Металлургия — важное звено тяжелой промышленности. Какой конечный продукт металлургии
Особенности
Не только металлы являются основой предприятий черной металлургии. Предприятия по добыче и переработке сопутствующих материалов, кокса, огнеупоров также входят в состав отрасли черной металлургии.
Можно выделить такие особенности черной металлургии, которые присущи именно ей, в отличие от производства цветных металлов:
- Более одной трети выпускаемой продукции (сталь и сплавы на основе железа, чугун) является основой всего машиностроения;
- Более четверти продукции используется в строительстве для создания элементов нагруженных и несущих конструкций.
Спецификой предприятий металлургического комплекса черной металлургии является то, что они, по большей части, составляют основу индустрии государства, являясь, вместе с тем, одними из самых высоких капитало- и материалоемкими.
Организация выработки металла на предприятиях черной металлургии отличается сильной региональной зависимостью. Для переработки руды и производства первичного металла (чугуна) требуются большое количество кокса, рудного сырья и электроэнергии. Подсчитано, что сырье и топливо составляют более 90% общих затрат на производство черного металла. Необходимость в транспортировке огромных масс рудного и топливного сырья диктует необходимость решать задачи рационального размещения предприятия. Наиболее часто предприятия черной металлургии концентрируются таким образом:
- Возле рудных месторождений. Требуется доставка топлива;
- Вблизи источников топлива (предприятия угледобычи). Остается вопрос поставки рудного сырья;
- На оптимальном расстоянии между источниками сырья и топлива.
Большинство комбинатов по производству черного металла сосредоточены вблизи залежей железных руд. Можно объяснить это тем, что изначально, в годы массового строительства металлургических предприятий, восстановление железа из обогащенного сырья производилось посредством древесного угля, добываемого непосредственно вблизи месторождений. При переходе на использование кокса стало выгоднее организовать его доставку, чем переносить металлургическое производство.
Можно заметить, что здесь не указана зависимость производства от электроэнергии, хотя потребность в ней чрезвычайно велика. Это объясняется тем, что передача электрической энергии даже на большие расстояния не сопоставима по сложности организации и стоимости с доставкой тяжелых и объемных материалов производства.
Предприятия вторичной переработки металлического лома черных металлов (передельная металлургия) сосредоточены вблизи крупных центров машиностроения.
Сырье
Сырьевая база является основой металлургического производства. В зависимости от типа металлургического предприятия, источники сырья могут быть разные. В частности, черная металлургия может делиться на такие отрасли:
- Предприятия полного цикла. Большинство стадий производственного цикла, обогащение руд, производство кокса, выплавка и прокат металла сосредоточены на одном объекте.
- Передельныеметаллургические предприятия. Одна из стадий, а это, в основном, производство сталей и сплавов, выделена в отдельную отрасль.
- Малая черная металлургия. Характеризуется тем, что цеха по производству металла входят в состав машиностроительных предприятий.
Сырьем черной металлургии для передельных и малых предприятий служит полуфабрикат для выработки стали – чугун, металлолом и прочие отходы основного металлургического производства. В данную группу производств входит изготовление ферросплавов, в состав которых входят различные легирующие добавки.
Добыча руды черных металлов
Добыча руды, ее обогащение, выплавка характеризуют предприятия полного цикла. Для черной металлургии характерно использование сырья с высоким процентным содержанием металла при больших объемах переработки. Добыча и обогащение руды требуют серьезных затрат электрической энергии и требовательны к наличию доступных водных ресурсов.
Типы и особенности предприятий
Природная основа черной металлургии – топливо и металлическое сырье.

Россия богата на ископаемые и сырье для развития этой отрасли, но их территориальное размещение неравномерно. Поэтому строительство комбинатов имеет привязку к определенным районам. Выделяют три типа черной металлургии, от них непосредственно зависит географическое положение производственных комплексов:
- металлургия полного цикла, подразумевающая присутствие всех производственных этапов, которые осуществляются на территории одного предприятия;
- металлургия неполного цикла отличается тем, что один из процессов выделен в отдельное производство;
- малая металлургия, которая характеризуется отдельными металлургическими цехами в составе машиностроительных комплексов.
Полный цикл производства включает в себя как основное производство чугуна, стали, проката, так и подготовительный этап к плавке железных руд – ее обогащение для повышения содержания в ней железа. Для этого удаляется пустая порода и обжиг для устранения фосфора, углекислоты, серы.
Для обеспечения качества конечного продукта необходимо применение следующих компонентов:
- технологического топлива;
- воды;
- легирующих металлов;
- флюсов;
- огнеупорных материалов.

