Как просверлить нержавейку в домашних условиях: видео, фото, советы. Как просверлить нержавеющую сталь?
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.

При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Применение охлаждающих и смазочных материалов
Сверление отверстий в изделиях, которые изготовлены из нержавеющей стали стандартным металлическим сверлом и по простой технологии не рекомендуется ввиду особенной структуры сплава, которая отличается повышенной вязкостью. Использование обычного сверла приводит к тому, что в процессе работы происходит избыточно сильный нагрев всех элементов, которые в нем участвуют, что может негативно повлиять на рабочий инструмент и финишное качество.

Чтобы избежать трудностей при самостоятельном сверлении и сделать отверстие правильно и максимально ровно используют качественные охлаждающие жидкости, которые одновременно выступают и смазочным материалом.
В промышленных масштабах действуют мощные сверлильные станки и оборудование, которое оснащено системой автоматической подачи жидкости. Некоторые мастера оборудуют подобным приспособлением и старые или самодельные станы, сооружая его на основе насоса от автомобильной помпы или другого подходящего варианта.

Распространенной и грубой ошибкой начинающих мастеров является окунание сверла в воду во время работы. То есть сначала делают отверстие насухо, затем раскаленный стержень опускают в холодный раствор. Поступать так категорически нельзя, это снижает свойства детали, и на определенном этапе заготовка сломается, тоже касается и самого рабочего инструмента.

Состав, который применяют при сверлении нержавейки чаще всего производят на основе смеси технического масла или других видов с высокими показателями вязкости и коллоидной серы, протертой в порошок (которую часто используют для процедуры окуривания в садоводстве и виноградарстве.). Эти два элемента смешивают между собой в равных пропорциях и получают необходимый для качественной работы охлаждающий материал.

Более эффективным вариантом охлаждения является раствор на основе серы и жирных кислот. Последние легко получить самостоятельно по следующей технологии:
- небольшой кусок хозяйственного мыла стандартной марки измельчают до порошкообразного состояния;
- добавляют в емкость горячую воду (70-80 градусов) и как следует все перемешивают;
- в слегка остывший раствор добавляют несколько капель технической кислоты(соляной);
- через несколько минут, когда на поверхности образуются характерные жирные пузырьки, их «гасят» большим количеством охлажденной или ледяной воды.

Полученный затвердевший слой и есть необходимые для работы жирные кислоты, которые впоследствии смешивают с серным порошком в пропорции 1 к 6 и используют в качестве компенсатора нагрева при сверлении. При невозможности проделать подобную процедуру или за неимением подходящих материалов можно приобрести готовые варианты жидкостного охлаждения, которые продаются в специальных магазинах (но стоимость их будет гораздо выше, чем тех, что получают самостоятельно).
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.

Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
Продукция — Техмашхолдинг — группа компаний, официальный сайт
-
Нержавеющая сталь широко используется в бытовой и промышленной сфере для создания различных предметов из-за значительного количества положительных качеств. Она представляет собой сплав различных материалов, которые придали нержавейке устойчивость к коррозии и агрессивной среде. Исходя из их процентного соотношения, в сплаве удается создать разные типы материала. В домашних условиях часто используют предметы из так называемой пищевой нержавейки, краны и смесители, раковины и мойки на кухне, столовая посуда и другие вещи. Поэтому часто для каких-либо целей необходимо просверлить нержавейку. Однако к процессу следует подготовиться. То есть, изучить рекомендации более опытных мастеров, если процедура своими руками выполняется впервые, а также подобрать подходящие сверла и смазки. Кроме опыта, потребуется толика чуткости и внимательности. Это далеко не единственное, что требуется мастеру. Больше всего при сверлении помогает смазочная жидкость, без которой мастер рискует повредить сверла и материал. Смазка состоит из машинного масла и серы, поэтому ее легко распознать по вязкой форме и повышенной жирности. Кроме правильного выбора материала, нужно знать некоторые особенности того, как просверлить отверстие в нержавейке.
Нюансы при сверлении
Что необходимо сделать, так это определиться с инструментом. Что именно использовать зависит от того, какого диаметра нужны отверстия. Если до 12 мм, то в домашних условиях обходятся ручной дрелью. Ничто другое не поможет рассверлить отверстия в нержавейке качественно, как предварительная разметка. Она особенно эффективная, когда делают одиночные отверстия или обрабатывается каленый и листовой металл. Под сверло на заготовке наносят осевые риски, а потом делают небольшое углубление в изделии. Позже их углубляют до необходимого размера.
Шаблон – вот что еще поможет сэкономить время при сверлении, ведь на нем заранее отмечены контуры отверстий. Мастерам приходится идти на хитрость, когда работа выполняется с краю поверхности. Обычно здесь нужны полуотверстия, которые делают следующим образом: к обрабатываемому изделию присоединяют пластину из такого же материала, которую зажимают в тисках. После чего можно рассверливать стандартное углубление, а по завершении работы просто убирать присоединенную пластину.
Полезные приемы при сверлении
У каждого мастера, который набил руку в этом деле, найдется парочка хитрых приемов, значительно упрощающих процесс сверления. Множество видео и фото на сайте наглядно продемонстрируют, что и как необходимо сделать.
В первую очередь, следует обратить внимание на то, в какой плоскости находится рабочая поверхность. Когда нужно просверливать отверстие в горизонтально расположенном объекте, охлаждающую жидкость наливают в небольшую пробку, через которую и осуществляют сверление. Если конструкция установлена вертикально, тогда на место будущего отверстия прикрепляют шарик из парафина. Благодаря такой хитрости удаётся быстро выполнить работу даже в самых неудобных местах. Другой важный нюанс, о котором следует помнить, когда планируют сверлить сталь нержавеющего типа, установка дрели на минимальные обороты. Чтобы получить стандартные отверстия достаточно скорости до 150 оборотов. При слишком высоких оборотах смазочный материал просто не успеет охладить сверло.
Что делать с тем оборудованием, где нет переключателя скоростей? Нажать на кнопку «Пуск» и отпустить через 1-2 секунды. Если работать такими короткими нажатиями, то мотор дрели не разовьёт большую скорость. Если предстоит много и часто сверлить нержавейку, следует купить специальную подставку для дрели. В финансовом плане траты будут небольшими, а процесс значительно упростится. Определить, что сверло затупилось или перегрелся материал, можно по потемнению стружки. Поэтому сведущие в работе мастера сначала используют сверла небольшого диаметра, например, четверку. Затем доводят отверстие до нужного размера, получая ровные и аккуратные края. Это особенно важно, когда сверлят нержавеющие трубы. В этом случае идеальный результат можно получить только с помощью специального ступенчатого конусного сверла. Когда требуется сделать отверстие большого диаметра, примерно от 15 миллиметров, применяют корончатое, проще говоря, коронка.
Использование смазочных материалов
