Как провести закалку металла в домашних условиях? Советы по закалке стали в домашних условиях
Методика закалки
Проще говоря, технология закаливания представляет собой два действия – нагревание образца до высокой температуры и его охлаждение.
Только не стоит предполагать, что все элементарно, ведь группы металлов отличаются своеобразной структурой и характеристиками.
Термическая обработка металла своими руками оправдана, если:
-
существует острая потребность упрочнить материал, например, «усилить» режущие края кухонной утвари или инструментов, вроде стамески или зубила;
-
нужно повысить пластичность предмета, что делает проще работу с металлом, например, процесс горячей ковки.
Цена профессиональной закалки 1 кг составляет 100-200 рублей. А закалка мелких деталей обойдется дешевле. Цена на эту услугу колеблется от 6 до 20 рублей.
Если закаливать оборудование в домашних условиях, то важно знать некоторые тонкости этого процесса.
Нагрев требует равномерности, он должен проходить без появления на предмете черных или синих пятен. Ни в коем случае нельзя нагревать образец до крайнего показателя.
То, что изделие разогревается правильно, подскажет окрашивание его в яркий красный цвет.
Видео:
Для закалки металлического предмета типа сверла подходит такое оборудование, как электропечь или термо печь, а также паяльная лампа и большой костер.
ВАЖНО ЗНАТЬ: Технология кадмирования металла в домашних условиях
Что более подходит – печь, электропечь или открытый огонь, зависит от того, какой температуры требует обрабатываемый вид металла.
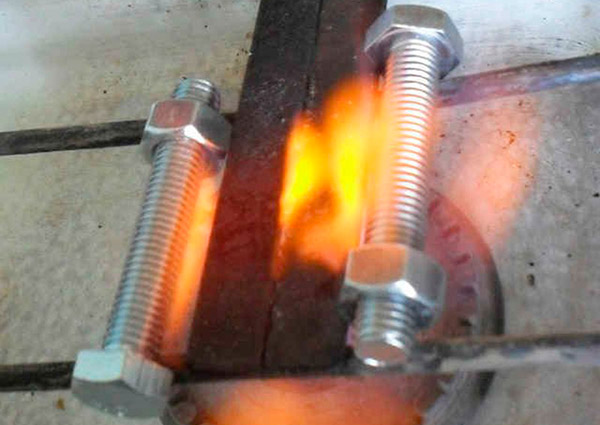
Когда нужно закалить не всю поверхность металлического предмета, а лишь определенное место, применяется струйная закалка. Она предполагает, что струя холодной воды направляется на объект точечно.
Методика охлаждения сверла, отвертки, зубила или обжимки может быть разной. Ее можно осуществить в несколько ступеней, можно разово и резко или постепенно. Все зависит от вида металла.
Если планируется проводить операцию с одним охладителем, то подготавливается специальное оборудование, вроде ведра или бочки. Для этого подойдет даже ванна.
Этот способ охлаждения идеален для изделий, сделанных из стали углеродистой или легированной.
Когда для понижения температуры предмета из металла нужна двухступенчатая схема охлаждения, применяют две разные среды. Это процедура обеспечивает и отпуск металла.
Так, вначале сверла или дисковые детали охлаждают водой, затем – маслом, которое может быть машинным или минеральным.
Охлаждение с помощью масла осуществляется во вторую очередь, так как есть риск его воспламенения из-за высокой температуры.
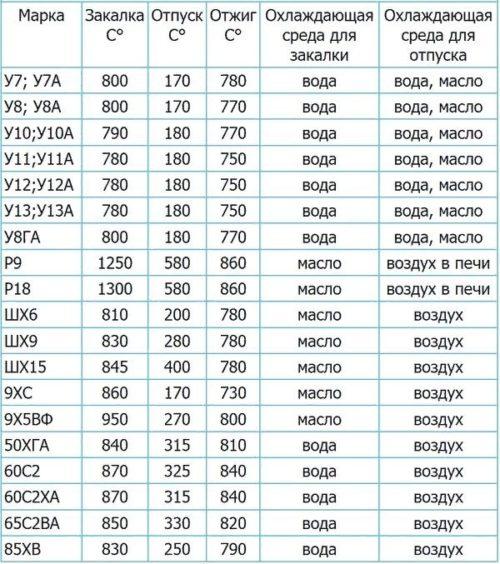
Температурные режимы и другие показатели закалки отражает приведенная ниже таблица.