В качестве топлива в основном выступает кокс из высококалорийного, малозольного, малосернистого и высокопрочного угля, а также газ. Металлургические предприятия полного цикла в большинстве своем размещаются поблизости к топливным, сырьевым и водным ресурсам, а также к вспомогательным материалам.
При производстве 90% затрат идут на топливо и сырье. На кокс из них приходится – около 50%, на железную руду – 40%. Предприятия полного цикла располагаются близко к сырьевым источникам – в Центре и на Урале, топливным базам – комплексы на Кузбассе, а также заводы между пунктами – в Череповце.
Состав отрасли
В состав металлургической отрасли полного цикла по выплавке и переработке черных металлов входит большое число предприятий, основные из которых выполняют следующие задачи:
- Добыча металлических руд, их обогащение.
- Добыча и подготовка вспомогательного нерудного сырья – огнеупорной глины, известняковых флюсов.
- Коксохимическая промышленность, включая выработку коксового газа.
- Выплавка черного металла, чугуна, отливок, углеродистой стали и проката.
- Вторичная переработка черного металлического лома и отходов производства.
Если брать за основу технологию изготовления металла, то можно выделить такие виды металлургического цикла:
- чугунно-доменные предприятия;
- производство стали, в том числе, мартеновское, электродуговое, конвертерное, непрерывной разливки;
- прокатное производство.
Металлургическое производство
Основу металлургического производства полного цикла составляет доменное производство чугуна. Сама технология восстановления железа из руды при использовании доменного процесса подразумевает насыщение железа большим количеством углерода, в результате чего получается чугун.
Сталь характеризуется меньшим содержанием углерода, включением в состав легирующих добавок, что требует дополнительных стадий переработки в мартеновских, электродуговых печах или кислородных конвертерах. Таким образом, для получения стали требуется длительный и энергозатратный процесс.
Начиная с середины прошлого века начала развиваться бездоменная металлургия, в которой используется прямое восстановление железа из обогащенного сырья.
Оборудование и технология бездоменного производства стали позволяют уменьшить энергозатратность производства, сократив операции технологического процесса, к тому же, сталь получается более чистой, без вредных примесей серы и фосфора, как при традиционном производстве.
Роль черной металлургии в промышленности
Как уже говорилось, продукция черной металлургии является основой для тяжелой промышленности.
Предприятия черной металлургии основную массу готовой продукции выпускают в виде литого и передельного чугуна, мартеновской и конвертерной стали, а также готового проката, стальных и чугунных труб.
Изготовление ферросплавов также входит в отрасль черной металлургии и важно для дальнейшего использования в составе легированных сталей.
Передельный чугун в дальнейшем подвергается плавке и обезуглероживанию для получения сталей с различным содержанием углерода.
Большая часть стали производится в виде слитков, которые, в дальнейшем, подвергают ковке и прокатке для получения профиля различного сечения:
- заготовки;
- листовой прокат;
- сортовой прокат;
- бесшовные трубы;
- специальные виды.
Стальной профиль сортового проката используют непосредственно в конструкциях (мосты, перекрытия зданий, железнодорожные рельсы). Наиболее распространен сортовой прокат для непосредственного использования:
- тавр;
- двутавр;
- швеллер;
- угол.
Все перечисленные наименования сортового проката выпускаются в широком диапазоне стандартизированных размеров.
Классические стальные трубы сварной конструкции получают из листового проката.
К специальным видам проката относят такие сложные элементы, как:
- оси и колеса железнодорожной техники;
- зубчатые колеса различного назначения.
Фасонное литье чугуна применяется для станин машин самого различного назначения (метало- и деревообрабатывающие станки).
Передельные предприятия занимаются переработкой передельного чугуна, металлического лома, отходов металлургического производства. В настоящее время более половины продукции металлургического процесса составляет передельный металл, полученный переплавкой и очисткой металлического лома.
Сырье, используемое в черной металлургии
Основным ресурсом, используемым для получения продукции, является железная руда. В России ее запасы довольно велики и практически полностью обеспечивают внутренние потребности. Отдельно следует выделить несколько районов добычи руды.
Так, разработка данного полезного ископаемого в промышленных масштабах началась на Урале. До сих пор здесь действуют крупные металлургические комбинаты, которые были созданы одними из первых в стране. Также большие запасы железных руд находятся в Сибири (речь идет о месторождениях Кузбасса).
В европейской части России находится так называемая Курская магнитная аномалия. По отдельным данным, это самое крупное месторождение железных руд на планете. Однако разработка началась только в 30-х годах прошлого века и прерывалась в связи с войной. Находится месторождение на территории Курской и Белгородской областей.
Кроме железной руды для металлургической отрасли необходим коксующийся уголь. Он используется как высококачественное топливо для выплавки чугуна и разрыхления железной руды.
Основные залежи коксующегося угля в России сосредоточены в Кузнецком и Печорском бассейнах.
Особенности производства
Металлургическое производство предполагает цикл технологических процессов, которые могут осуществляться как целиком на одном предприятии, так и на разных. Этапы:
- выплавка чугуна;
- производство стали;
- прокатное производство.
Таким образом, на предприятиях полного цикла осуществляются все вышеперечисленные этапы. Если же завод изготавливает только прокат, то такие производства называют предельными.

На данный момент в мире отдается предпочтение развитию малой металлургии, где производство стали и проката идет на машиностроительных заводах, а это значительно снижает затраты на конечную продукцию. Однако крупные комбинаты полного цикла остаются действующими.
Общий обзор состояния черной металлургии в России
Российская Федерация является одним из крупнейших мировых производителей чугуна, стали и металлопроката. Во многом это обусловлено тем, что в стране имеются богатые залежи железных руд и коксующегося угля, используемого в качестве топливного ресурса. Металлургическая промышленность в России является системообразующей и высокоэффективной отраслью.
История развития металлургической промышленности
Человечество научилось обрабатывать железную руду еще на заре своей истории. Археологи даже выделяют такую историческую эпоху, как «железный век», под которой понимается временной период, когда основными орудиями производства являлись изделия из железа.
В России до времен Петра I металлургия носила кустарный и локальный характер. И только после соответствующих реформ в стране началась промышленная переработка металлов. Выплавка чугуна началась на Урале, где знаменитые промышленники Демидовы основали ряд железоделательных заводов.
После революции, особенно во времена сталинской индустриализации, начали разрабатываться месторождения железных руд на Украине и в районе Курской магнитной аномалии. Во время Великой Отечественной войны основные промышленные мощности были развернуты на Урале и в Сибири.
90-е годы XX века сказались крайне негативно на развитии черной металлургии, однако в последнее время наблюдается планомерный рост производства стали и проката, который, впрочем, еще не достиг докризисного уровня.
Проблемы отрасли
Черная металлургия является одной из наиболее устойчивых отраслей промышленности в нашей стране. Основной ее проблемой является общий спад промышленного производства, особенно ярко наблюдающийся в 90-е годы прошлого столетия. Здесь встает вопрос сбыта продукции, который приводит к снижению объемов выплавки.
Кроме этого, на развитие отрасли во многом влияют цены на железную руду, сталь и прокат на международных рынках, которые отличаются значительной волатильностью.
Перспективы развития отрасли
Основными перспективными направлениями развития черной металлургии являются:
- развитие бездоменных технологий выплавки;
- увеличение доли предельной металлургии за счет использования вторсырья;
- широкое использование изделий из сплавов.
Огнеупорные материалы
Огнеупорные материалы не принимают прямого участия в процессе переплавки руды, но являются важной частью процесса, выполняя защитные и вспомогательные функции
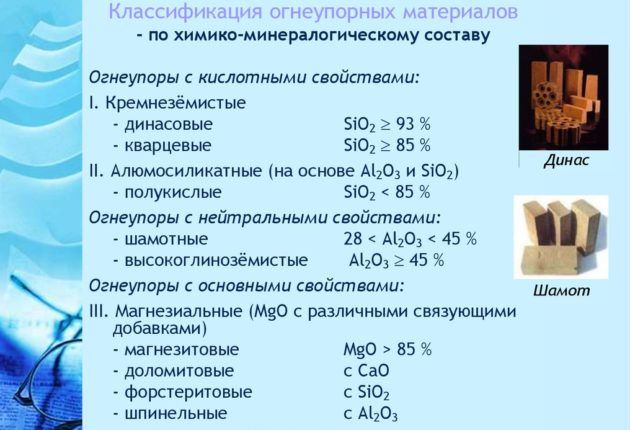
Из них делают внутреннюю обивку печи, именуемую футеровкой.
Основные задачи огнеупоров:
- устойчивость перед нагрузками при высоких температурах;
- выдерживать резкие перепады температур;
- иметь низкую теплопроводность и электропроводность;
- быть устойчивыми перед химическим воздействием шлаков и печных газов.
Чем выше температура, при которой материал переходит в мягкое состояние, тем выше его показатель огнеупорности. Вывод – для различных руд, требуется различный материал для создания футеровки.
Средний температурный показатель огнеупорных материалов в металлургии составляет 1,7—2,1 тыс. Графит обладает гораздо более высоким показателем – 1,7–2,1 тыс. градуса Цельсия.

