Дюймовая резьба: таблица размеров, маркировка, ГОСТ. Дюймовая резьба: таблица размеров, маркировка, ГОСТ
Основные параметры
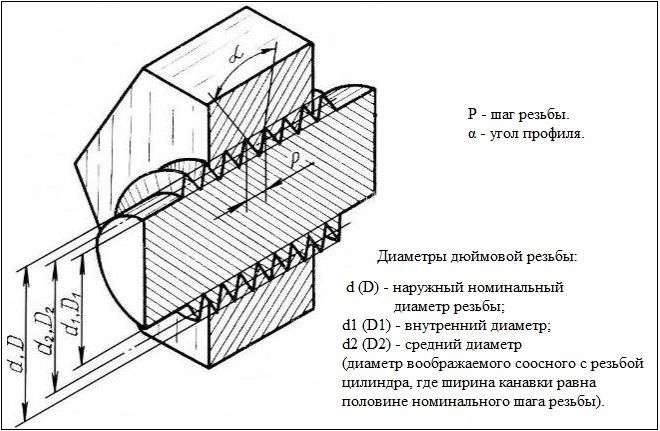
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Читайте также: Измерение среднего диаметра резьбы Метод трёх проволочек Средний диаметр резьбы винта может быть измерен методом трёх проволочек как показано на рисун
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
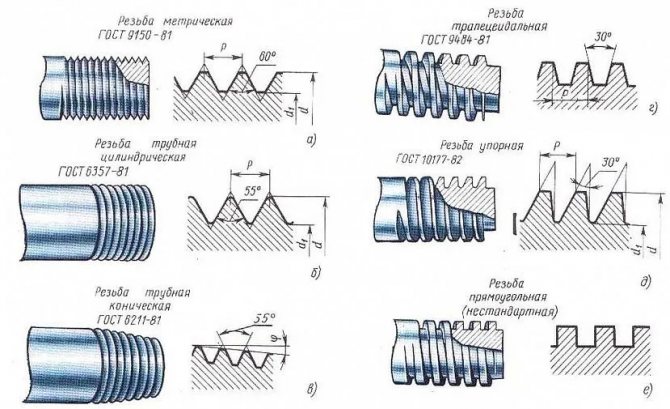
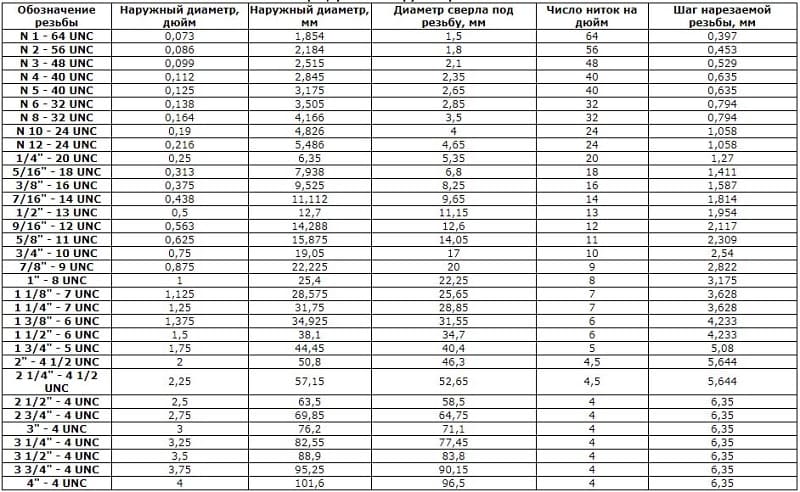
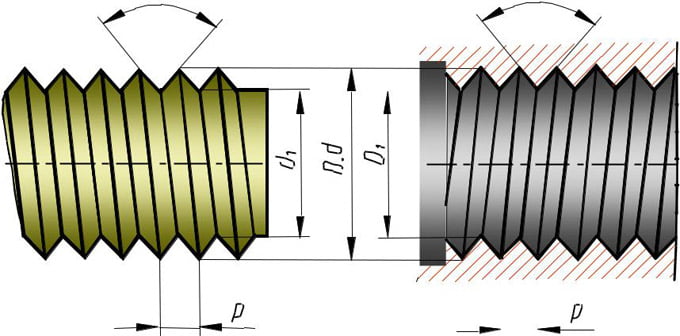
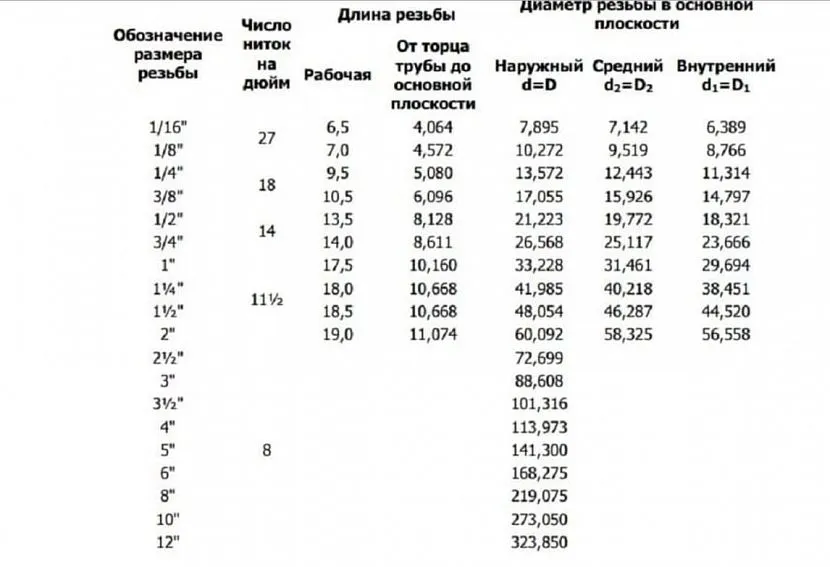
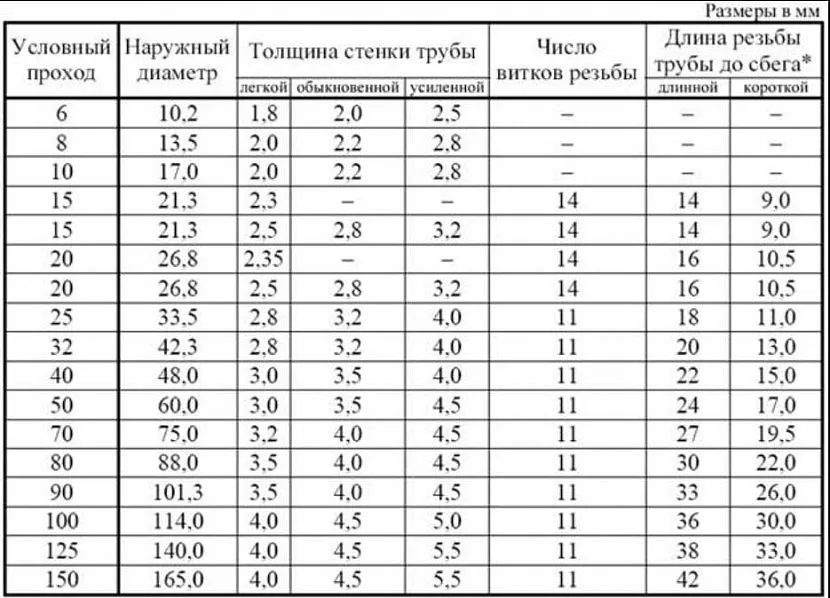
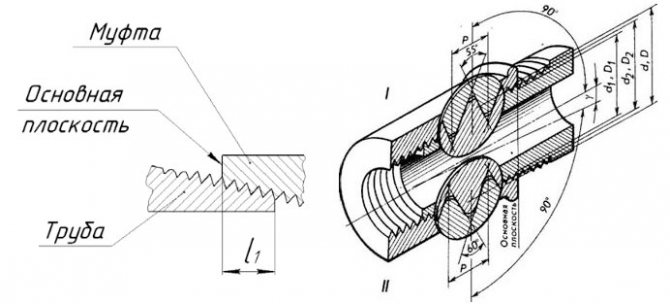
Таблица размеров дюймовых резьб и класс точности
В государственном стандарте 6111-52 есть таблица, в которой указаны параметры конической резьбы.
Наиболее часто применяемые значения перечислены в таблице:
| 0,941 | 7,0 | 8,766 | 10,272 |
