечивают деформационно-термическое упрочнение благодаря усилению аустенитной матрицы с помощью дисперсионного твердения.
Карбидообразующие элементы: ванадий-V, ниобий-Nb, вольфрам-W, молибден-Mo.
Интерметаллиды получаются благодаря дополнительным добавкам хрома–Cr, никеля-Ni, и титана–Ti.
Читайте также: Электрические силы. Силы упругости. Закон Гука. Модуль Юнга
Структура аустенитов
Жаропрочные аустенитные различаются по типам структуры. Она может быть
- Гомогенной. Материал с такой структурой не проходит термообработку для упрочнения, в нем мало углерода и большой процент легирующих компонентов. Это обусловливает хорошую стойкость к ползучести. Применяются в температурной среде ниже 500 градусов.
- Гетерогенной. В таком материале, прошедшем термоупрочнение, получаются карбонитридные и интерметаллидные фазы. Это позволяет повысить температуру использования под нагрузками напряжения до 700 градусов..
Материалы с никелевыми и кобальтовыми присадками подвергаются эксплуатационным воздействиям при терморежиме до 900 градусов. Сохраняют стабильность структуры долгое время.
Нихромы, в которых никеля больше 55%, отличаются и жаропрочностью, и качествами жаростойкости.
Тугоплавкие металлы: вольфрам, ниобий, ванадий обеспечивают устойчивость металлов, когда термический режим приближается к 1500 гр. С.
Молибденовые сплавы с дополнительной защитой долгое время сохраняют рабочие свойства в терморежиме 1700 гр.
| Марки аустенитного ряда дисперсионно-твердеющие | Маркировка сплавов аустенитного ряда гомогенных |
| Х12Н20Т3Р, 4Х12Н8Г8МФБ, 4Х14Н14В2М | 1Х14Н16Б, 1Х14Н18В2Б, Х18Н12Т, Х18Н10Т, Х23Н18, Х25Н20С2, Х25Н16Г7АР |
| Из металлов этого подкласса производят турбинные конструкции, клапаны двигателей автотранспорта, арматурных конструкций | Гомогенные виды идут на изготовление трубопрокатной продукции, деталей печей, агрегатов, функционирующих под давлением. |
| Х12Н20Т3Р идет на производство турбинных дисков, кольцевых компонентов, крепежа, функционирующих в температурном режиме менее 700 гр. 4Х14Н14В2М участвует в производстве арматуры, крепежа и поковок для долгого срока эксплуатации при термическом режиме 650 градусов |
Х25Н20С2 участвует в производстве печей для температурных нагрузок до 1100 градусов Из Х25Н16Г7АР производят различные металлические полуфабрикаты: лист, проволока, готовые детали для функционального использования при 950 гр. при умеренных нагрузках. Х18Н12Т идет на изготовление деталей и компонентов для работы при терморежиме до 600 гр. в агрессивных средах. |
Аустенитно-ферритный класс
Материалы, содержащие смесь аустенитных и ферритных фаз, характеризуются особой жаропрочностью. По своим параметрам они превосходят даже высокохромистые железосодержащие материалы. Объяснение этого явления кроется в особо стабильной матричной структуре. Это предполагает возможность применения при терморежиме 1150 градусов.
| Маркировка стали ферритного ряда: Х23Н13, Х20Н14С2 и 0Х20Н14С2 |
| Х23Н13 идет на изготовление пирометрических трубок. Х20Н14С2 и 0Х20Н14С2 идут в производство жаропрочных труб, печных конвейеров, емкостей для цементации. |

Мартенситный класс
Методом, который превращает один вид стального материала в другой, является закаливание, за которым следует отпуск. Итог процесса – перестроение кристаллической решетки и повышение твердости. Однако возрастает хрупкость.
Технология отжига проходит при температурах около 1200 градусов на протяжении нескольких часов. Затем материалу дают остыть, и это занимает также несколько часов. Такая процедура приводит к повышению гибкости металла, хотя приходится пожертвовать некоторым уровнем твердости. Если применяется метод двойной закалки, то она проходит в два этапа . Первый предполагает нормализацию твердого раствора материала с нагреванием до 1200 градусов. Второй этап предполагает тот же процесс, но с нагревом до 1000 градусов. Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность.
| Мартенситы характеризуют такие марки сплавов: Х5, 3Х13Н7С2 , 40Х10С2М , 4Х9С2, 1Х8ВФ. |
| Х5 используется в трубном производстве, трубы выдерживают режим эксплуатации до 650 гр. С. 40Х10С2М идет на изготовление клапанов авиадвигателей, двигателей для дизельного автотранспорта, крепежа при температурах до 500 градусов. 3Х13Н7С2 и 4Х9С2 могут подвергаться нагреву порядка 900 гр. С. Это обуславливает их пригодность для производства двигательных клапанов. 1Х8ВФ рассчитана на температурный режим ниже 500 гр. С., но на длительную эксплуатацию под нагрузками. Эта марка подтвердила свою эффективность в изготовлении паровых турбин. |

Перлитный класс
Перлитные жаропрочные стальные материалы относятся к категории низколегированных. Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С.