Но есть и существенный минус – редкие металлы вступают в химическую реакцию с углеродом и образуют карбид, что исключает возможность получения чистого металла.
Типы металлургических комбинатов и факторы размещения
Комбинат полного цикла
Факторы размещения комбинатов полного цикла
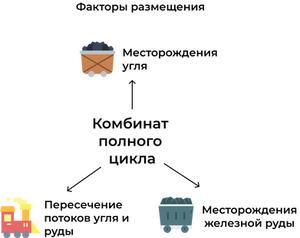
- Сырьевой. В местах добычи железной руды (Челябинск, Липецк)
- Сырьевой. В местах добычи угля (Новокузнецк)
- Транспортный. На пересечение потоков угля и железной руды (Череповец)
Передельный металлургический комбинат
От комбината полного цикла отличается тем, что нет стадии выплавки чугуна, так как сырьем является передел (металлолом)

Преимущества передельного металлургического комбината?
- Меньше выбросов вредных веществ в атмосферу
- Нет дополнительных расходов на доставку сырья
- Не расходуются дополнительные природные ресурс
Факторы размещения предприятий предельной металлургии
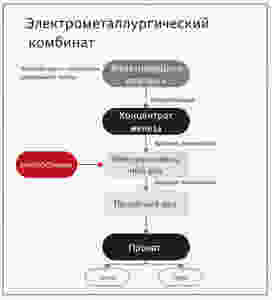
Эллектрометаллургический комбинат
Процесс производства
- Бездомная (нет стадии производства кокса и чугуна) технология.
- Основана на прямом восстановлении железа из обогащенной руды
Преимущества:
- Нет грязных и неэкологичных стадий производства черной металлургии (производства кокса и чугуна)
Факторы размещения эллектрометаллургического комбината

- Наличие мощной электростанции
- Нахождение вблизи железорудных бассейнов
Единственный в России электрометаллургический комбинат
В Старом Осколе находится Оскольский электрометаллургический комбинат. Он использует руды Курской Магнитной Аномалии и электроэнергию Курской и Нововоронежской АЭС.Это единственное в России предприятия металлургии, использующее не традиционный процесс производства металлов.
География металлургических комбинатов


Влияние черной металлургии на окружающую среду
Среди отраслей промышленности черная металлургия — один из крупнейших загрязнителей окружающей среды.
Доля черной металлургии в загрязнение окружающей среды
- 11% из всех выбросов в атмосферу
- 4% загрязненных вод

Особенно сильно воздействуют на природу крупные металлургические комбинаты полного цикла.
Челябинск, Магнитогорск являются одними из самых грязных городов России.
Векторы развития черной металлургии
- Повышение качества металлов
- Увеличение доли предельной металлургии
- Повышение экологичности производства
Состояние рынка и тенденции развития отрасли
В России объем экспорта в черной металлургии превосходит внутреннее потребление. На долю производства непосредственно влияет возможность экспорта, а также уровень конкуренции и торговой политики импортеров.
Если снижается экспорт, происходит и сокращение инвестиционной активности, а соответственно активное развитие этой сферы. При таких обстоятельствах отрасль больше зависит от внутреннего спроса – производств, нуждающихся в этой продукции.
Основной тенденцией перспектив отрасли становится переход к более качественной и чистой черной металлургии.
Приходит время экономно-легированных сталей, отличающихся большим пределом прочности.

Изготовляемые конструкции получаются металлоемкими и имеют длительный срок эксплуатации.
В развитии сферы черной металлургии актуальными становятся следующие направления:
- Модернизация, использование новейших технологий, переориентация предприятий, чья продукция неконкурентоспособна. Основными производителями останутся Череповецкий, Магнитогорский, Нижнетагильский, Кузнецкий, Новолипецкий, Челябинский и другие крупные трубные заводы.
- Рост доли передельных металлургических производств, поскольку такой металл дешевле. Перспективно создание мини-заводов, максимально ориентированных на нужды потребителей. Они способны обеспечить высококачественными металлами, быть узкоспециализированными и выполнять небольшие заказы.
- Ориентация на потребителей, что связано с развитием научно-технического прогресса, усовершенствованием методов обогащения руд, большим скоплением вторсырья в старопромышленных районах.
- Строительство заводов вдали от густонаселенных районов, так как большее значение уделяется мероприятиям по охране природы и экологической безопасности.
- Закрытие заводов, где на «нижних» этажах до сих пор используется устаревшее оборудование.
- Усиление специализации заводов для улучшения качества сталей, сложных видов проката. Начнется активность производств металла для транспортной, строительной, автомобильной и электронной отраслей.