| 1,411 | 9,5 | 11,314 | 13,572 |
| 1,814 | 13,5 | 18,321 | 21,223 |
| 1,814 | 14,0 | 23,666 | 26,568 |
| 2,209 | 17,5 | 29,694 | 33,228 |
| 2,209 | 18,5 | 44,520 | 48,054 |
Размеры трубной конической резьбы указаны в ГОСТ 6211-81:
| 1/8 | 0,907 | 6,5 | 8,566 | 9,728 |
| 1/4 | 1,337 | 9,7 | 11,445 | 13,157 |
| 1/2 | 1,814 | 13,2 | 18,631 | 20,955 |
| 3/4 | 1,814 | 14,5 | 24,117 | 26,441 |
| 1 | 2,309 | 16,8 | 30,291 | 33,249 |
| 1 1/4 | 2,309 | 19,1 | 38,952 | 41,910 |
Параметры цилиндрической резьбы указаны в ГОСТ 6357-81:
| 1/8 | 9,728 | 8,566 |
| 1/4 | 13,157 | 11,445 |
| 1/2 | 20,955 | 18,631 |
| 3/4 | 26,441 | 24,117 |
| 1 | 33,249 | 30,291 |
При маркировке трубных деталей указывают класс точности резьбы: 1-й, 2-й и 3-й. Рядом находится буква A или B. Первая из них означает наружную резьбу, а вторая – внутреннюю, причем самая грубая из них соответствует первому классу, а наиболее точная – третьему.