Читайте также: Гидрометаллургический способ
Легирование хромом влияет на жаростойкость материалов в сторону повышения этой характеристики, также усиливается сопротивляемость окислительным процессам. Добавки молибдена увеличивают прочностные характеристики при большом нагреве материалов.
Ванадий, объединяясь с углеродом, создает повышение прочностных характеристик стальных материалов карбидами с высокодисперсными качествами.
Технология нормализации металлов улучшает и оптимизирует механические свойства сплавов. Технология закаливания и следующего за ней температурного отпуска выполняет ту же функцию. Получается структурная матрица, в которой присутствует дисперсная феррито карбидная фактура.
| К перлитным разновидностям принадлежат марки стали: 12МХ, 15ХМ, 20ХМЛ, 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 12Х2МФСР |
| Из 20ХМЛ производят шестерни, втулки крестовины, цилиндры, другие узлы и детали для работы при 500 гр. С. 12Х1МФ — производство труб пароперегревателей, трубопроводов и коллекторов высокого давления. 15Х1М1Ф идет на производство установок высокого давления, функционирующих при режиме температур до 585 гр. С. |
Ферритный класс
Материалы с ферритной структурой имеют в своем составе от 25 до 33 % хрома. Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.
| Маркировки сталей ферритного ряда: 1Х12СЮ, Х17, 0Х17Т, Х18СЮ, Х25Т и Х28 |
| Оправдано использование сталей этого ряда для изготовления разнообразных деталей для машиностроения. 0Х17Т зарекомендовал себя в производстве изделий для работы в окислительных средах, таких как трубы и теплообменники Из Х18СЮ производятся трубы пиролизных установок, аппаратура. Х25Т участвует в производстве сварных конструкций с эксплуатационной температурой до 1100 градусов, труб для перекачивания агрессивных сред, теплообменников. |
Мартенситно-ферритный класс
Этот тип стали имеет в своем составе 10-14% хрома, легируется V, Mo, W.
| Марки сплавов этого ряда: Х6СЮ, 1Х13, 1Х11МФ, 1Х12В2МФ, 1Х12ВНМФ, 2Х12ВМБФР |
| Х6СЮ применяется в производстве компонентов котельных установок и трубопроводов. 1Х11МФ работает в виде лопаток турбин, из него производят поковки для эксплуатационных температур до 560 гр. С. 1Х12ВНМФ идет на производство лопаток и крепежа турбин, которые подвергаются длительным нагрузкам в температурных пределах до 580 градусов. |
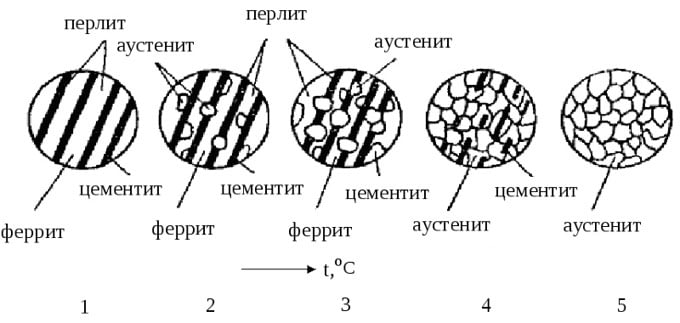
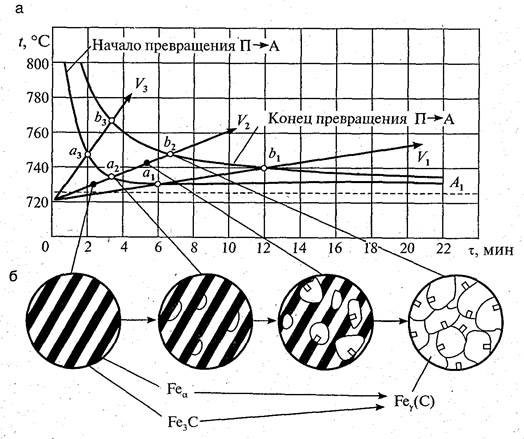
Методы получения аустенита
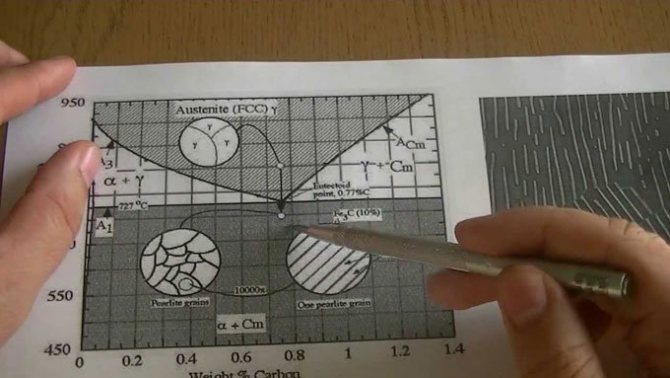
Стали аустенитного класса образуются в процессе появления и роста зерен исходной микроструктуры металлического изделия. Формирование аустенита осуществляется на поверхности раздела фаз феррита и карбида. Карбидные частицы постепенно растворяются в твердом растворе аустенита.