Металлургические базы России
2. Производство чугуна и стали
Материалы, применяемые в доменном производстве, и их подготовка к плавке.
Для выплавки чугуна в доменных печах используют железные руды, топливо, флюсы.
Руды: Железные руды содержат (55…60%) железа в различных соединениях (оксидов, гидроксидов, карбонатов и др.), а также пустую породу.
Марганцевые руды применяют для выплавки сплава железа с марганцем – ферромарганца, а также передельный чугунов. Хромовые руды используют для производства феррохрома, металлического хрома и огнеупорных материалов – хромомагнезитов. Комплексные руды используют для выплавки природно-легированных чугунов. Это железомарганцевые руды, хромоникелевые руды, железованадиевые руды.
Топливо: кокс – для получения необходимой температуры и создавать условия для восстановления железо из руды; в целях экономии часть кокса заменяют природным газом, мазутом, пылевидным топливом.
Флюсы: это известняк CaCО3 или доломитизированный известняк, содержащий CaCО3 и МgСО3. Это необходимо для удаления серы из металла, в который она переходит из кокса и железной руды при плавке. Для нормальной работы доменной печи шлак должен быть достаточно жидкотекучим при температуре 14500С.
Подготовка руд к доменной плавке.
Цель этой подготовки – увеличить содержание железа в шихте и уменьшение в ней вредных примесей – серы, фосфора, а также повышение однородности по кусковатости и химическому составу:
- дробление и сортировка руд по крупности служат для получения кусков оптимальной для плавки величины;
- обогащение руды: гравитация (отсадка) – это отделение руды от пустой породы при пропускании струи воды через дно вибрирующего сита, на котором лежит руда. Магнитная сепарация основана на различии магнитных свойств железосодержащих минералов и частиц пустой породы;
- окускование проводят для переработки концентратов, полученных после обогащения, в кусковые материалы необходимых размеров;
Применяют два способа окускования.
- Агломерация – это спекание мелкой шихты, удаление серы и мышьяка. Получается кусковой пористый офлюсованный материал – агломерат.
- Окатывание – это окатывание шихты из измельчённых концентратов, флюса, топлива, всё это увлажняют, и при обработке во вращающихся барабанах получают шарики-окатыши диаметром до 30 мм.
Выплавка чугуна.
Чугун выплавляют в печах шахтного типа – домнах (рис. 1). Сущность процесса получения чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды, оксидом углерода, водородом, выделяющимся при сгорании топлива в печи и твёрдым углеродом, выделяющимся при сгорании топлива в печи. На рис. — фотография домны шахтного типа.
При работе печи шихтовые материалы, проплавляясь, опускаются, а через загрузочное устройство в печь подаются новые порции шихты в таком количестве, чтобы весь полезный объём печи был заполнен. Полезный объём печи – это объём, занимаемой шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его опускании. Современные доменные печи имеют полезный объём 2000…5000 м3. Полезная высота Н доменной печи достигает 35м.
Эффективность работы доменной печи характеризуется пребыванием шихты в доменной печи (5 – 6 ч) и длительностью компании (5 – 6 лет и более непрерывной работы).
Физико-химические процессы доменной плавки.
Условно процессы, протекающие в доменной печи, разделяют на:
-
- горение топлива;
- разложение компонентов шихты;
- восстановление железа;
- науглероживание железа;
- восстановление марганца, кремния, фосфора, серы;
- шлакообразования;
Горение топлива. Вблизи фурм углерод кокса, взаимодействует с кислородом воздуха, сгорает. При этом в печи несколько выше уровня фурм развивается температура выше 20000С.
Восстановления железа. Шихта (агломерат, кокс) опускается навстречу потоку газов, и при температуре 500…5700С начинается восстановление оксидов железа. Восстановление железа из руды в доменной печи происходит по мере продвижения шихты вниз по шахте печи и повышения температуры в несколько стадий – от высшего оксида к низшему:
Fe2O3 → Fe3O4 → FeO → Fe.
Науглероживание железа. В шахте доменной печи наряду с восстановлением железа происходит и его науглероживание при взаимодействии с оксидом углерода (СО2), коксом, сажистым углеродом. Это приводит к образованию жидкого расплава, который каплями начинает стекать в горн.
Таким образом, в результате процесса восстановления оксидов железа, части оксидов марганца и кремния, фосфатов и сернистых соединений, растворения в железе С, Mn, Si, P, S в доменной печи образуется чугун.
Образование шлака. Шлакообразования активно происходит в распаре после окончания процессов восстановления железа путём сплавления флюсов, добавляемых в доменную печь для обеспечения достаточной жидкотекучести при температуре 1400…15000С, оксидов пустой породы и золы кокса. Шлак стекает в горн и скапливается на поверхности жидкого чугуна благодаря меньшей плотности.
Чугун выпускают из печи каждые 3…4 ч, а шлак 1…1,5 ч. Чугун транспортируют в кислородно-конверторные или мартеновские цехи для передела в сталь. Чугун, не используемый в жидком виде, разливают в изложницы разливочной машины, где он затвердевает в виде чушек-слитков массой 45 кг.
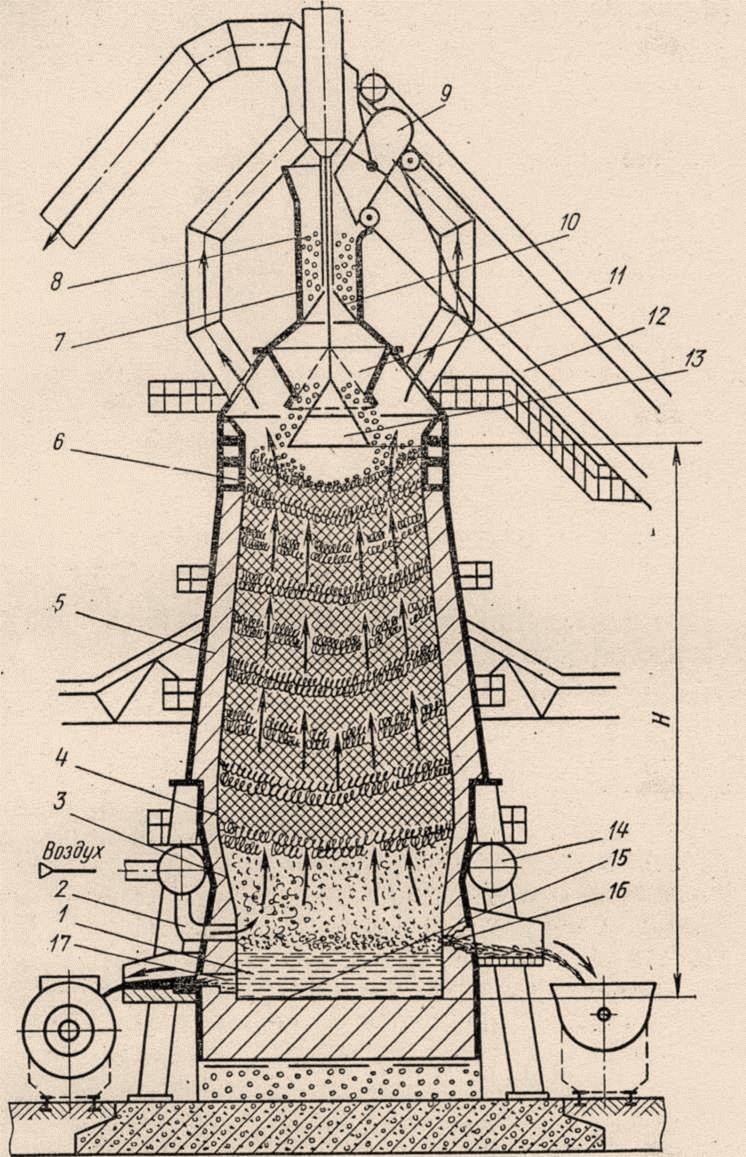
Рис. 1. Устройство доменной печи: 1 – горн; 2 – воздухопровод; 3 – заплечики; 4 – распар; 5 – шахта; 6 – колошник; 7 – приёмная воронка; 8 – засыпной аппарат; 9 – вагонетка; 10 – малый конус; 11 – чаша; 12 – мост; 13 — большой конус (предотвращает выход газов из доменной печи в атмосферу).
Для равномерного распределения шихты в доменной печи малый конус и приёмная воронка после очередной загрузки поворачиваются на угол, кратный 60о.
Рис. Домна шахтного типа
Продукты доменной плавки.
Чугун – основной продукт доменной плавки:
- передельный чугун выплавляют для передела его в сталь в конверторах или в мартеновских печах. Он содержит 4…4,4% С, 0,6…0,8%Si, 0,25…1,5%Mn, 0,15…0,3%P и 0,03…0,07%S.
- литейный чугун используют на машиностроительных заводах при производстве фасонных отливок. Кроме чугуна в доменной печи выплавляют ферросплавы доменные – сплавы железа с кремнием, марганцем и другими элементами, применяемые для раскисления и легирования стали;
- побочные продукты доменной плавки – шлак и доменный газ. Из шлака изготовляют шлаковату, цемент, а доменный газ после очистки используют как топливо для нагрева воздуха, вдуваемого в доменную печь.
На рис. 3 показан выпуск чугуна из домны.