Средние значения отклонений размеров резьбы для часто применяемых труб:
| 1/8 | +107 | +214 | -107 | -214 |
| 1/4 | +125 | +250 | -125 | -250 |
| 1/2 | +142 | +284 | -142 | -284 |
| 3/4 | +142 | +284 | -142 | -284 |
| 1 | +180 | +360 | -180 | -360 |
Маркировка и параметры
Маркировка дюймовых крепежных изделий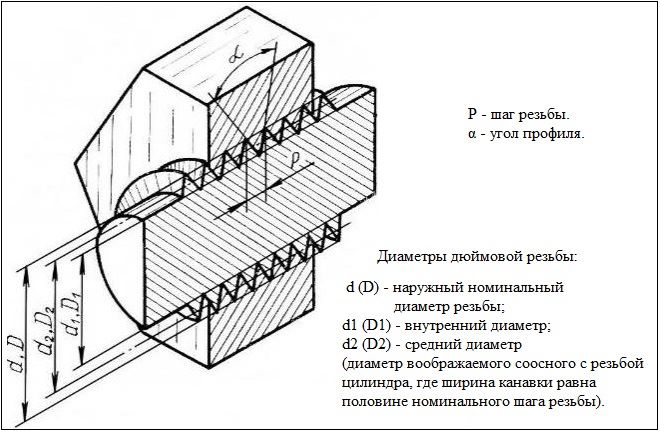
Параметры дюймовой резьбы
Соответствие двух систем обозначений
В связи с тем, что угол на вершине витков дюймовой трубы более острый, на одном и том же отрезке помещается большее количество гребней. Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Примерное соответствие наиболее часто применяемых резьб с учетом допусков указано в таблице:
| Дюймовая | Метрическая | ||
| Наименование | Наружный диаметр, мм | Наименование | Внешний диаметр, мм |
| 1/8 | 9,3 – 9,7 | М 10х1,5 | 9,7-9,9 |
| 1/4 | 12,9 – 13,1 | М 14х1,5 | 13,6-13,9 |
| 1/2 | 20,5 – 20,9 | М 22х1,5 | 21,6-21,9 |
| 1 | 33,0 – 33,2 | М 36х2 | 35,6-35,9 |
Маркировка дюймовых крепежных изделий
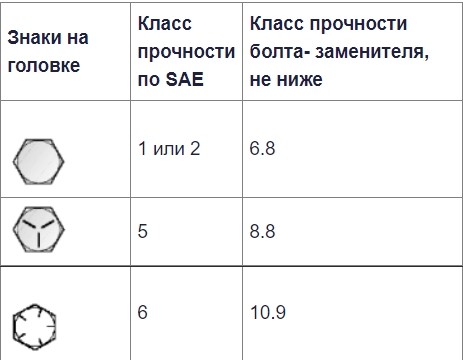
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| |
1 или 2 | 6.8 |
| 5 | 8.8 | |
| |
6 | 10.9 |
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления. Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого лучше не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала.
Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из различных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
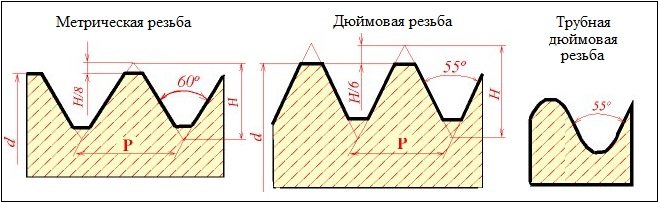
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.

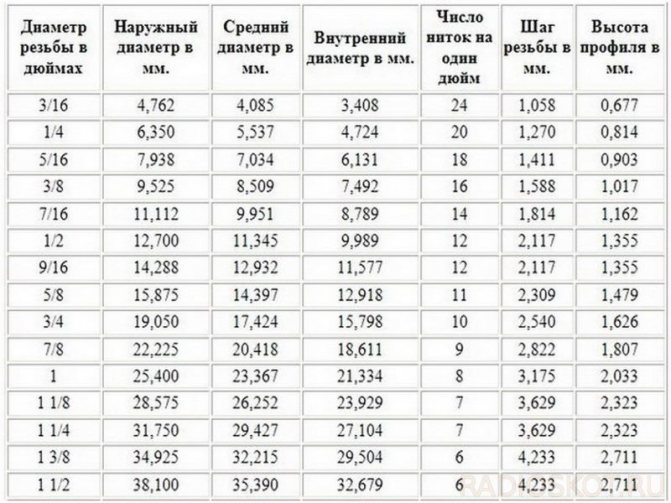
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу, разобрали ее размеры, привели таблицы соответствия диаметров в дюймах и миллиметрах (мм), а также рассмотрели перевод метрической системы. Мы перечислили способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того как ознакомитесь со статьей, можете прочитать про наши товары. Компания «Рокта» уже 15 лет на российском рынке – мы занимаемся продажей ленточнопильных станков. За это время мы охватили практически все города страны.
![]()
Какие диаметры труб существуют
Различают внутренний и внешний диаметры трубы. Кроме того, при сопоставлении дюймов и миллиметров используют в качестве показателя среднее значение этого параметра, которое часто входит в формулы расчета.
Стальные
Для определения диаметра стальных соединителей с нанесенной резьбой используют дюймы. В этом случае измеряют внутренний диаметр, или ДУ (диаметр условного прохода).
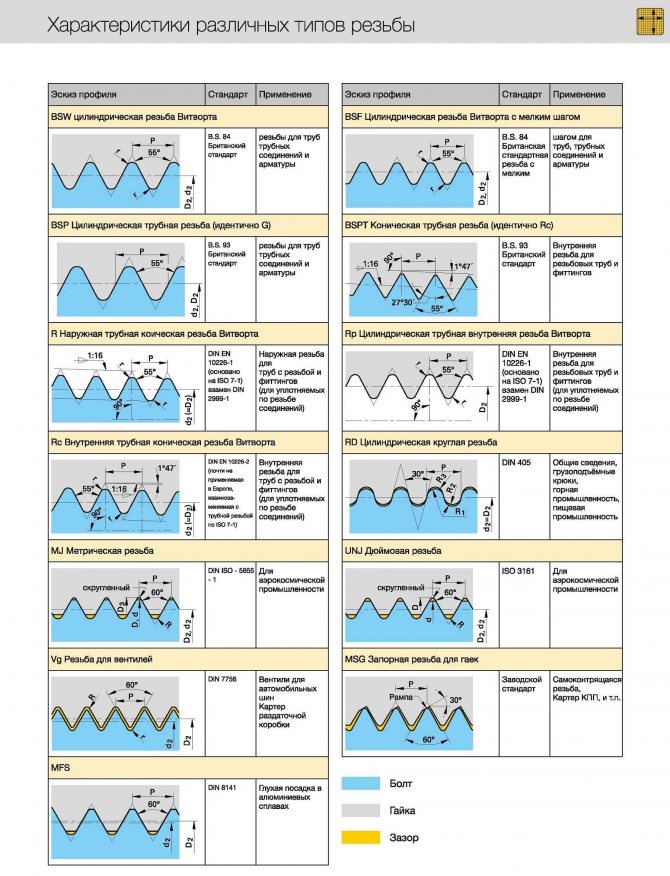
Виды
Резьбовые соединения отличаются не только конструкционными особенностями и формой, но и другим параметрами — поверхностью нанесения, направлением витков.