2 Защита изделия от окалины и обезуглероживания
Изделия из стали могут закаливаться уже после финишной обработки, поэтому выгорание углерода и образование слоя окалины в таких случаях неприемлемо. В таком случае поверхность изделия оберегают с помощью специальных защитных газов, которые подаются в полость электропечи во время закаливания. Таким приемом возможно воспользоваться только в случае использования загерметизированных печей и достижения стабильной температуры закалки стали, иначе это становится небезопасным, поскольку генераторы защитного газа работают на углеводородных источниках, таких как метан и аммиак.

От обезуглероживания древесный уголь не защищает, а вот чугунная стружка и отработанный карбюризатор с этой задачей справятся. Применяют их в тех случаях, когда нет возможности создать защитную атмосферу. Изделия упаковывают в тару с этими компонентами и обмазывают глиной, чтобы внутрь не попадал воздух. Если металл закаляют в соляных ваннах, то ванны следует во избежание обезуглероживания раскислять не менее двух раз в течение рабочей смены борной кислотой или бурой солью, также помогает древесный уголь. В последнем случае материалом заполняют так называемый стакан, в стенках которого множество отверстий. Стакан закрывают крышкой и опускают на дно соляной ванны. При этом появляется большое количество пламени, но со временем оно затухает. В течение смены достаточно трижды раскислять ванну таким способом, чтобы избежать обезуглероживания изделий.