Рис. 3. Выпуск чугуна из домны в ковши
Производство стали.
Сущность процесса. Сущность любого металлургического передела чугуна в сталь является снижение содержания углерода и примесей путём их избирательного окисления и перевода в шлак и газы в процессе плавки.
Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали значительно ниже, чем в чугуне.
Процессы выплавки стали осуществляют в несколько этапов. Первый этап – расплавление шихты и нагрев ванны жидкого металла.
На этом этапе температура металла невысока; интенсивно происходит окисление железа, образования оксида железа и окисление примесей Si, P, Mn. Наиболее важная задача этого процесса – удаления фосфора (одной из вредных примесей стали).
Второй этап – «кипение» металлической ванны – начинается по мере её прогрева до более высоких, чем на первом этапе температур. Кипения ванны, является главным в процессе выплавки, стали.
В этот же период создаются условия для удаления серы из металла. Чем выше температура, тем больше количество FeS растворяется в шлаке, т.е. больше серы переходит из металла в шлак.
Третий этап (завершающий) – раскисления стали – заключается в восстановлении оксида железа, растворённого в жидком металле.
При плавке повышения содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает механические свойства стали, особенно при высоких температурах.
Сталь раскисляют двумя способами:
- осаждающим;
- диффузионным.
Осаждающее раскисления осуществляют введением в жидкую сталь растворимых раскислителей (ферромарганца, ферросилиция, алюминия). В результате восстанавливается железо, а образующиеся оксиды марганца, кремния и алюминия удаляются в шлак.
Диффузионное раскисления осуществляют раскислением шлака. Ферромарганец, ферросилиций и другие раскислители в мелкоразмельчённом виде загружают на поверхность шлака.
В зависимости от степени раскислённости выплавляют спокойные, кипящие и полуспокойные стали.
Спокойная сталь получается при полном раскислении в печи и ковше. Кипящая сталь раскисленна в печи не полностью. Её раскисления продолжается в изложнице при затвердевании слитка благодаря взаимодействию FeO и углерода, который содержатся в металле. Газы выделяются в виде пузырьков, вызывая её кипение. Кипящая сталь не содержит неметаллических включений – продуктов раскисления, поэтому
обладает хорошей пластичностью.
Полуспокойная сталь имеет промежуточную раскислённость между спокойной и кипящей.
Легирование стали осуществляют введением ферросплавов или чистых металлов в необходимом количестве в расплав.
Легирующие элементы (Ni, Co, Mo, Cu), сродство к кислороду у которых меньше, чем у железа, при плавке и разливке практически не окисляются, и поэтому их вводят в печь в любое время плавки (обычно вместе с остальной шихтой). Легирующие элементы, у которых сродство к кислороду больше, чем у железа (Si, Mn, Al, Cr, V, Ti и др.), вводят в металл после раскисления или одновременно с ним в конце плавки, а иногда непосредственно в ковш.
Технологические процессы производства стали.
Стали производят в различных по принципу действия металлургических агрегатах: кислородных конвертерах, электрических и индукционных печах и др.
Производство стали в кислородных конвертерах.
Кислородно-конвертерный процесс – это выплавка стали из жидкого чугуна в конвертере с основной футеровкой (магнезит и доломит) и продувкой кислородом через водохлаждаемую форму (рис 4.).
Перед плавкой конвертер наклоняют (рис. 4,1) через горловину с помощью завалочных машин загружают скрап, заливают чугун при температуре 1250 – 1400оС. После этого конвертер поворачивают в вертикальное рабочее положение, внутрь его водоохлаждаемую форму и через неё подают кислород под давлением 0,9 – 1,4 МПа. Одновременно с началом продувки в конвертер загружают известь, боксит, железную руду (рис. 4,2). Струи кислорода проникают в металл, вызывают его циркуляцию в конвертере и перемешивание со шлаком. Благодаря интенсивному окислению примесей чугуна при взаимодействии с кислородом в зоне под фурмой развивается температура до 2400оС.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 4, 3).
При выпуске стали из конвертера её раскисляют в ковше осаждающим методом ферромарганцем, ферросилицием и алюминием; затем из конвертера сливают шлак (рис. 4,4).
Вместимость конвертера 70 – 350 т расплавленного чугуна.
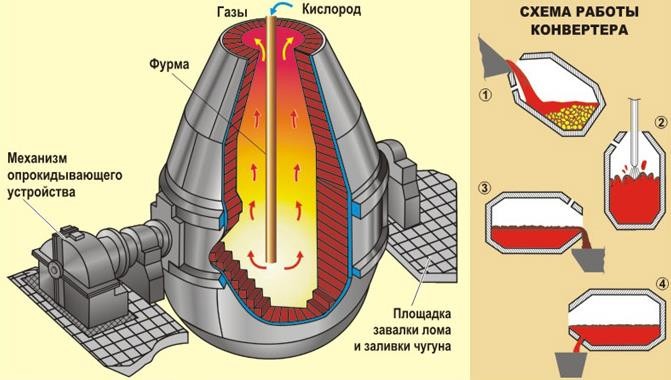
Рис 4. Последовательность технологических операций при выплавке стали в кислородных конвертерах
Шихтовыми материалами кислородно-конвертерного процесса являются:
- жидкий чугун;
- стальной лом (не более 30%);
- известь для наведения шлака;
- железная руда;
- боксит (Al2O3) и плавиковый шпат (СaP2), для разжижения шлака.
В кислородном конвертере благодаря присутствию шлаков с большим содержанием СaO и FeO, перемешиванию металла и шлака создаются условия для удаления из металла фосфора в начале продувки ванны кислородом, когда её температура ещё не высока. В чугунах, перерабатываемых в конвертерах, не должно быть более 0,15% Р и 0,07% S.
В кислородных конвертерах выплавляют: конструкционные стали с различным содержанием углерода, кипящие и спокойные.
В кислородных конвертерах трудно выплавлять стали, содержащие легко-окисляющие легирующие элементы, поэтому в них выплавляют низколегированные (до 2– 3% легирующих элементов) стали. Легирующие элементы вводят в ковш, расплавив их в электропечи, или твёрдые ферросплавы, вводят в ковш перед выпуском из него, стали. Плавка в конвертерах вместимостью 130 – 300 т заканчивается через 25 – 30 мин.
Производство стали в электропечах.
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами, так как в них можно получать высокую температуру металла, создавая окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Для плавки стали используют дуговые и индукционные печи (рис. 5).
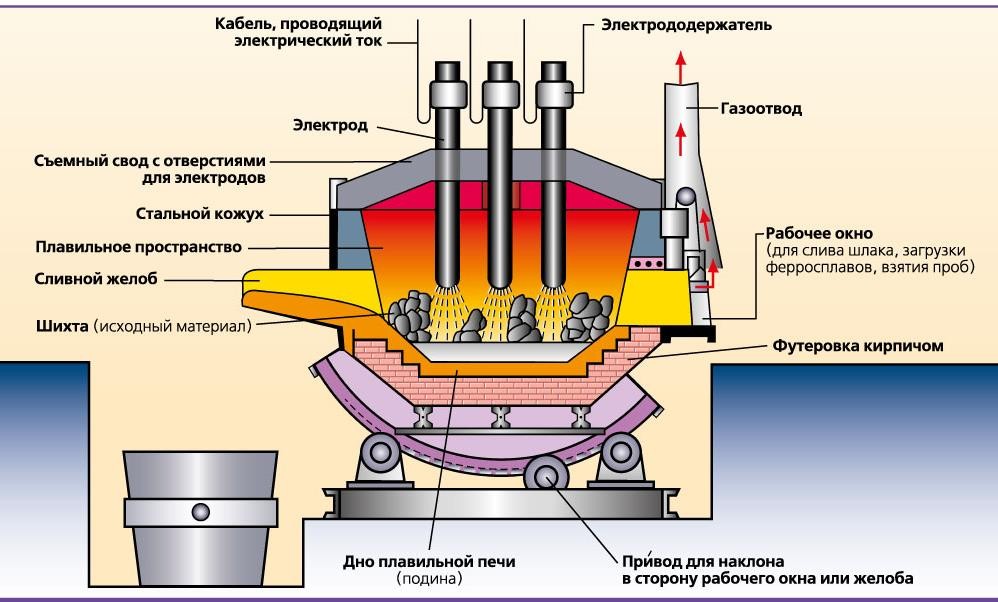
Рис 5. Схема дуговой плавильной электропечи
Дуговая плавильная печь работает на трёх фазном переменном токе. Электрический ток от трансформатора мощностью 25 – 45 кВ *А. Рабочее напряжение 160 – 600 В, сила тока 1 – 10 кА. Во время работы печи длина дуги регулируется автоматически, путём перемещения электродов. На рис. 6 изображена дуговая плавильная печь.