По поверхности нанесения
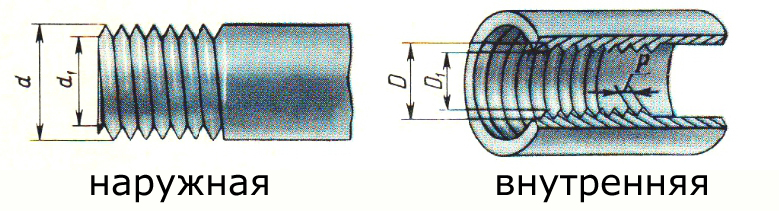
Резьба может быть:
- Внутренней. Создается на внутренних поверхностях цилиндрических или конических деталей (для различных изделий, она играет роль охватывающей).
- Наружной. Наносится на наружные поверхности конических и цилиндрических заготовок (для различных деталей, является охватываемой поверхностью).
Интересное: Как обозначается шероховатость поверхности на чертеже — классы и ГОСТ
По направлению
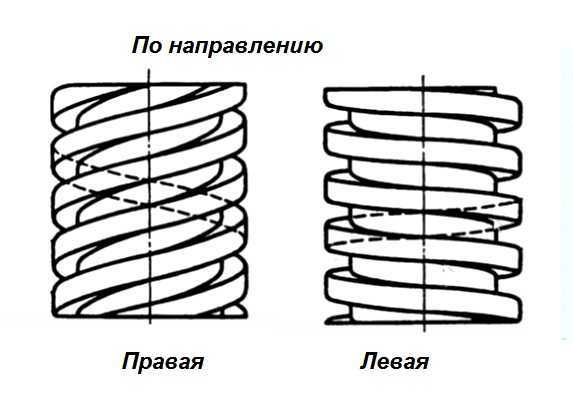
Резьбовые соединения бывают:
- Правосторонними. Нарезаются по часовой стрелке;
- Левосторонними. Нарезаются против часовой стрелки.
Величина момента соединения UNC
Для обеспечения прочности резьбового соединения требуется соблюдать момент затяжки. Этот параметр для болтов типа UNC, а также гаек SAE можно увидеть в данной таблице:
|
Размер резьбы, дюймы |
Момент затяжки стандартных болтов и гаек |
|
|
Н*м* |
Фунт силы-фут** |
|
|
1/4 |
12± 3 |
9±2 |
|
5/16 |
25 ± 6 |
18± 4,5 |
|
3/8 |
47± 9 |
35 ± 7 |
|
7/16 |
70± 15 |
50± 11 |
|
1/2 |
105± 20 |
75±15 |
|
9/16 |
160 ± 30 |
120± 20 |
|
5/8 |
215± 40 |
160 ± 30 |
|
3/4 |
370 ± 50 |
275 ± 37 |
|
7/8 |
620± 80 |
460 ± 60 |
|
1 |
900 ± 100 |
660 ± 75 |
|
11/8 |
1300 ± 150 |
950 ± 100 |
|
1 1/4 |
1800 ±200 |
1325 ±150 |
|
1 3/8 |
2400 ± 300 |
1800 ± 225 |
|
1 1/2 |
3100 ± 350 |
2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Определение резьбового шага
Шаг у стандартизированной дюймовой резьбы определяется при помощи приспособлений и специализированных техтаблиц. Это позволяет максимально точно определить расстояние между соседствующими витками резьбы или канавками.
При отсутствии специализированного оборудования и справочных материалов, резьбовой шаг можно определить самостоятельно. Простейший вариант, найти гайку с заранее известным размером шага, если она без усилий накручивается на резьбу, значит шаг у них одинаковый. Для варианта с внутренней резьбой можно воспользоваться болтом с известным шагом.
Рассчитать средний шаг резьбы можно линейкой с дюймовыми делениями. Далее можно действовать двумя способами. Подсчитать количество витков на 1 дюйм, и поделив его на 1 получить шаг в долях дюйма. Второй способ, измерить какой длины будет резьба с определенным заранее количеством витков, например, отсчитать 20 витков и измерить их длину, которую и поделить на 20. Такой метод подходит только для резьбы наружного типа.
Чтобы измерить резьбовой шаг внутренней резьбы, на нее наносится краситель, после чего делается оттиск при помощи трубы подходящего диаметра. Далее измерения производятся таким же способом, как и для наружной резьбы.