Получить аустенит также можно из эвтектоидной модификации железа, состоящей из феррита и цементита. Для этого исходную металлическую заготовку необходимо нагреть до температуры 900 °C. Важно, чтобы в сплаве присутствовала минимальная концентрация углерода, равняющаяся 0,66%. Во время этого процесса феррит превращается в аустенит, а цементит полностью растворяется. В итоге сформируется нержавеющая аустенитная сталь.
При производстве металлических заготовок из аустенитных сталей, стабилизированных титаном, необходимо в вакуумно-индукционной печи переплавить металл. Полученный расплав выдерживают в течение длительного периода для его деазотирования. Количество времени, требуемого для этого процесса, зависит от массы исходного изделия. После выдержки в расплавленный аустенит вводится смесь из титана и нитридообразующих химических элементов.
Для получения устойчивой аустенитной структуры в состав исходной модификации железа добавляются хром и никель. При этом важно соблюдать пропорции. Процентное содержание никеля должно составлять не менее 20%, хрома – не более 19%. Эти химические вещества повышают устойчивость аустенита к высоким температурам и большим нагрузкам. Также они увеличивают выделение карбидов. Материал становится коррозионностойким.
При добавлении хрома и никеля в состав железной модификации нужно выдерживать материал в течение более длительного времени. Очень часто в полученный раствор добавляется смесь из молибдена или фосфора. Эти химические вещества увеличивает вязкость и усталостную прочность железного сплава. Для снижения износа полученного аустенита используют дополнительные легирующие материалы и энергоемкие карбиды.
Виды сталей аустенитного класса
По составу и физическим свойствам различают 3 вида стали-аустенита:
Антикоррозийный аустенитный класс стали
В эту категорию включаются сплавы с большим удельным содержанием хрома, никеля. В незначительных количествах в сплав также могут входить кремний, марганец, молибден. Особенность сплавов этой группы — минимальный риск коррозии при любых температурах.
Высокая устойчивость обеспечивается за счет двух факторов. Первый фактор — это большое содержания хрома, который создает защитную пленку на поверхности стали. Второй фактор — низкое содержание углерода (менее 0,3%). Комбинация этих факторов приводит к тому, что материал не вступает в контакт с кислородом, азотом, водой, различными химическими веществами.
Устойчивость сохраняется даже при нагреве либо охлаждении, поскольку хром при изменении температур сохраняет свои физические свойства.
Жаростойкий класс
В эту категорию включаются сплавы с большим содержанием никеля, бора, ниобия, ванадия, молибдена, вольфрама. Легирующие компоненты делают материал более прочным, минимизируют риск образования пор между отдельными атомами железа. Поэтому жаростойкий аустенит сохраняет свою форму при нагреве до 1100 градусов.
Жаростойкий материал-аустенит подходит для изготовления различных печей, станков, фабричного оборудования. В состав некоторых сплавов также включается большое количество хрома. В результате образуется жаростойкий антикоррозионный сплав, который не только выдерживает нагрев, но и не покрывается коррозией.
Хладостойкий класс
В эту категорию входят сплавы, с большим удельным содержанием хрома и со средним содержанием никеля. В качестве дополнительных легирующих добавок могут использоваться алюминий, марганец, ванадий, вольфрам.