Рис. 6. Дуговая плавильная электропечь постоянного тока

Рис. 7. Выпуск стали из дуговой плавильной электропечи
Вместимость этих печей 0,5 – 400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла, после чего выполняют, конечную стадию раскисления, стали алюминием и силикокальцием и выпускают металл из печи в ковш рис. 7.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
Индукционная тигельная плавильная печь (рис 8).
Через индуктор (4) от генератора промышленной частоты (50 Гц) или от генератора высокой частоты (500 – 2500 Гц) проходит однофазный переменный ток. Ток создаёт переменный магнитный поток, пронизывающий куски металла в тигле. Переменный магнитный поток наводит в них мощные вихревые токи Фуко (1), нагревающие металл до расплавления и необходимых температур перегрева. Тигель изготовляют из основных или кислых огнеупоров (5). Вместимость тигля 60 кг – 25 т. (2) – свод тигельной печи. (3) – горловина для слива металла.
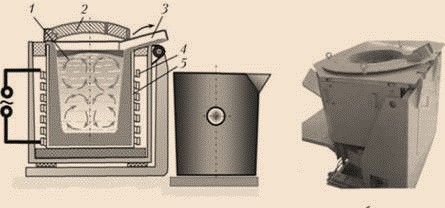
Рис 8. Схема индукционной тигельной плавильной печи
Индукционные печи обладают преимуществами перед дуговыми печами: в них отсутствует электрическая дуга, что позволяет выплавлять сталь с низким содержанием углерода, газов и малым угаром элементов; при плавке в металле возникают электродинамические силы, которые перемешивают металл и способствуют выравниванию химического состава, всплыванию неметаллических включений; небольшие размеры печей позволяют помещать их в камеры, где можно создавать любую атмосферу или вакуум.
Однако эти печи имеют малую стойкость футеровки, и температура шлака в них недостаточна для протекания в них металлургических процессов между металлом и шлаком.
В индукционных печах с основной футеровкой выплавляют, высококачественные легированные, стали с высоким содержанием марганца, никеля, титана, алюминия, а в печах с кислой футеровкой – конструкционные, легированные стали.
При вакуумной индукционной плавке индуктор с тиглем, дозатор шихты и изложницы помещают в вакуумные камеры. Плавка, введение легирующих добавок, раскислителей, разливка металла в изложницы проводятся без нарушения вакуума в камере. Таким способом получают сплавы высокого качества с малым содержанием газов, неметаллических включений, сплавы, легированные любыми элементами. На рис. 9. изображена индукционная тигельная плавильная печь.

Рис. 9. Индукционная тигельная плавильная печь
На рис. 10 зафиксирован рабочий момент плавки стали в индукционной тигельной плавильной печи.