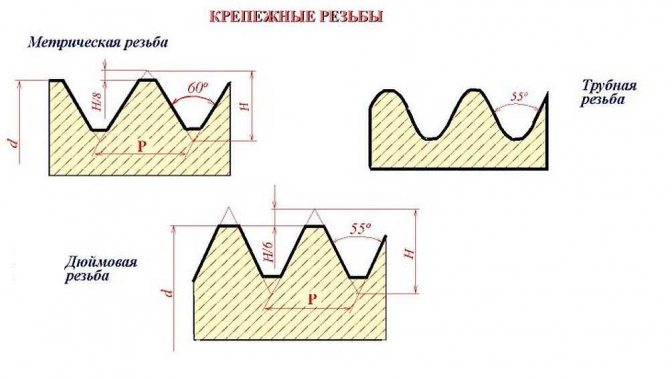
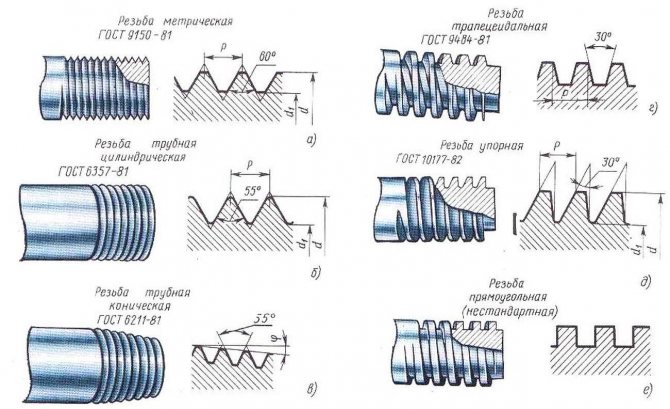
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
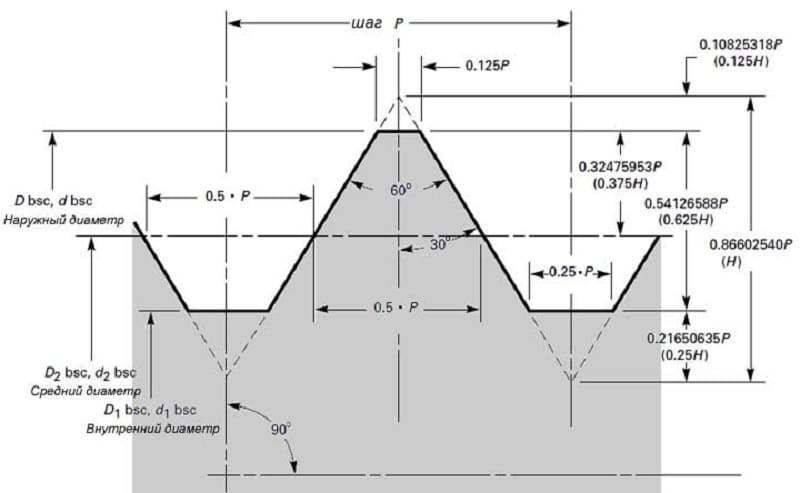
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
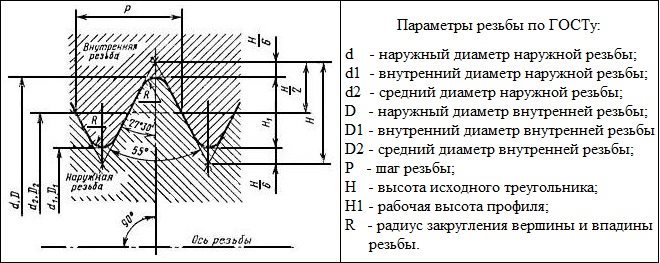
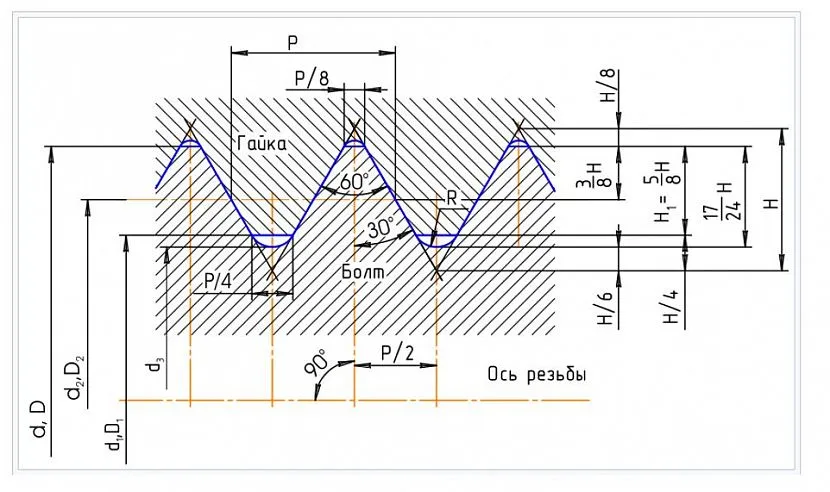
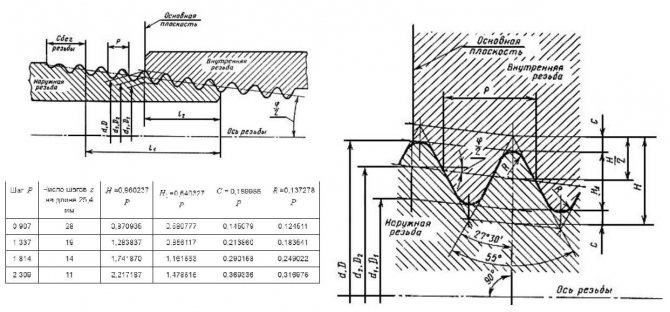
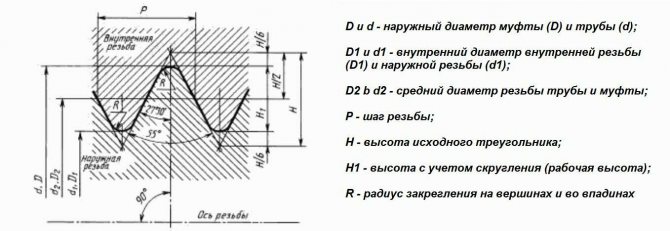
Чертеж. Основные параметры профиля по ГОСТу
Читайте также: Композитная арматура: преимущества и недостатки, характеристики и применение в строительстве
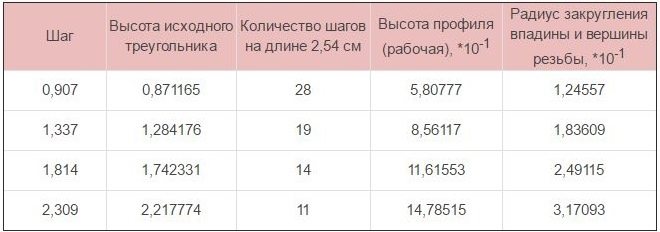
Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.