Хладостойкие сплавы выдерживают очень низкие температуры, отлично переносят резкие перепады температур. Однако при нормальной комнатной температуре хладостойкая сталь-аустенит обладает посредственными физическими свойствами — невысокая прочность, слабая химическая инертность.
Поэтому из хладостойких сплавов делают специальную технику, оборудование для регионов с очень холодными климатом. Еще одна сфера применения — изготовление деталей, изделий, оборудования для нужд космической промышленности.
Легирующие добавки для аустенитной стали
Добавки, которые содержат легированные стали, оказывают разное влияние на конечный сплав, степень которого напрямую зависит от их концентрации в составе материала.

Рассмотрим их влияние подробно:
- Добавление хрома в концентрации 13–19 % создает на поверхности металла оксидную пленку, придающую ему коррозионную устойчивость. Однако важно учитывать, что хром дает такой эффект только при низкой концентрации углерода. Вступая в реакцию, эти два компонента образуют карбид, который в свою очередь вызывает обратный эффект, активизируя коррозию.
- Никель часто добавляют в сплавы в качестве легирующей добавки в концентрации, достигающей половины массы металла. Хотя для выработки аустенита вполне хватает 9–19 %. Хром существенно повышает пластичность сплава и уменьшает зернистость, увеличивая прочность аустенитной стали.
- Для значительного повышения прочности металла достаточно десятых и даже сотых долей углерода, добавление которого ведет к образованию карбидов.
- Чтобы полученный сплав был устойчивым к воздействию электричества или агрессивной химической среды, углерод заменяют азотом.
- Для уменьшения зернистости сплава и повышения его пластичности в качестве добавки обычно в очень малых долях применяют бор.
- Чтобы стабилизировать аустенитный сплав и придать ему дополнительную прочность, добавляют марганец и кремний.
- В производстве хладостойкого сплава чаще всего используют в качестве добавки ниобий и титан.
Особенности фазовых превращений в сталях аустенитного типа
Существует сразу несколько разновидностей превращений, которые могут протекать в хромоникелевого типах стали.
Среди них выделяются 3:
- образование в аустенитной основе δ-феррита при высокотемпературном нагреве;
- выделение избыточных карбидных фаз и σ-фазы при нагреве в интервале в интервале 450-900 ºС;
- образование α-фазы мартенситного типа при холодной пластической деформации или охлаждении ниже комнатной температуры.
Говоря о фазовых превращениях в стали, нельзя не коснуться такой важной темы, как появление межкристаллической коррозии. Склонность к ней особенно ярко проявляется, когда происходит выделение карбидных фаз. Это отражается на том, как будет проводиться оценка стали. Стоит отталкиваться от термокинетических параметров образования в стали карбидов.
Для каждой разновидности материала определяется время, которое требуется для начала процесса межкристаллической коррозии. Оно привязано к проценту содержания углерода в твердом растворе. Чем выше содержание углерода, тем при большей температуре будет возникать межкристаллическая коррозия. Таким образом, удается применять различные варианты стали в областях, которые подвержены высоким температурам.
Зависимость времени и процента содержания углерода представлено в таблице ниже:
| Содержание углерода в твердом растворе | Время появления межкристаллической коррозии |
| 0,084 % | До 1 минуты |
| 0,054 % | До 10 минут |
| 0,021 % | Свыше 100 минут. |
Чем меньше процент содержания углерода, тем ниже будет температура, связанная с показателями минимальной изотермической выдержки. Таким образом, при покупке стоит сразу понимать, в каких температурных условиях вы будете использовать такого типа материал. Межкристаллическая коррозия способна оказать серьезное негативное воздействие на материал и привести к его постепенному разрушению, потому выбирать стоит внимательно, ориентируясь на данные приведенной выше таблицы.
Читайте также: Подготовка поверхности деталей к азотированию
Сварка аустенитной стали
Для соединения изделий из аустенита может применяться сварочная технология. Соединение металлов может осуществляется всеми основными методами сварки (электрошлаковая, дуговая, в среде защитных газов).
Сварка аустенитных сталей имеет множество особенностей и нюансов, о которых сварщику нужно знать заранее. Особенность — серьезное изменение физических свойств металла-аустенита при нагреве. Это налагает ряд требований относительно проведения сварки. Ведь при неправильном нагреве металла серьезно страдает качество сварного шва, что плохо скажется на прочности соединения.
Особенности нагрева аустенита
- При температуре +350 градусов в сплаве происходят активные диффузионные процессы, что приводит не к увеличению, а к уменьшению пластичности металла.
- От +350 до +500 градусов происходит термическая перестройка металла. Подобный физический процесс имеет ряд характерных особенностей — повышение хрупкости материала, растрескивание карбидных компонентов, изменение теплопроводности.