Чтобы процедура не закончилась неудачей, нужно использовать охлаждающие материалы. Всё дело в том, что нержавеющая сталь отличается повышенной вязкостью. В процессе работы нагрузка приходится одновременно на сверло и материал, в результате чего, может произойти перегрев либо одного, либо другого. Поэтому так важно предусмотреть, чем охлаждать инструмент. Когда сверлить приходится много, разумнее пристроить к станку автоматическую подачу смазочных материалов. Если сверление единичный и редкий случай, то обрабатывают сверла непосредственно перед сверлением. В качестве смазочного материала используют смесь из машинного масла и серы. При этом серу можно взять как коллоидную, так и для окуривания, хорошо известную, как «серный цвет». Если она была приобретена в виде порошка, то вещество просто смешивают с машинным маслом. Когда же сера кусковая, то ее предстоит еще перетереть. Действенной охлаждающей смазкой является смесь серы с жирными кислотами, которые можно получить дома из обычного хозяйственного мыла.
Для этого выполняются следующие действия:
- кусок мыла натирают, а полученную массу заливают горячей водой;
- техническую соляную кислоту осторожно вливают к мыльному раствору;
- когда на поверхность всплывут жирные кислоты, влить холодную воду;
- дождаться, пока они затвердеют и снять верхний слой.
При создании охлаждающего материала жирные кислоты и сера берется в пропорции 6:1. Потраченные усилия и время оправданы, потому что такой состав поможет просверлить даже самую толстую нержавеющую сталь.
Выбор сверла
Выбор надежного сверла – важный этап при подготовке к сверлению. В продаже можно найти зарубежные инструменты, выпускаемые по стандарту DIN-338 и имеющие маркировку HSS-CO.
По ней становится понятным, что в составе имеется не менее 5% кобальта, как в старых советских сверлах. Распознать изделие для нержавеющей стали можно по тупому углу заточки, который облегчает центровку в начале работы.
Такой инструмент легко достать в любой специализированном магазине по приемлемой стоимости.
Что касается твердосплавного инструмента, то он подходит для обработки нержавеющей поверхности и изделий из этого материала. Вот только могут возникнуть проблемы с его приобретением, поскольку подобные сверла имеются не в каждом строительном магазине, плюс стоят гораздо дороже.
При выборе инструментов следует приобретать только высокопрочные изделия. Можно поискать старые кобальтовые сверла, которые до сих пор считаются лучшими.
Если постигнет неудача, тогда стоит остановиться на продукции компании Ruko, Bosch, Gross, Hilti, которые есть в большинстве магазинов. Цена зависит от диаметра, к примеру, инструмент 3 мм можно купить примерно от 100 рублей. Чем больше диаметр, тем выше цена.
Настоящим умельцам не составит труда подогнать угол обычного сверла при наличии дома алмазного круга.
oxmetall.ru
Подготовительный этап и необходимые инструменты
Непосредственно перед началом работы необходимо подготовить поверхность заготовки, на которой будет изготавливаться отверстие. При этом с детали удаляются заусенцы в данном случае используют наждачную бумагу, а также маслянистые и жирные пятна. В результате мастер добьется нормального отведения тепла с места сверления.
При резком охлаждении нагретых участков происходит отбеливание металла, такое явление происходит в результате структурного строения материала. Отбеленная область характеризуется низкой прочностью, а также хрупкостью. Механические нагрузки могут привести к дефектам металлической заготовки.
На крупных промышленных предприятиях для охлаждения заготовки и инструмента применяются эмульсии. В составе они содержат сульфированные и хлорированные масла, в некоторых случаях применяют керосиновый раствор. Благодаря данной жидкости удается избежать изменения в структуре металла. Для станков одним из условия считается плавное изменение частоты вращения шпинделя, а также плавность опускания сверла в заготовку.
В условиях частной мастерской применяют электрические дрели с возможностью регулировки вращения. Приводные двигатели необходимо подбирать высокой мощности, при этом мастер получит отверстия больших диаметров. Для предотвращения поломки сверла, а также сохранения точности обработки используют механизм крепления заготовки и станка.
Инструмент для сверления
Техника безопасности при сверлении
Главные эксплуатационные факторы, которые повышают риски травматизма, — это электричество и вибрации. Удар током смертельно опасен, поэтому важно всегда контролировать положение кабеля. Он ни в коем случае не должен попадать в зону работы. Причем изначально лучше отдавать предпочтение моделям дрели с двойной электроизоляцией.
Читайте также: Центробежные насосы для воды: область применения и разновидности, особенности эксплуатации
Затем другой вопрос – как просверлить нержавейку с минимальным дискомфортом от вибраций? Дело в том, что длительные и систематические работы со строительным инструментом именно через сильные колебания в итоге сказываются на состоянии нервной системы, на зрении и органах дыхания.
Выходом станет применение штатной системы гашения вибраций, а также установка дополнительных пружинных устройств на корпус. К примеру, шарнирные демпфирующие приспособления создают эффект амортизации, практически исключая ощутимые колебания.