Удачный итог раскисления соляной ванны проверить достаточно просто. Для этого в ванну на 5–7 минут погружают обычное лезвие, после чего закаляют в воде. Если оно ломается, а не гнется под механическим воздействием, то соляную ванную удалось качественно раскислить.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
В чем состоит процесс закалки
Чтобы закалить металл, необходимо выполнить такие основные этапы:
- Нагрев до температур, позволяющих атомам кристаллической решетки быть подвижными и перестраиваться;
- Охлаждение в определенной среде (вода, масло, воздух), позволяющее зафиксировать изменение структуры металла.
Инструкция по закалке металла
Осуществляя нагрев заготовки, необходимо следить за состоянием ее поверхности, а именно — за изменением цвета металла. Существует специальная шкала, где по цветовому оттенку можно приблизительно понять, до какой температуры текущего момента времени нагрета деталь. Ярко-красный оттенок говорит о том, что процесс происходит правильно. Следует не допускать появление на поверхности пятен, свидетельствующих о перекале и излишней хрупкости этих участков.
Среда, в которой охлаждают металл, исключительно зависит от его физических свойств и непосредственно влияет на результат термообработки. При неправильном подборе охладителя или времени выдержки вся процедура может не дать никакого результата, а иногда — ухудшить физико-механические показатели заготовки.
Закалка стали на открытом огне
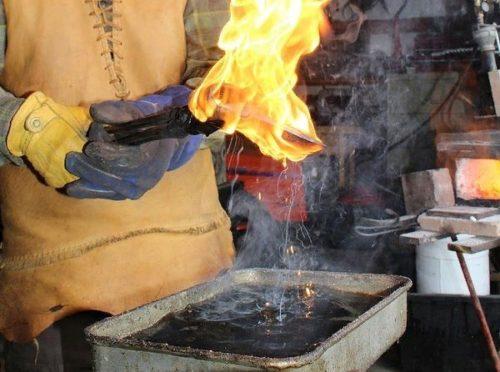
Закалить металл возможно и в домашних условиях. Для легкого и полезного процесса закаливания надо развести костер и приготовить две большие тары. В огне должно быть много раскаленных углей.
В одну емкость наливается дизельное или моторное масло, в другую – чистая вода, лучше из колодца. Следует предварительно подготовить инструмент, которым надо будет держать раскаленное до пределов изделие.
Желательно найти кузнечные клещи, но если их нет среди инструментов, можно вооружиться чем-нибудь другим, похожим на клещи.
Когда предварительные работы сделаны, металлические сверла или другие предметы кладут в самый центр пламени, то есть на горячие угли.
Угольки насыщенного белого цвета раскаленнее остальных. За процессом закалки важно смотреть – пламя должно быть малиновым, а не белым. Если огонь будет окрашен в последний цвет, то есть угроза перегрева и даже сгорания металла.
Необходимо, чтобы цвет распределялся по всей площади костра равномерным образом. На кромке изделия, которое подвергается закалке, не должны появляться черные пятна.
А если металл местами синеет, то это свидетельствует о том, что материал чересчур размягчился и стал излишне пластичен. Этого ни при каких обстоятельствах допускать нельзя.
ВАЖНО ЗНАТЬ: Технология электроэрозионной обработки металлов
Поэтому процесс требует повышенной внимательности, ведь можно перестараться и раскалить лезвие топора добела.
Когда металлическое оборудование прокалится в огне, его пора убирать из очага высокой температуры.
Раскаленный предмет нужно опускать в тару с маслом много раз с частотой в 3 секунды, пошагово увеличивая этот промежуток времени.
Медлить с этими действиями нельзя, нужно проделать операции по закалке металлической кромки скоро и резко.
При работе своими руками элемент стоит окунать в тару с жидкостью до того момента, как цвет лишится своей насыщенности и яркости.
Далее предмет погружают в ведро, куда налита вода, которую придется чуть-чуть взбалтывать.
На этом этапе не забывайте об осторожности, так масляные капельки на ноже или топоре могут вспыхнуть, очутившись в воде.
Как правильно и неправильно погружать разные детали, в том числе сверла и дисковые фрезы воду, отражает таблица:
Очень часто возникает необходимость закалить сверла. Тонкие длинные элементы не рекомендуется опускать в воду плашмя, иначе нижний слой металла, охлаждаемый первым, сожмется.
Видео:
Сверла следует опускать в жидкость более толстым концом.
Если соблюдать все правила и предосторожности, то закалка своими руками не покажется сложной и опасной процедурой. Она принесет должный гарантированный эффект.
Но порой в домашних условиях приходится закалять стальное оборудование или расплавлять цветной металл. Для таких операций необходима крайне высокая температура, 700-900 градусов.
А разогреть металлические предметы до такого показателя способна только муфельная печь или электропечь. Муфельную печь можно сделать самому. Электропечь в домашних условиях сделать вряд ли получится.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
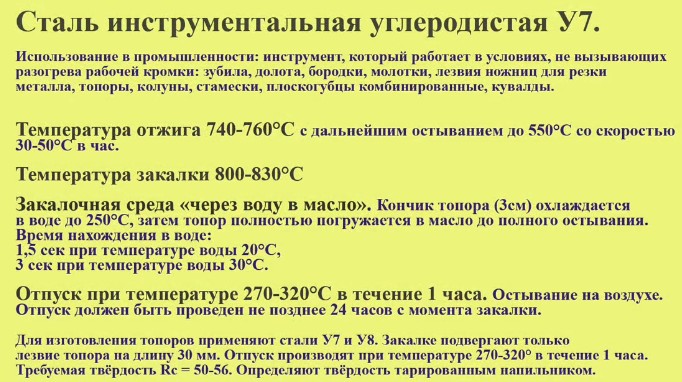
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Правильное охлаждение (отпуск)
Для того чтобы добиться необходимых свойств металла, нужно с ответственностью подойти к выбору охлаждающей среды, в которой данный процесс будет протекать.
Перечень охлаждающих сред, которые подойдут для нашего дела, выглядит следующим образом:

Одна среда с жидкостью. Лучше всего подойдет холодная вода. Тело помещается внутрь и находится там до своего полного охлаждения.- Две среды с разными жидкостями. Как и в первом случае, в первую среду помещается вода, и изделие первым делом отправляется туда. После первостепенного охлаждения оно помещается в масло или солевой раствор.
- Далее идет стандартное струевое охлаждение. Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
- Метод специального ступенчатого охлаждения, в котором используется несколько различных температурных режимов.

Правильный температурный режим
Перед началом процесса закалки стали в домашних условиях необходимо разобраться в температурном режиме, который обязательно нужно соблюдать для достижения качественного результата. Изделие необходимо равномерно нагреть до температуры порядка 700−850 градусов Цельсия, после чего быстро отпустить до 400−500 одним из вышеописанных способов.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иных цветных пятен. 
Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд. Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Преимущества
Преимущества термообработки металла:
- Изменение структуры материала. Зерна становятся равномерными.
- Отсутствие деформации.
- Простота проведения процедуры.
- Повышение твердости, увеличение прочности.
Пошаговое изготовление простого горна
Для изготовления используется шамотный кирпич. Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Отличить шамотный от обыкновенного кирпича несложно. На поверхности имеется выдавленный круг диаметром 55 мм. Сама структура заметно отличается от обжигового изделия.