![]()
![]()
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Читайте также: Проволока вязальная 0.8, 1, 1.2, 1.6, 2, 3, 4, 5, 6, 7, 8 мм.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
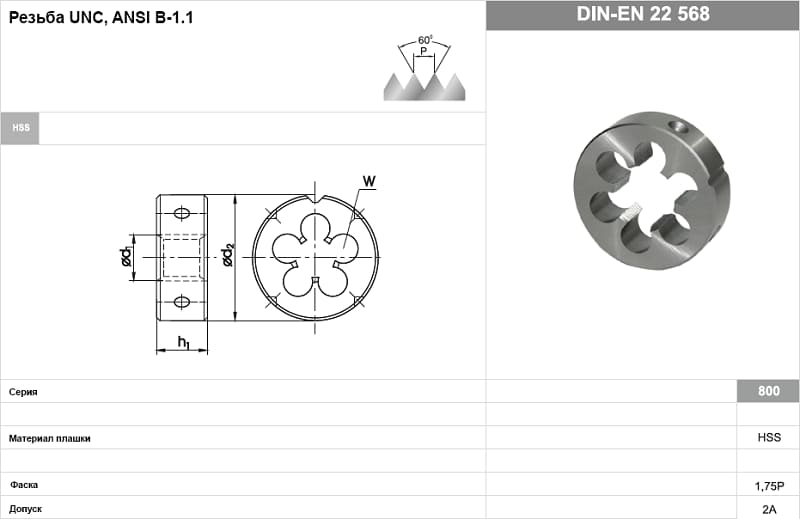
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Почему размеры трубной резьбы в дюймах?
Один из самых частых вопросов, которые можно встретить на тематических форумах — почему все размеры для труб даются в дюймах, а не сантиметрах. Все дело в том, что ГОСТ, который начал действовать еще на постсоветском пространстве, был сформирован на основе английского стандарта — BSW. Его основатель — инженер-конструктор Витворт еще в первой половине 19 века создал винтовой профиль. Соединение, в котором он мог быть использован, полагалось как разъемное. Витворт позиционировал свой профиль как универсальный, максимально надежный. Естественно, что все размеры инженер давал в привычных для его страны дюймах. При составлении собственного стандарта не стали отказываться от точных измерений.
Для справки: существует понятие “трубный дюйм”. Оно не научное и его нет в ГОСТе, но на практике просто не заменимо. Сразу отметим, что параметры этой единицы не совпадают с привычным. Хотя прямая зависимость между ними есть. Одна единица трубного дюйма — это наружный диаметр, но имеет значение и внутренний, который равен одному обыкновенному. Объяснение такому несоответствию простое — все трубы производятся в сортаменте (диаметр, длина и др.), но вот толщина стенок у всех разная и зависит от назначения изделия. Здесь и появляется такое понятие как “условный диаметр” — имеется ввиду внутренний, который составляет пару с заданным стандартом наружным.
Пример: водопроводная дюймовая труба. Условная единица — 25 мм при наружном 33,6. А вот реальный D может быть как 27,1 (стандартные стенки), так и 25,6 (если стенки утолщенные).
Проверка шага резьбы
Соблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
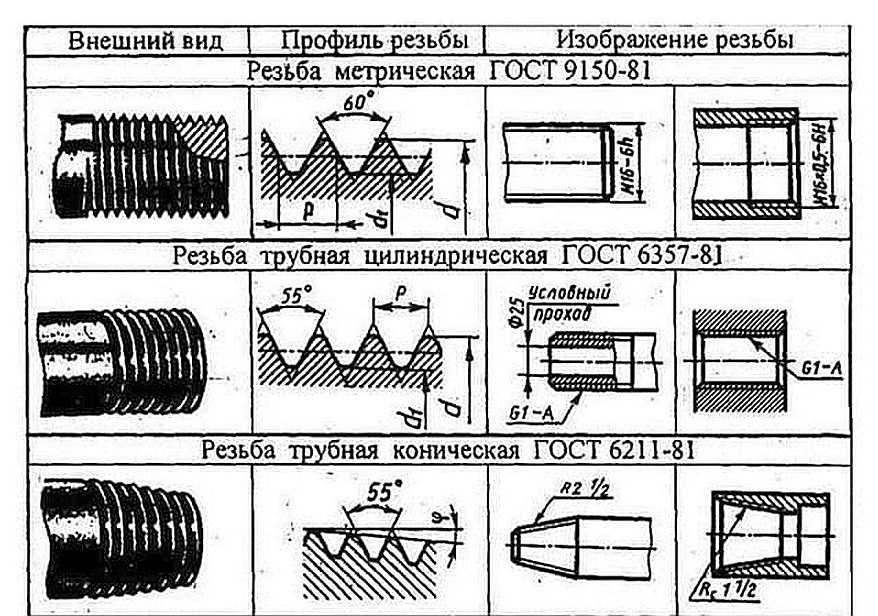
Государственные стандарты, сертификация
Описание профиля, основных размеров и допусков конической резьбы и допусков для внутренних трубных цилиндрических соединений с совокупностью наружных конических регламентируются ГОСТ 6211-81. Нормативы, касающиеся взаимозаменяемости описаны в ГОСТ 6357-81.