Принципы выбора сверл по нержавейки
Выбирая сверла для нержавеющей стали, необходимо обращать внимание на ряд факторов:
- Мастера рекомендуют отдавать предпочтение оснастке с тупым углом заточки. Это упрощает центровку на начальном этапе проведения работ.
- Надежный, долговечный вариант — буравчики из твердых сплавов. Минусы — высокая цена.
- Лучшими считаются кобальтовые сверла.
- Желательно выбирать продукцию известных брендов — Bosch, Ruko, Hilti, Gross.
Чем больше диаметр, тем выше цена.
Отличительные признаки
Рассмотрим основные особенности, которые отличают сверла по металлу кобальтовые от других подобных инструментов.
- Материалом изготовления таких сверл является только быстрорежущая сталь.
- В качестве основного легирующего элемента, улучшающего характеристики материала изготовления, используется кобальт. Сверла из быстрорежущей стали, легированной кобальтом, способны успешно переносить значительные механические и тепловые нагрузки, что дает возможность успешно применять их для сверления труднообрабатываемых материалов даже без использования принудительного охлаждения.
- Стандартный угол заточки кобальтового сверла, сформированный режущими кромками, составляет 135°.
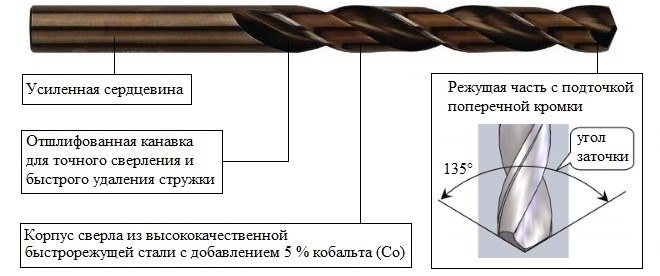
Отличительные признаки кобальтовых сверл
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch. Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях. Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Как просверлить нержавейку? Сверла по нержавейке. Тонкости сверления нержавеющей стали