Чтобы кирпичи сохраняли постоянную форму, можно их скрепить с помощью специального раствора. Но на практике поступают иначе. Из уголка сваривают рамку. Она не позволит изменять форму. По центру устанавливают чугунный цилиндр (используется в двигателях внутреннего сгорания). В данном случае применяли цилиндр от танкового двигателя В-2М.

Чтобы кирпичи не выпадали, приваривают опорные ребра. На них будет распределяться нагрузка от основных фрагментов горна.

Поставив цилиндр на уголки, размечают вырезы. Их придется выполнить с помощью отрезных дисков и УШМ.

После разметки видны линии, оставленные чертилкой.

Выполнены необходимые резы. Остается приварить ребра по месту.

Удерживая детали по месту, выполняют точечную приварку комплектующих. Убедившись, что детали расположились в нужном месте, проводят окончательную сварку каркаса горна.

Перевернув рамку, рассматривают, как будет выглядеть каркас горна в рабочем положении.

Теперь нужно правильно уложить кирпичи. Видно, что на них выполнена выборка. Образуется некоторый уступ, расположенный ниже уровня поверхности кирпича.

Уложив все кирпичи на место, можно видеть образование выемки. Ее назначение – установка колосника.

Колосник установлен в центре горна. Он предназначен для подачи воздуха снизу в зону горения. Только при наличии потока воздуха можно гарантировать постоянство горения топлива. Но для получения температуры выше 1300 ⁰С потребуется принудительная подача воздушного потока от вентилятора.

К цилиндру потребуется приварить трубу, у которой будут:
- вентилятор центробежного типа;
- заглушка для сброса продуктов горения.

Выполняется примерка вентилятора. Для его подвода нужна промежуточная профильная труба. Необходимо ее вварить так, чтобы поток воздуха поступал в зону горения без лишних сопротивлений.

Производится разметка отверстия в цилиндрической трубе.

После первых резов нужно разметить остальные элементы.

Детали готовы для сборки. Остается зафиксировать детали, а потом сварить всю конструкцию поддува.

Получилась конструкция, приваренная к цилиндру. Теперь предстоит провести монтаж вентилятора.

Система принудительной подачи воздуха в горн готова. Пора собрать остальную конструкцию малогабаритного горна.

Еще один вид. Проверяется качество сварных швов.

После покраски горн приобретает профессиональный вид. Он смонтирован на опорах. Высота подбирается по росту мастера, который будет работать на этом горне.

На трубе имеется поворотная заслонка. Она нужна для временного перекрытия доступа к вентилятору. Обычно перекрывают, когда возникает необходимость прочистки колосников.

Снизу имеется крышка. В положении «закрыто» она удерживается противовесом. Чтобы открыть проход для шлака и других продуктов горения, достаточно слегка повернуть противовес. Отверстие откроется. Шлак покинет горн.

Кирпичи занимают свое место. Скоро горн будет готов к работе.

Чтобы ограничить тепловые потери устанавливают экран. Это листовая сталь, которую устанавливают по периметру горна. Спереди смонтирована ручка. Она нужна для подвешивания вспомогательных инструментов, которыми пользуется кузнец при выполнении работы.

Уложив топливо (начинают розжиг с обычных стружек и щепок), разжигают огонь. Постепенно подсыпают уголь. Он является основным топливом для горна.

После включения в работу вентилятора интенсивность горения возрастает. Угли начинают гореть не красным, а белым цветом. Температура пламени возрастает свыше 1000 ⁰С. Теперь на горне можно разогревать детали, чтобы в дальнейшем ковать металл или закаливать заготовки.

Кроме горна кузнецы используют наковальни. Основная работа по формированию нужной формы выполняется на ней. Работают тяжелыми и легкими молотами. Дополнительно используют ручьи, имеющие разную форму.

Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.