- От +500 до +650 градусов происходит выпадение карбидных компонентов, что должен учитывать сварщик во время работы.
- При нагреве материала выше +750 градусов серьезно повышается хрупкость металла. При таком нагреве на металле могут образовываться небольшие трещины, что снижает прочность сварного шва.
Однако сварщик должен избегать появления трещин, неровностей, отверстий в области сварного шва. Чтобы решить эту проблему, на детали в области шва наплавляется небольшой металлический слой, который обладает другим химическим составом.
Для слоя-заплатки нужен металл, обладающий повышенной жаропрочностью, высокой коррозийной стойкостью. Заплатка будет выступать в качестве защитного слоя, который будет препятствовать растрескиванию шва. Защитный слой рекомендуется обжечь при температуре +800 градусов, чтобы избежать появления трещин при повышенном уровне нагрузки.
Электрошлаковая сварка
Электрошлаковая технология сварки подходит для соединения как больших, так и мелких изделий на основе аустенита. Главные плюсы этой технологии — минимальный риск образования трещин, отсутствие деформации на стыках, удобство проведения сварочных работ.
Сварку рекомендуется проводить быстро и при небольших температурах. Ведь при длительном нагреве металла выше температуры 1200 градусов могут образовываться локальные трещины, что может привести к разрушению металла.
Несколько дополнительных замечаний по поводу применения электрошлаковой технологии:
- Сварку рекомендуется выполнять с помощью проволоки, толщина которой составляет 2-4 миллиметра. Главный минус подобного подхода — качественная проволока расходуется быстро, а стоит она достаточно дорого.
- Для соединения толстых деталей следует применять пластинчатые электроды (оптимальная толщина — 5-15 миллиметров). Электроды обладают более высокой ценой, однако разрушаются они гораздо медленнее.
- При работе со сплавами, обладающими повышенной коррозийной стойкостью, рекомендуется делать закалку либо отжиг — это поможет избежать появления ножевой коррозии.
Дуговая сварка
Дуговая сварка для соединения аустенитной стали имеет множество недостатков.
Главный минус:
- Во время сварочных работ происходит нагрев локальной области металла-аустенита. Нагрев приводит к двум опасным вещам, которые негативно влияют на прочность.
- Первый момент — это появление оксидов железа в области шва. Физика этого процесса следующая: при серьезном нагреве железо начинает вступать в контакт с атмосферным воздухом, что и приводит к образованию оксидов.
- Второй момент — это появление трещин рядом со швом. При высоком нагреве резко возрастает хрупкость материала при уменьшении общей пластичности, что способствует образованию небольших трещин.
Фтористокальциевые электроды
Существует ряд приемов, которые позволяют обойти ограничения дуговой сварки. Самый популярный метод — это применение фтористокальциевых электродов малого диаметра (оптимальный диаметр сечения — 3-5 миллиметров).
Подобные стержни обладают низкой пластичностью, поэтому во время сварочных работ электроды не совершают лишних колебаний. Благодаря этому снижается контакт расплавленного металла с воздухом, а также снижается риск образования трещин вследствие повышения хрупкости.
За 1,5-2 часа до проведения сварочных работ рекомендуется выполнить прокалку фтористокальциевых электродов при небольшой температуре (200-300 градусов). Это помогает минимизировать риск возникновения пор в электроде.
Электродуговая сварка должна выполняться строго на обратнополярном постоянном токе. В противном случае стабильность электрода не гарантируется.

Сварка в среде защитных газов
Сварка аустенитных сталей с применением защитных газов — лучший способ соединения аустенитов. Эта методика позволяет соединить детали различных форм, а сварка может проводиться в любых пространственных положениях.
Применение защитных газов минимизирует вероятность образования трещин, налета, ржавчины, окалины, что делает сварное соединение очень прочным. В качестве защитной среды может применяться любой газ — аргон, гелий, азот, углекислый газ и другие. Для сварки обычно применяются плавящиеся либо вольфрамовые стержни, которые подходят для создания небольших прочных швов (оптимальная толщина — 5-10 миллиметров).
Особенности сварки аустенита в среде защитных газов
- Для проведения сварочных работ можно применять как импульсную, так и горящую дугу. Однако опытные сварщики рекомендуют использовать именно импульсную дугу. Это уменьшает толщину шва, минимизирует вероятность дробления кромок. Благодаря этому удается получить ровный прочный шов, который не растрескается при длительной эксплуатации изделия.