Нормы взаимозаменяемости для метрической конической резьбы прописаны в ГОСТ 5229-82. В свою очередь основные нормы взаимозаменяемости, касающиеся диаметра и шага резьбовых соединений, регламентируются государственным стандартом 8724-2002.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Принципы обозначения
Чтобы определить основные параметры соединения, важно разбираться в маркировке. В обозначении, которое должно присутствовать на любом чертеже с резьбовыми соединениями, должна быть указана следующая информация:
- группа;
- число витков на единицу измерения;
- номинальный размер;
- направление расположения витков;
- длина завинчивания;
- размер наружного диаметра.
По действующему ГОСТу обозначение дюймовой резьбы должно содержать информацию о классе точности (от 1 до 3). Классу 3 соответствует резьбы максимальной точности, при нанесении которых учитывается множество требований. Класс 1 — самые грубые соединения, в которых допускаются отклонения, погрешности.
Пример расшифровки обозначения G 2” LH-3-60:
- буква G — обозначение формы резьбы (в данном случае она цилиндрическая);
- цифра 2 — размера наружного диаметра;
- буквы LH — направление резьбы (в данному случае она левая).
Цифрой 3 обозначается класс точности, числом 60 — длина завинчивания. 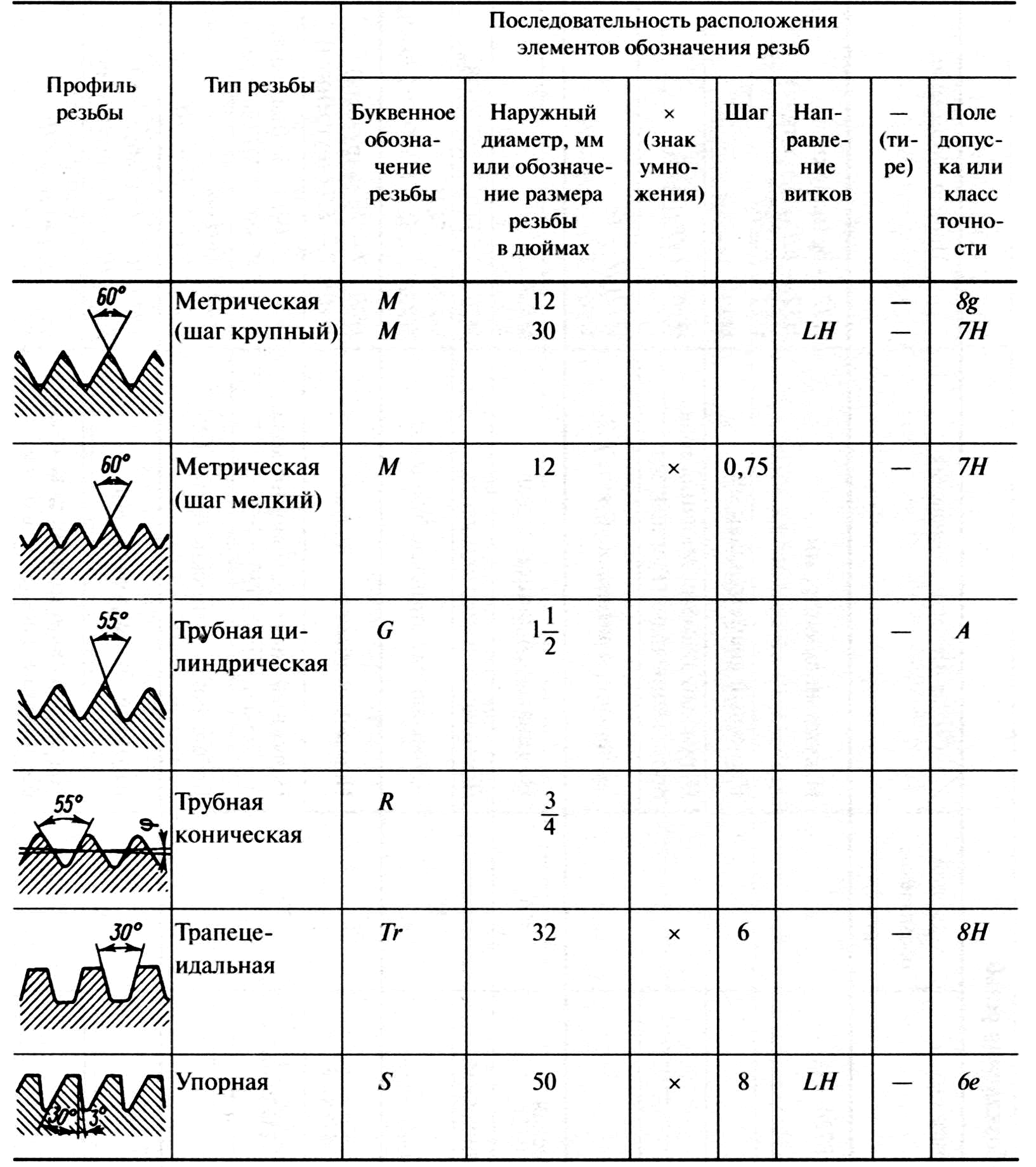
Диаметры стальных труб
В практике существуют диаметры: номинальный, внутренний, наружный, условный проход. Значения указывают в маркировке труб: для стальных — в дюймах, для других — в миллиметрах. Как определить диаметр стальной трубы в мм? В этом помогут таблицы соответствия диаметров изделий из стали.
Основной характеристикой стальной трубы является ее диаметр. Этот параметр определяет назначение, длину трубопровода, состав и физические характеристики транспортируемого вещества. Все значения диаметра стандартизированы и регламентируются нормативными документами – типоразмеры и требования к изделиям регламентируются ГОСТ. Каждому типу трубы соответствует свой стандарт.