Горн для закалки металла
Как изготовить камеру для закаливания металла?
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
| закалка в градусах цельсия | отпуск |
| 1200 | 390 |
| 380 | |
| 1100 | 370 |
| 360 | |
| 1050 | 350 |
| 340 | |
| 980 | 330 |
| 320 | |
| 930 | 310 |
| 300 | |
| 870 | 290 |
| 810 | 280 |
| 270 | |
| 760 | 260 |
| 250 | |
| 700 | 240 |
| 230 | |
| 650 | 220 |
| 210 | |
| 600 | 200 |
| <200 |
Технология закаливания
Муфельная печь для разогрева деталей:

Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
- Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
- Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
- Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар. Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
- При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
- При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
- На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С. В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
- Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:

Струйная закалка
Используется, если необходимо подвергнуть обработке не весь образец, а отдельный участок поверхности. На него и направляется струя холодной воды.
Как самостоятельно провести отпуск
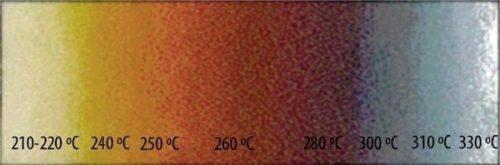
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением.
Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами.
Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.

ПОСМОТРЕТЬ Плавильная печь на AliExpress →
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка.
Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла.
К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
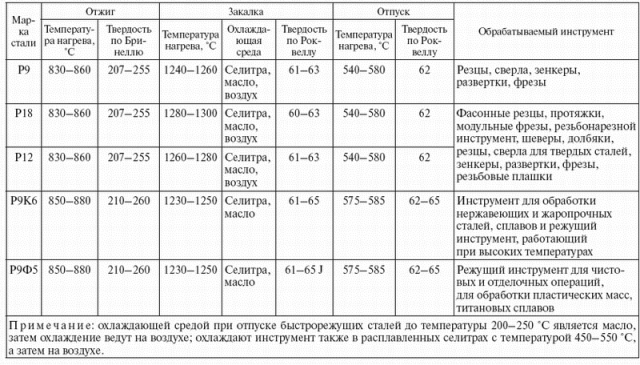
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской.
Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость.
На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло.
Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма.
Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
3 Охлаждение металла – опасности и предосторожности!
В качестве основы для охлаждающих жидкостей используют воду. Это должна быть чистая вода без примесей соли или мыла, поскольку даже их небольшое содержание может изменить скорость охлаждения. Закалочный бак недопустимо использовать в посторонних целях, как недопустимо и охлаждать изделие под проточной водой. Оптимальной температурой охлаждающей жидкости считается 30 °С.

Водяная закалка имеет ряд недостатков. Главный минус – образование трещин и коробление металла, поэтому таким способом пользуются только при изготовлении цементированных изделий или изделий несложной формы, которые будут проходить финишную обработку.
Изделия более сложной формы из конструкционной стали охлаждаются в растворе каустической соды (50 %), который подогревают до 60 °С.
Детали, закаленные в таком растворе, имеют характерный светлый оттенок. Закалочная ванна на основе каустической соды обязательно должна быть оборудована вытяжкой, поскольку пары, образующиеся при контакте раскаленного металла и каустика, вредны для человеческого организма.
Минеральные масла – наиболее подходящая охлаждающая среда для изделий из легированной стали, как и для тонких изделий из углеродистой стали. Преимущество таких ванн состоит в том, что независимо от температуры среды скорость охлаждения не меняется. Что при температуре 30 °С, что при температуре 100 °С она будет одинакова. Главное, не допустить попадания воды в такую среду, поскольку эту приводит к растрескиванию поверхности изделия. Избежать этого можно, нагрев масло до температуры выше температуры кипения воды. Однако при использовании масляной ванны следует помнить и о недостатках данного способа. В частности, при закалке выделяются вредные газы, на изделии образуется налет, а сама среда имеет склонность к возгоранию. К тому же, со временем масло теряет закаливающие способности. Конечно же, при работе важно не забывать о безопасности – для погружения детали в охлаждающий раствор используют специальные щипцы с очень длинными ручками, руки защищают перчатки из очень толстой огнеупорной ткани или кожи, а лицо закрывает маска из закаленного стекла. Плечи, шею и грудь скрывают за кожанной или толстотканной одеждой.