Нержавеющая сталь активно используется в строительной отрасли, позволяя сооружать долговечные и прочные конструкции без риска коррозийного повреждения.
Однако прочностные качества и в целом физические характеристики таких сплавов создают немало проблем на этапе монтажных мероприятий, когда требуется выполнение точечной слесарной обработки.
Например, создание отверстий – одна из самых популярных операций такого рода, позволяющая подготовить технологические зоны для будущего крепежа.
Соответственно, возникает вопрос о том, как просверлить нержавейку? Задача непростая и требующая использования специального инструмента. Также техника непосредственного выполнения работы требует от исполнителя знания определенных нюансов процесса.
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ.
Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой.
К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Выбор подходящего сверла
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия.
Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления.
При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Конструкционные параметры сверла: что учесть?
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа.
На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2.
Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала.
Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы.
В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло.
Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками.
Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя.
Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов.
Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch.
Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях.
Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Техника безопасности при сверлении
Главные эксплуатационные факторы, которые повышают риски травматизма, — это электричество и вибрации. Удар током смертельно опасен, поэтому важно всегда контролировать положение кабеля. Он ни в коем случае не должен попадать в зону работы. Причем изначально лучше отдавать предпочтение моделям дрели с двойной электроизоляцией.
Затем другой вопрос – как просверлить нержавейку с минимальным дискомфортом от вибраций? Дело в том, что длительные и систематические работы со строительным инструментом именно через сильные колебания в итоге сказываются на состоянии нервной системы, на зрении и органах дыхания.
Выходом станет применение штатной системы гашения вибраций, а также установка дополнительных пружинных устройств на корпус. К примеру, шарнирные демпфирующие приспособления создают эффект амортизации, практически исключая ощутимые колебания.
Третий способ: сверло и дремель
Данный метод получения отверстия нужного диаметра можно назвать альтернативным. Его можно использовать в тех случаях, когда диаметра ступенчатого сверла не хватает.
Размещаем будущее отверстие не только по центру, но и по внешнему диаметру.
Керним и ступенчатым сверлом сверлим максимально возможный диаметр.
Теперь берем в руки дремель, и отрезной насадкой доводим отверстие до нужного диаметра.
Вот в итоге.
В конке края всех сделанных отверстий зачищаем надфилем, чтобы убрать заусенцы и острые грани. И устанавливаем нужные краны, тэны, фитинги и так далее.
Нержавейка очень капризный металл в плане обработки. Поэтому про прошествии трех представленных способов, могу сказать, что оптимальный, быстрый и удобный — это сверление ступенчатым сверлом.
Такие сверла в Китае стоят не дорого, взгляните сами — Али Экспресс сверла
Перенимайте мой опыт друзья и делитесь своим в комментариях. Всем пока!
Углы заточки сверла по металлу таблица для правильной геометрии инструмента
Чтобы просверлить любой материал, важно подобрать подходящий инструмент. Главный параметр сверла (без учета диаметра) – угол заточки его режущих кромок.
Для общего планирования следует равняться на такие значения:
| Материал | Угол, в градусах |
| Магний, сплавы на основе магния | 84-85 |
| Силумин | от 90 до 100 |
| Полимеры включая текстолит | от 90 до 100 |
| Титан | от 90 до 120 |
| Конструкционная сталь и чугун | от 115 до 118 |
| Бронза с малой твердостью, латунь | от 115 до 120 |
| Бронза с высокой твердостью | от 120 до 130 |
| Медь, сплавы с высоким содержанием меди | от 120 до 125 |
| Плитка, гранит, мрамор, керамогранит | 135 |
| Пиломатериалы любой породы и сорта | 135 |
| Алюминий, сплавы с высоким содержанием алюминия | от 135 до 140 |
Геометрия сверла оказывает решающее значение на процесс и результат сверления.
Назначение и конструктивные особенности инструмента
Получение отверстий в нержавеющей стали требует самых разных исполнений сверла. Типовая конструкция (режущая часть, тело, хвостовик и лапка) проектируются для получения глухих, сквозных и ступенчатых по глубине отверстий.
Хвостовик (конический или цилиндрический) служит для крепления сверла в патроне. Ввиду значительного усилия, приходящегося на обрабатываемую зону, расходник важно зафиксировать как можно лучше – поэтому «тыловая» часть должна иметь достаточную длину.
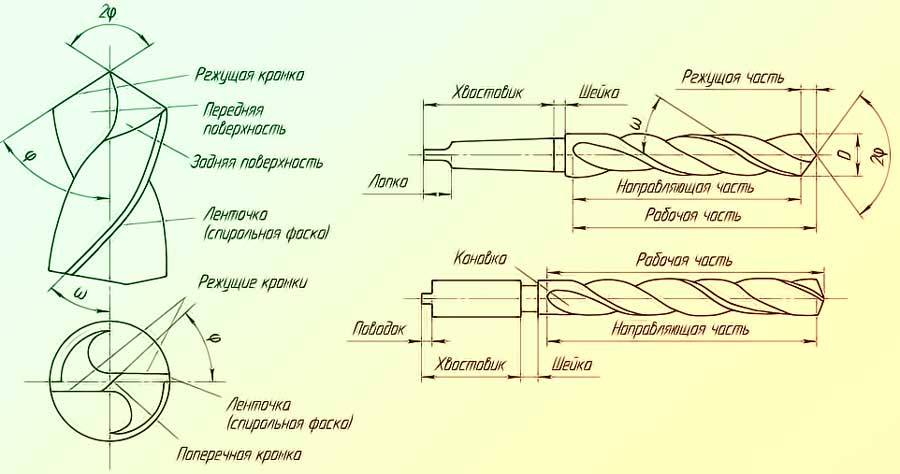
Винтовые нарезы на рабочей части служат в основном для удаления стружки от режущих кромок. Они конструируются по определенным соотношениям, и чем больше диаметр изделия, тем глубже и шире выемки.
Профессиональные модели имеют дополнительные «ленточки» по длине тела сверла. Они как бы выступают над основным диаметром, в результате чего инструмент меньше касается просверливаемого отверстия. Его ресурс становится защищенным, изделие работает дольше.
Особенности различных видов заточки сверл
Чтобы просверлить отверстие в мойке из нержавейки или детали самолета потребуется подходящая заточка сверла. Она подбирается с учетом диаметра инструмента и свойств металла заготовки. Чаще всего применяются такие варианты заточки:
- «Н» (универсальная): с 2 режущими и 1 поперечной кромками, угол – не более 120 градусов;
- «НП»: поперечная кромка подточена, что понижает нагрузки на рабочую часть;
- «НПЛ»: подтачиваются поперечная кромка и лента, что в целом облегчает сверление;
- «ДП»: двойная обработка, кромки – 1 поперечная и 4 режущие;
- «ДПЛ»: конструкция «ДП» с подточенной ленточкой, что улучшает теплосъем.
На наличие сквозного канала для подвода СОЖ заточка не оказывает влияния.
Полезная статья: Поксипол клей двухкомпонентный эпоксидный
Как правильно выбрать углы заточки
Чтобы просверлить отверстие следует предварительно подобрать заточку сверла по специальной табличке – в полном соответствии с режимом работы и свойствами целевого материала.
Важность этого – в сохранении как самого сверла, так и обрабатываемой поверхности. В худшем случае вместо правильного круга будет рваная дырка.
Выполнение операции
Технически правильная заточка проводится на точильном станке с исправными упором и защитным экраном. Сам круг должен быть с достаточной прочностью и целым.