- Сварку аустенита рекомендуется проводить с помощью постоянного тока, который имеет прямую полярность. При необходимости полярность тока можно поменять — это никак не скажется на качестве сварного шва. При выборе горелки нужно обратить внимание на тип переключения полярности. Ведь большинство горелок работают с устройствами, которые переключают полярность автоматически. Если Вы хотите менять полярность вручную, необходимо обязательно прочитать инструкцию к горелке, чтобы убедиться, что она поддерживает такой режим работы. Также обратите внимание, что в случае сварки аустенита с большим содержанием алюминиевых присадок рекомендуется использовать горелку с переменным током.
- Для проведения импульсно-дуговой сварки рекомендуется использовать плавящиеся электроды. Такой способ соединения подойдет для соединения конструкций, обладающих небольшой толщиной. Это могут быть металлические листы, тонкие балки и так далее. Применение плавящегося электрода минимизирует риск образования трещин в шве, что благоприятно скажется на сроке годности подобного сварного соединения.
- Плазменная сварка аустенитных сталей допускается в ситуациях, когда толщина отдельных сварных элементов составляет менее 15 миллиметров. В случае плазменной сварки крупных объектов резко возрастает риск образования подрезов-щелей, что негативно сказывается на прочности сварного соединения.

Аустенизация
Аустенизация является ведущим процессом в формировании свойств участков зоны термического влияния в широком диапазоне температур. Поэтому целесообразно разделить зону термического влияния по принципу полноты характера аустенизации на три температурные области. Температурный интервал этих областей зависит от многих факторов и определяется особенностями как технологического процесса сварки, так и свойствами основного металла. [1]
Аустенизация — это термообработка стали ( процесс, аналогичный закаливанию углеродистых сталей), состоящая из нагрева ее до 1050 — 1100 С, кратковременного ( в течение 10 мин) выдерживания при этой температуре и последующего быстрого охлаждения. В процессе нагрева карбиды хрома ( и углерод) полностью растворяются в аустените; быстрое охлаждение препятствует повторному выделению карбидов. Если применялась сварка, то изготовленные изделия рекомендуется вновь подвергнуть аустенизации. [2]
Аустенизация при 1065 С или стабилизирующий отжиг мало изменяют механические свойства сварочного соединения, но сказываются на коррозионной стойкости, что подробно описано в соответствующих разделах. [4]
Аустенизация — это термообработка стали ( процесс, аналогичный закаливанию углеродистых сталей), состоящая из нагрева ее до 1050 — 1100 С, кратковременного ( в течение 10 мин) выдерживания при этой температуре и последующего быстрого охлаждения. В процессе нагрева карбиды хрома ( и углерод) полностью растворяются в аустените; быстрое охлаждение препятствует повторному выделению карбидов. Если применялась сварка, то изготовленные изделия рекомендуется вновь подвергнуть аустенизации. [5]
Аустенизация ( закалка на аустенит) состоит из нагрева сварного соединения паропроводов до 1050 — 1150 С, непродолжительной выдержки — например час, и последующего охлаждения на воздухе или в воде. Целью аустенизации является получение однородной структуры аустенита, улучшение свойств стали и снижение уровня остаточных сварочных напряжений. Аустенизации подвергаются сварные соединения паропроводов из жаропрочных высоколегированных сталей аустепитного класса. [6]
Аустенизация ( закалка на аустенит) проводится для сварных соединений из аустепитных сталей. При аустенизации сварное соединение нагревают до 1075 — 1125 С, выдерживают при этой температуре около 1 ч и затем быстро охлаждают на воздухе. [7]
Аустенизация ( закалка на аустенит) проводится для сварных соединений из аустенитных сталей. При аустенизации сварное соединение нагревают до 1075 — 1125 С, выдерживают при этой температуре около 1 ч н затем быстро охлаждают на воздухе. [8]
Аустенизация применяется для марок стали аустеннтного класса ( в большинстве случаев для нержавеющих и жаропрочных, см. стр. [9]
Читайте также: Применение и технология производства холоднокатаного листа