Рис. 10. Плавка стали в индукционной тигельной плавильной печи
Разливка стали (рис. 11; 12; 13).
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого её разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок (МНЛЗ). В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые подвергают прокатке, ковке.
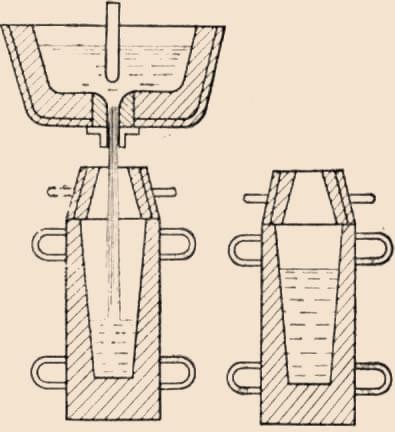
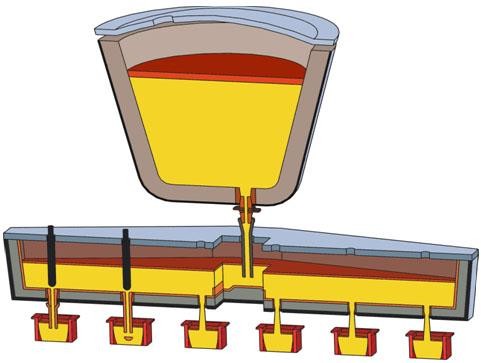
Рис. 11. Схема разливки стали сверху непосредственно из ковша
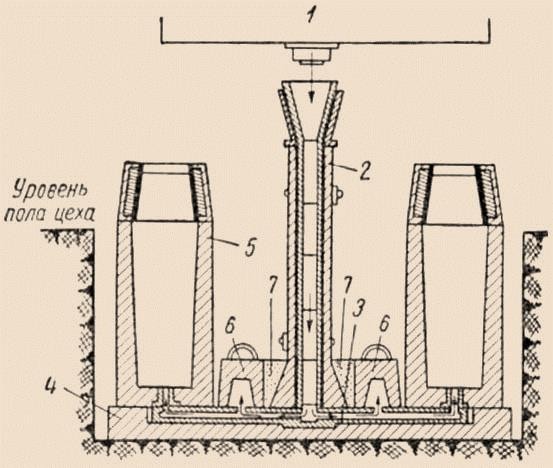
Рис. 12. Сифонная разливка стали: где 1— ковш, 2 — центровой литник, 3— сифонные кирпичи, 4— поддон, 5 — изложницы, 6 — шлакоуловители, 7 — огнеупорная масса
Сверху отливаются слитки крупного развеса (до 200 т), а также некоторые сорта легирован стали (быстрорежущей, шарикоподшипниковой и др.), в которых допустимо минимальное содержание неметаллических включений.
По сифонному способу из ковша 1 через центровой литник 2 одновременно заливается в зависимости от развеса слитков от двух до 60—
100 изложниц. При этом металл, проходя по центровому литнику 2, поступает по системе каналов, образованных специальными сифонными кирпичами 3 в чугунном поддоне 4, к каждой изложнице 5. Преимущества сифонного способа: можно отливать одной струей большое число слитков, поверхность слитков получается чистой, вследствие уменьшения высоты и объема усадочной раковины можно получить качественные слитки развесом до 20—30 г стали. Недостаток сифонной разливки — трудоемкая работа по сборке изложниц под разливку и большой расход металла на литники. Поэтому при разливке дорогостоящих сталей этот способ не применяют.
Прогрессивным способом является непрерывная разливка стали (рис. 13).
Металл из ковша заливается непрерывной струей в промежуточное устройство, а из него поступает в охлаждаемые водой кристаллизаторы, в которые предварительно закладываются стальные заготовки, образующие дно. При соприкосновении жидкого металла с этими заготовками
(затравками) и стенками кристаллизаторов начинается быстрое затвердевание его, еще более усиливающееся при проходе через зону вторичного охлаждения. Затвердевшая заготовка вытягивается роликами, действующими от специального механизма к тележкам газорезок, разрезается на куски, а затем по конвейеру поступает в прокатный цех. Применение способа непрерывной разливки стали позволяет сократить отходы металла с 15—20% при обычной разливке до 3—5%, т. е. в 5 раз.
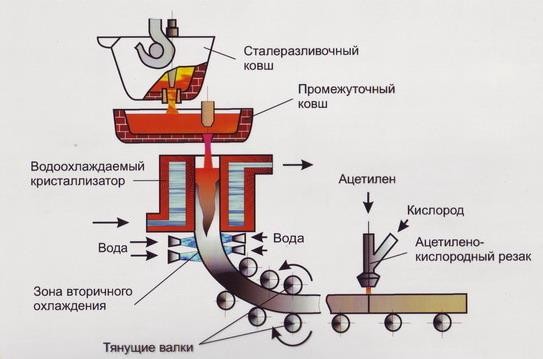
Рис. 13. Схема машины непрерывного литья заготовок (МНЛЗ) Изложницы – чугунные формы для изготовления слитков (квадратных,
прямоугольных, круглых или многогранных поперечных сечений). Слитки квадратного сечения переделывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т.д.). Слитки прямоугольного сечения переделывают на лист. Из слитков круглого сечения изготовляют трубы, колёса. Многогранные слитки используют для поковок.
Для прокатки отливают слитки массой 200 кг – 25 т; для поковок – массой 300 т и более. Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т, легированные и высококачественные стали – в слитки массой 500 кг – 7 т, а некоторые сорта высоколегированных сталей – в слитки массой в несколько килограммов.
Машины непрерывного литья могут иметь несколько кристаллизаторов, что позволяет одновременно получать несколько слитков, которые могут быть прокатаны на сортовых станах, минуя блюминги и слябинги.
Строение слитка.
Залитая в изложницы сталь отдаёт теплоту её стенкам, поэтому затвердевание стали начинается у стенок изложницы. Толщина закристаллизовавшейся корки непрерывно увеличивается, при этом между жидкой сердцевиной слитка и твёрдой коркой металла располагается зона, в которой одновременно имеются растущие кристаллы и жидкий металл между ними. Кристаллизация слитка заканчивается вблизи его продольной оси.
Сталь затвердевает в виде кристаллов древовидной формы – дендритов.
Размеры и формы дендритов зависят от условий кристаллизации (рис. 14).
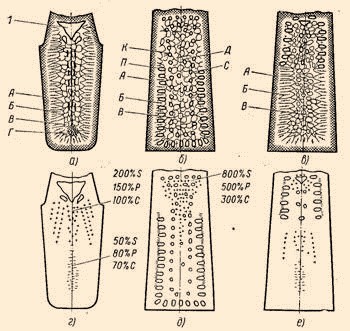
Рис. 14. Схема строения стальных слитков: а, г – спокойная сталь; б, д – кипящая сталь; в, г – полуспокойная сталь;
А – тонкая наружная корка мелкозернистых кристаллов; Б – зона крупных столбчатых кристаллов (дендриты); В – зона крупных неориентированных кристаллов; Г – мелкокристаллическая зона у донной части слитка.
Спокойная сталь затвердевает без выделения газов, в верхней части слитка образуется усадочная раковина, а в средней – усадочная осевая рыхлость.
Стальные слитки неоднородны по химическому составу. Химическая неоднородность, или ликвация, возникает вследствие уменьшения растворимости примесей в железе при его переходе из жидкого состояния в твёрдое. Ликвация бывает двух видов – дендритная и зональная.
Дендритная ликвация – неоднородность стали в пределах одного кристалла (дендрита) – центральной оси и ветвей. Например, при кристаллизации стали содержание серы на границах дендрита по сравнению с содержанием в центре увеличивается в 2 раза, фосфора – 1,2 раза, а углерода уменьшается почти наполовину.
Зональная ликвация – неоднородность состава стали в различных частях слитка. В верхней части из-за конвекции жидкого металла содержание серы, фосфора и углерода увеличивается в несколько раз, а в нижней части – уменьшается. Зональная ликвация приводит к отбраковке металла вследствие отклонения его свойств от заданных. Поэтому прибыльную и под прибыльную часть слитка, а также донную его часть при прокатке отрезают.
В слитках кипящей стали не образуется усадочные раковины: усадка стали, рассредоточена по полостям газовых пузырей, возникающих при кипении, стали, в изложнице. При прокатке слитка газовые пузыри завариваются.
Полуспокойная сталь сохраняет преимущества спокойной и кипящей сталей и не имеет их недостатков.
Полуспокойная сталь частично раскисляется в печи и ковше, а частично в изложнице. Слиток полуспокойной стали имеет в нижней части структуру спокойной стали, а в верхней – кипящей. Ликвация в верхней части слитка полуспокойной стали меньше, чем кипящей, и близка, к ликвации спокойной стали, но слитки полуспокойной стали, не имеют, усадочных раковин.
Способы повышения качества стали.
Развития машиностроения и приборостроения предъявляет возрастающие требования к качеству металла: его прочности, пластичности, газосодержанию. Улучшить эти показатели можно уменьшением в металле вредных примесей, газов, неметаллических включений.
Для повышения качества металла используют:
- обработку металлов синтетическим шлаком;
- вакуумную дегазацию металла;
- электрошлаковый переплав (ЭШП);
- вакуумно-дуговой переплав (ВДП);
- переплав металла в электронно-лучевых и плазменных печах и др.
Обработка металла синтетическим шлаком заключается в следующем – смешивают жидкий шлак с жидкой сталью, происходит
реакция, при которой уменьшается содержание серы, кислорода и неметаллических включений в стали. Повышается её пластичность и прочность. Такие стали используют для изготовления ответственных деталей машин.
Вакуумирование стали проводят для понижения концентрации кислорода, водорода, азота и неметаллических включений. Для вакуумирования используется различные способы, например, вакуумирование в ковше, циркуляционное и поточное вакуумирование, струйное и порционное вакуумирование и др.
Электрошлаковый переплав (рис. 15). ЭШП применяют для выплавки высококачественных сталей для шарикоподшипников, жаропрочных сталей для дисков и лопаток турбин, валов компрессоров, авиационных конструкций. Переплаву подвергают выплавленный в дуговой печи и прокатанный на круглые прутки металл. Источником теплоты при ЭШП является шлаковая ванна, нагреваемая при прохождении через неё электрического тока. Электрический ток подводится к переплавляемому электроду, погружённому, в шлаковую ванну, и к поддону, установленному в водоохлаждаемом металлическом кристаллизаторе, в котором находится затравка. На рис. 16. изображена установка электрошлакового переплава стали.
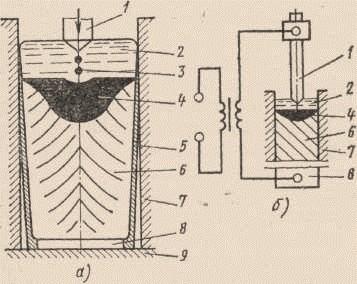
Рис. 15. Схема электрошлакового переплава расходуемого электрода: а – кристаллизатор; б – включение установки 1 – электрод; 2 – шлаковая ванна; 3 – капли металла; 4 – металл; 5 – корка; 6 – слиток; 7 – кристаллизатор; 8 – затравка; 9 – поддон.