Подавать на абразивную поверхность инструмент необходимо с тыловой части режущей кромки – вручную или с применением специального механизма.
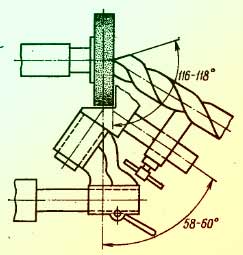
Прижатие выполняется для получения определенного угла (требуемого уклона) этой части. Отследить корректность оптимально по специальному шаблону.
Ключевое при заточке – сформировать равные по длине кромки, которые будут расположены симметрично и под равным углом к продольной оси сверла.
Полезная статья: Какие бывают разряды у сварщиков
Как просверлить нержавейку в домашних условиях: видео, фото, советы

Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
1 Сверление нержавеющей стали – выбираем смазку
Многие домашние умельцы, привыкшие делать в быту все своими руками, очень удивляются, когда им не удается при помощи обычного сверла просверлить отверстие в «нержавейке». Такая сталь от других металлов отличается повышенной вязкостью, поэтому сверло практически сразу же нагревается, как только человек начинает обрабатывать изделие из нержавеющего сплава.
А это означает, что операция может пройти успешно лишь в том случае, если вы позаботитесь о качественном охлаждении сверлящего инструмента.

Для охлаждения приспособления, используемого для сверления отверстий в «нержавейке», обычно используется специальный смазочный состав, состоящий из серы и машинного масла. Серу можно применять как коллоидную, так и особую для окуривания. В строительных магазинах последняя продается именно под названием «для окуривания» (иногда может называться «серный цвет»). Ее, как правило, допускается использовать без каких-либо дополнительных приготовлений. Если же вы приобрели серу крупных фракций, ее следует сначала тщательно перетереть и только после этого смешивать с машинным маслом.
Сверление отверстий в конструкциях из нержавеющей стали будет в разы эффективнее при эксплуатации охлаждающего состава, сделанного на основе жирных кислот и все той же серы. Указанные кислоты не нужно нигде покупать, сделайте их сами. Для этого возьмите самое дешевое хозяйственное мыло, размельчите его, а затем высыпьте получившуюся смесь в горячую воду. В эту композицию добавляют соляную техническую кислоту и ждут до тех пор, пока на поверхность не начнут всплывать нужные нам жирные кислоты.

Как только кислоты поднимутся наверх, необходимо налить в емкость, где производится операция, холодной воды (жалеть ее не нужно, чем больше нальете, тем лучше). В результате начнет происходить затвердевание жирных кислот, и их можно будет без малейших затруднений снять с поверхности жидкости. Озвученный процесс выделения требуемых соединений (мыло в горячую воду – охлаждение – снятие кислот) можно повторять несколько раз (3–5).
Смешивание жирных соединений с коллоидной либо «окуривающей» серой осуществляется с соблюдением пропорции шесть к одному. То есть на одну часть серы необходимо добавлять шесть частей кислот. Профессионалы уверяют, что с таким охлаждающим составом просверлить «нержавейку» любой толщины будет несложно (если, конечно, вы будете соблюдать и другие рекомендации, о которых мы расскажем ниже).
Средство из мыла
Судя по отзывам, неплохим охлаждающим и смазывающим средством является состав, основой для которого послужило хозяйственное мыло. Сделать средство можно следующим образом:
- Вначале кусок мыла тщательно измельчается. Лучше обзавестись дешевой продукцией.
- Далее мыло в виде порошка разводится в горячей воде.
- Затем раствор следует заправить технической соляной кислотой.
- Некоторое время смесь должна постоять.
- Разбавить холодной водой.
- На поверхность должны всплыть жирные кислоты, которые и будут использоваться для изготовления охлаждающей смазки.
- В кислоты добавить серу в соотношении 6:1.
Судя по отзывам, с полученным раствором легко просверливается толстая нержавеющая сталь.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа. На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2. Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.