Аустенизация при высоких температурах имеет целью перевести выделившиеся при предшествующей обработке карбиды и другие избыточные фазы в твердый раствор, а последующее старение имеет целью вторичное выделение из твердого раствора некоторого количества избыточных фаз, но в состоянии высокой их дисперсности. [10]
Аустенизация ( нагрев на 1050 и выдержка 2 часа) сильно увеличивает проникающую способность УЗВ. [11]
Аустенизация восстанавливает свойства металла деформированных ги-бов. Необходим нагрев до 1050 — 1 100 С с выдержкой в течение 30 мин. [13]
Аустенизация гибов поверхностей нагрева может производиться также с помощью непосредственного нагрева трубы током, при этом выдержка при температуре 1100 — 1120 С не должна быть менее 4 мин. [14]
Аустенизацию и стабилизирующий отжиг используют для термической обработки сварных соединений из хро-моникелевых и нержавеющих сталей. При аустенизации сварное соединение нагревают до 1050 — 1100 С, выдерживают в течение 1 — 2 ч и охлаждают на воздухе. В результате удается получить однородную структуру аусте-нита, улучшить механические свойства металла ( особенно пластичность) и на 70 — 80 % снизить уровень остаточных сварочных напряжений. При стабилизирующем отжиге сварное соединение нагревают до 950 — 970 С, выдерживают в течение 2 — 3 ч и охлаждают на воздухе. [15]
Применение сплавов
Стали аустенитного класса используются при изготовлении устройств, работающих при высоких температурах, начиная от 200 °C: парогенераторов, роторов, турбин и сварочных механизмов. Недостатком использования аустенита в этих механизмах является низкая прочность металла. При длительном контакте железных сплавов различными гидроокисями могут образоваться дополнительные трещины, что приведет к поломке рабочих поверхностей устройств. Устранить этот недостаток можно при добавлении в раствор железа дополнительных химических элементов: ванадия и ниобия. Они формируют карбидную фазу, увеличивающих показатели прочности стали.
Нержавеющие аустенитные стали используются в механизмах, функционирующих в сложных условиях и при сильных перепадах температурных показателей. Чаще всего они используются при сварке коррозионностойких труб. Во время этого процесса между крепежными элементами образуется шовное пространство. При нагревании нержавеющих труб из аустенита до температуры плавления они приобретают монолитную структуру, защищающей металл от процессов окисления и высоких перепадов температур.
Также аустенитные стали обладают высокой устойчивостью к электромагнитным излучениям. Поэтому ее применяют при производстве отдельных деталей для радиоэлектронного оборудования. Аустенит улучшает прочность механизмов радио и не теряет свои свойства при изменениях структуры магнитного поля. По этой причине радиотехническая аппаратура будет легко принимать необходимые сигналы.
Аустенитные сплавы железа нашли широкое применение в производстве механизмов, работающих в водной среде. Нержавеющая сталь устойчива к образованию коррозии. Она используется в качестве защитного материала. При правильном соотношении хрома и никеля аустенит может сформировать тонкий слой, снижающим влияния водной среды на рабочую поверхность металлического приспособления. В результате снижается износ устройства. Но при значительном вымывании никеля материал полностью теряет устойчивость к коррозии.
В современных корпусах турбин также используются аустенитные стали с большим пределом текучести. Они позволяют избежать коробления данного устройства и улучшить показатели его прочности. Благодаря наличию крупнозернистой структуры, при помощи аустенита с высоким пределом текучести также можно укрепить конструкцию ротора турбины. Недостатком этой технологии является значительное повышение стоимости механизмов из-за использования большого количества дорогой аустенитной стали.
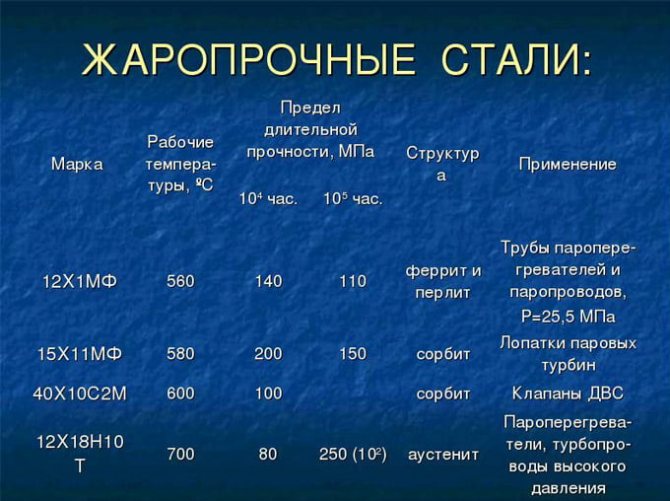
Жаростойкие и жаропрочные аустенитные стали
Аустенитные стали c ГЦК решёткой имеют значительно более высокую жаропрочность по сравнению со сталями с ОЦК решёткой.
Жаростойкие стали аустенитного класса
, применяемые для изготовления деталей печного оборудования, характеризуются не только высокой жаростойкостью (окалиностойкостью), но и высокой жаропрочностью. К
жаростойким аустенитным сталям
относятся 20Х23Н18, 20Х25Н20С2, имеющие окалиностойкость до 1100°C.