Рис. 16. Установка электрошлакового переплава стали
Вакуумно-дуговой переплав (ВДП) применяют в целях удаления из металла газов и неметаллических включении. Процесс осуществляется в вакуумно-дуговых печах с расходуемым электродом. На рис. 17. изображена схема на рис. 18. установка вакуумно-дуговой переплавки стали.
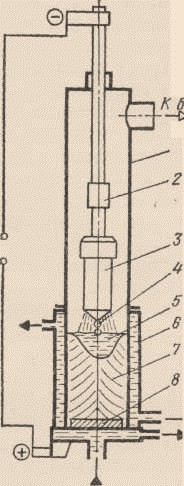
Рис. 17. Схема вакуумно-дуговой переплавки: 1 – корпус; 2 – водоохлаждаемый шток; 3 – электрод-катод; 4 – капли жидкого металла; 5 – жидкий металл; 6 – изложница; 7 – слиток; 8 – затравка-анод
В зависимости от требований, предъявляемых к получаемому металлу, расходуемый электрод изготовляют механической обработкой слитка, выплавленного в электропечах или в установках ЭШП.
Слитки ВДП содержат мало газов, неметаллических включений, отличаются высокой равномерностью химического состава, повышенными механическими свойствами. Из них изготовляют ответственные детали турбин, двигателей, авиационных конструкций. Масса слитков достигает 50 т.

Рис. 18. Установка вакуумно-дугового переплава стали
Плавку в электронно-лучевых печах (рис. 19) применяют для получения чистых и ультрачистых тугоплавких металлов (молибдена, ниобия, циркония и др.), для выплавки специальных сплавов и сталей.
Вакуум внутри печи, большой перегрев, вызванный пучком электронов, направленный на металл, и высокие скорости охлаждения слитка способствуют удалению газов и примесей, получению металла особо высокого качества. Однако при переплаве шихты, содержащей легко испаряющие элементы, изменяют химический состав металла.
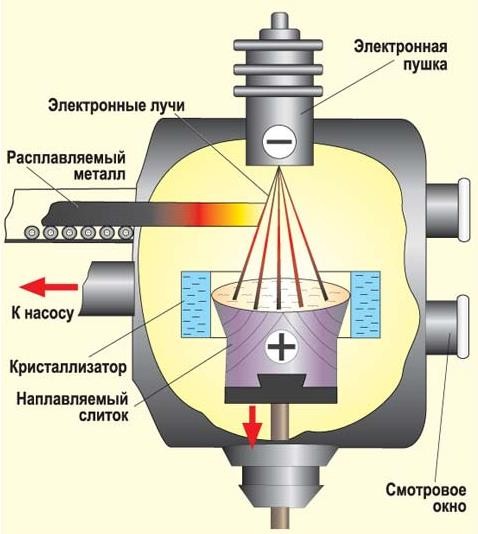
Рис. 19 Схема электронно-лучевой печи
Плавку стали в плазменно-дуговых печах (рис. 20.), применяют для получения высококачественных, сталей и сплавов.
Источник теплоты – низкотемпературная плазма (30000оС), получаемая в плазменных горелках. В этих печах можно создавать нейтральную среду заданного состава (аргон, гелий). Плазменно-дуговые печи позволяют быстро расплавить шихту, а в нейтральной газовой среде происходит дегазация выплавляемого металла, легкоиспаряющие элементы, входящие в его состав, не испаряются.

Рис. 20. Установка плазменно-дуговой печи
Уральская
Урал — основной район производства черных металлов (около половины стали и проката страны).
Сырье:
- Железная руда завозится с КМА и из Казахстана
- Коксующийся уголь с Кузбасса
Проблемы
- Предприятия нуждаются в реконструкции
- Исчерпано собственное сырье
Крупнейшие комбинаты в городах:
- Нижний Тагил, Челябинск, Новотроицк и Магнитогорск.
Таким образом в Челябинской области располагается три крупных металлургических комбината полного цикла.
Центральная
Основные игроки в отрасли
Большая часть промышленных мощностей черной металлургии приходится на несколько крупнейших компаний:
- ПАО «Северсталь»;
- Публичная компания «Евраз»;
- ПАО «Группа Мечел»;
- ОАО «Холдинговая компания «Металлоинвест»;
- АО «Объединенная металлургическая компания»;
- ОАО «Трубная металлургическая компания».
Другие компании, работающие в данной отрасли, представлены в разделе Металлургические заводы.
Кроме этого, в стране действует довольно большое количество предприятий малой металлургии на базе крупнейших машиностроительных заводов.