Какие диаметры труб существуют
Теоретически диаметр трубы достаточно упрощенно добавляют в формулы при определении каких-либо величин. На практике все сложнее – различают наружный, внутренний, номинальный диаметры, толщину стенки. Какие понятия встречаются и что они означают:
- Условный проход – внутренний размер трубы, определяемый в миллиметрах. В дюймах требует округления величины. Используется для правильной стыковки двух изделий, например, трубопровода и фитинга.
- Толщина стенок трубы (S)– физическая величина в миллиметрах, от которой зависят многие качественные показатели изделия, в том числе проходимость, объем. Определяется как разница между наружным и внутренним диаметром.
- Внутренний диаметр – физическая величина в миллиметрах, важный параметр для определения проходимости магистрали. Формула для расчета: Двн=Дн-2S
- Наружный диаметр (Дн) – имеет малые размеры (5…102 мм), средние – 103…426 мм, большие – 427 мм и более.
- оминальный диаметр – близкий по определению к условному проходу, но имеет более точные значения.
Численная величина диаметров стальных труб
Огромный сортамент стальных труб различного назначения, исполнения, видов представляется в виде таблиц, где основными параметрами являются:
- условный проход (или номинальный диаметр);
- наружный диаметр трубы;
- толщина стенки.
Иногда в таблицу диаметров стальных труб вводят значения массы изделия в зависимости от ее размеров, а также параметры номинального диаметра.
Стандартные размеры стальных труб
Общепринятые стандартные значения внутреннего диаметра стальных труб определяются рядом: 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 110 и т.д. Условный проход трубы, исчисляемый в дюймах, при пересчете на метрическую систему как раз округляется в большую сторону до ближайшего параметра из стандартного ряда.
Таблица 3. Стандартные диаметры стальных труб
Категория диаметров Размеры, мм
Наиболее часто используемые трубы – диаметром от 426 до 1220 мм. Это магистрали для водо-, газопроводных, канализационных, оросительных систем.
Для водопровода и отопления в квартирах многоэтажных и частных строений применяются трубы малого диаметра. Изделия среднего диаметра из стали используют для стояков в городской инфраструктуре, а также в нефтепромысловой отрасли. Это изделия диаметром ¾», для разводки внутри ½».
По таблицам аналогично определяют диаметры труб из пластика, меди, латуни. Методика перевода дюймовой размерности в метрическую используется при соединении изделий из разных материалов. При наличии фитингов монтаж газоводопроводных магистралей из стали упрощается – в соединительных элементах уже учтены эти нюансы.
Табличные значения диаметров стальных труб
Таблицами удобно пользоваться при определении точных размеров изделий при их соединении. Например, трубы из стали чаще всего обозначают в дюймах — эта размерность принята во многих уголках мира. В то время как полимерные изделия принято исчислять в миллиметрах, что создает некоторые трудности при стыковке металлопластиковых, чугунных, медных труб со стальными в водопроводной системе. Таблицы соответствия диаметров помогают определить нужные размеры стыковочных элементов и правильно их соединить.
Таблица 1. Типоразмеры стальных сварных и бесшовных труб
Условный проход трубы (Dy) мм Диаметр резьбы (G), дюйм Наружний диаметр трубы (Dнар),мм Водогазопроводная труба стальная Бесшовная стальная Полимерная
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 1/4″ | 42,3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 1/2″ | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
В таблице 1 параметрам условного прохода в мм соответствуют определенные значения внутреннего диаметра в дюймах. Обратите внимание, как различаются значения наружного диаметра у разного вида труб: бесшовной, электросварной, металлопластиковой. Разница может достигать 17 мм.
Это интересно: Марки и виды инструментальной стали: описание углеродистых, легированных и быстрорежущих
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.

Метрический резьбомер с открытыми вкладышами Источник tdchiz.ru
Существует несколько типов резьбомеров:
- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.
- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.

Замер резьбы с помощью электронного штангенциркуля Источник stroyday.ru
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.

Таблица для самостоятельного определения резьбы Источник trubomet.ru
Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).

Замер шага резьбы Источник moy-metall.ru
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если, напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией. Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 3100 ± 350 |
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Читайте также: Как установить в стене дюбель: практические рекомендации по монтажу изделия
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
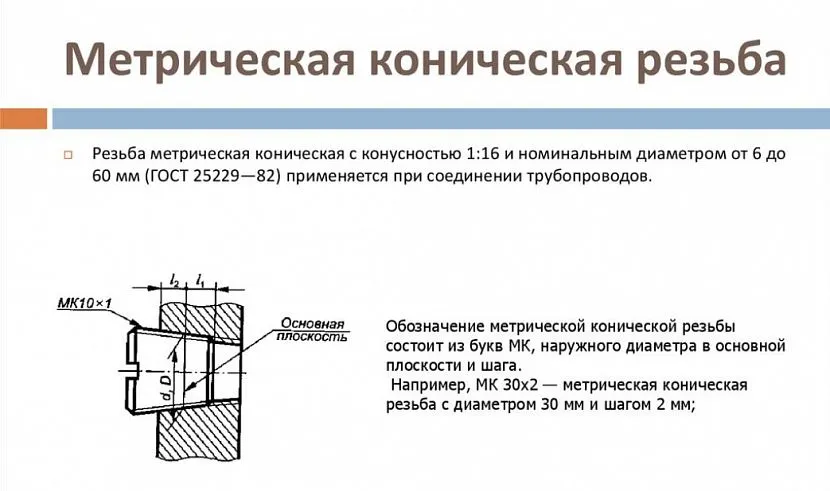
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).