Читайте также: Серебрение в домашних условиях: обзор способов покрытия серебром
Жаропрочные аустенитные стали
. Из жаропрочных аустенитных сталей изготавливают роторы, диски, лопатки газовых турбин, клапаны дизельных двигателей, работающие при температурах 600-700°:C. Хромоникелевые аустенитные стали для увеличения жаропрочности дополнительно легируют вольфрамом, молибденом, ванадием, ниобием, бором и другими элементами. К
жаропрочным сталям аустенитного класса
относятся стали 09Х14Н16Б, 09Х14Н19В2БР, 45Х14Н14В2М.
ГОСТы
Изготовление аустенита регулируется с помощью законодательным норм, правил, законов. Основные нормы перечислены в следующих нормативных документах — ГОСТ 5632-2014, ГОСТ 11878-66, ГОСТ Р ИСО 4136-2009.
Эти документы определяют все основные моменты, которые касаются аустенитных сталей — изготовление, маркировка, категории, марки, особенности транспортировки и так далее.
В соответствии с нормами ГОСТ для определения содержания ферритных (железных) компонентов в каких-либо изделиях на основе аустенита может применяться металлография либо магнитная технология. Для проведения проверки из аустенита вырезаются небольшие прутки (не менее 2 штук).
Алгоритм проверок
- Определение содержания железа методом металлографии. На прутках делаются небольшие шлифы, которые подвергаются электролизу или химическому травлению. После этого шлифы помещаются под мощный микроскоп, где визуально определяются содержание железистых соединений. По результатам исследований выставляется оценка, которая определяет концентрацию железа в основном сплаве. Чтобы увеличить точность исследований, рекомендуется взять несколько независимых проб с нескольких прутков.
- Определение содержания железа магнитным методом. На прутках делаются микрошлифы, которые проходят шлифовку, зачистку с помощью абразивных материалов. После этого проводится серия замеров с помощью ферритометров, обладающих высоким порогом чувствительности. Минимальное количество замеров — 40 штук. В конце полученные сведения обрабатываются с помощью методов математической статистики и моделирования. Для увеличения точности исследования рекомендуется взять несколько независимых проб.

3 Особенности аустенитных сплавов разных систем легирования
Наиболее распространенными считаются аустенитные хромоникелевые стали, которые имеют добавки молибдена. Их применяют тогда, когда есть риск образования щелевой либо питтинговой коррозии. Они демонстрируют высокую стойкость в восстановительных атмосферах, и делятся на два вида:
- нестабилизированные титаном с содержанием углерода не более 0,03 %;
- стабилизированные титаном с углеродом от 0,08 до 0,1 %.
Такие марки хромоникелевых композиций, как Х17Н13М2 и Х17Н13М3, оптимальны для конструкций, функционирующих в сернокислых средах, в уксусной десятипроцентной кислоте, в фосфорной кислоте в кипящем состоянии.

Хромоникелевые стали с добавлением ниобия или титана отличаются минимальной опасностью к образованию коррозии межкристаллитного типа. Ниобия вводят по сравнению с углеродом в 9–10 раз больше, а титана – в 4–5,5 раз больше. К сплавам с подобной возможностью относят следующие составы: 0Х18Н12Б, 0Х18Н10Т, Х18Н9Т и некоторые другие.
Увеличить коррозионную стойкость описываемых сталей также можно посредством введения в них кремния. Яркими представителями таких специальных композиций являются такие сплавы:
- 015Х14Н19С6Б;
- 03Х8Н22С6.

Они без преувеличения идеальны для производства химических сварных агрегатов, в которых хранится и перерабатывается азотная концентрированная кислота.
Хромомарганцевые стали типа 2Х18Н4ГЛ характеризуются высокими литейными характеристиками, поэтому их эксплуатируют на производствах, где применяются коррозионностойкие литые конструкции. Другие хромомарганцевые сплавы (например, 10Х13Г12Н2СА и 08Х12Г14Н4ЮМ) в горючих средах более стойки к коррозии, нежели хромоникелевые.
Марки аустенитной стали
Регламент изготовления аустенита определен в ГОСТ 5632-2014. В нем указываются следующие марки сталей аустенитного класса:
- 12Х18Н9Т;
- 08Х18Н10Т;
- 12Х18Н10Т;
- 12Х18Н9;
- 17Х18Н9;
- 08Х18Н10;
- 03Х18Н11.