Некоторые стали охлаждают потоком воздуха, который подается компрессором. Главное – не допустить попадания влаги в поток, иначе это может вызвать образование трещин. Существует и ступенчатая закалка, которая выполняется поэтапно: сначала деталь нагревается в горячем масле, затем в расплавленных солях. Еще один вид закалки – прерывистая, – используется для охлаждения сложных углеродистых сталей и деталей, производимых из этого материала. Сначала раскаленную сталь погружают в воду пока деталь не охладится до 200 °С. Длится это всего несколько секунд, если передержать изделие, оно покроется трещинами. Из воды в масло деталь стараются перенести как можно быстрее.
Закалка с помощью бытовых приборов
Для закаливания некоторые мастера пытаются использовать обычную газовую плиту. Диаметр горелки мощностью 2,5 кВт составляет 130 мм. При горении прогревается круг с внутренним диаметром 85…90 и с внешним 130…170 мм. Греется только кольцо. Нагреть металл можно до температуры 800 ⁰С.
Разогрев на газовой горелке:
Чтобы равномерно прогревать деталь, нужно устанавливать ограничения. Изготавливают металлический квадратный контур, внутри которого можно выровнять температуру. Контур желательно теплоизолировать, чтобы ограничить теплообмен с окружающей средой.
Для закаливания используют емкости, в которых используют отработанное минеральное масло.
С помощью паяльной лампы можно получить температуру 850…1000 ⁰С. При такой температуре проще прогреть подходящую деталь до нужной температуры. Чтобы ограничить тепловые потери, помещают в толстостенную трубу. Туда же направляют и поток продуктов сгорания горючего.
Разогрев паяльной лампой:

Внимание! Качественная закалка производится при нагревании в муфельной печи ли в горне, где все изделие находится в зоне разогрева.
Разогрев заготовки в горне на углях:

Видео: закалка стали в домашних условиях.
С одним «охладителем»
Понятно, что предварительно устанавливается подходящая емкость (ведро, бочка, ванна). Как правило, применяется для заготовок из легированной или углеродистой стали.
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.

Проверка твердости
Твердость металлов определяют двумя методами:
- По Бринеллю, в металл вдавливается металлический шарик.
- По Роквеллу, заключается во вдавливании конуса из прочной пирамиды (алмаз) небольшого размера.
При определении твердости по Бринеллю измеряют размер следа, оставленного шариком при надавливании с усилием, величина которого зависит от предполагаемой твердости и использованного шарика. В испытаниях используют шарики разного диаметра (1,…10 мм). Перерасчет показаний выполняют по формуле:
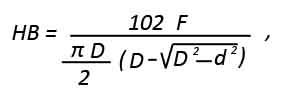
Где F – сила, прилагаемая на приборе, Н; D – диаметр шарика, используемого при проверке твердости, мм; d – диаметр отпечатка. Измеряется под микроскопом, у которого имеет специальная линейка. Точность измерений до 0,01 мм.
Данный метод рекомендован для определения твердости не более 300…320 единиц. Если требуется определить более твердые предметы, то используют прибор Роквелла. По этой шкале информацию обозначают HRC и числовое значение.
На основании многочисленных исследований установлено, что для ножевой стали показатель HRC 55…63 будет довольно высоким. При проектировании зубчатых передач и изготовлении шестерен также выполняют закалку поверхности зубьев. Конструкторы задают твердость до HRC 52…58. Металлорежущий инструмент (резцы, сверла, долбяки, фрезы) имеют твердость HRC 60…65.
Какие металлы можно закалить

Следует учитывать, что не все металлы подходят для подобной термической обработки. Очень часто проводится улучшение физико-механических качеств конструкционных сталей, к примеру, стали 45, а также некоторых легированных сплавов (65Г, У7Х).
Алюминий и многие другие цветные сплавы подвергаются термической обработке, при которой кристаллическая решетка остается неизменной. Это можно достичь путем нагрева до невысоких температур с последующим быстрым охлаждение в различной среде.
Какие виды закалок бывают
Чтобы правильно закалить металл, нужно точно знать его марку. От этого зависит температурный режим и выбор наиболее подходящего охладителя – то есть весь способ закалки.
Если брать стали, то малоуглеродистые из них вообще не поддаются термическому преобразованию. Цветные металлы закаливаются иначе, чем черные – во внутренней структуре первых не происходит полиморфное превращение.
Для точной выдержки технологического процесса закалки разработаны специальные таблицы по каждой марке металла. В остальном, если брать конкретную деталь, то под видами закалки понимают:
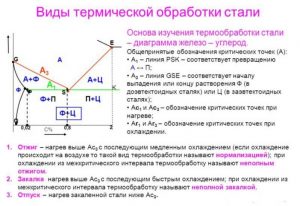
Виды термической обработки стали
- Частичную термическую обработку, где воздействию подвергают только определенный элемент детали, например, лезвие ножа;
- Полную термическую обработку, когда все изделие помещают в печь, раскаляют, а затем охлаждают до первоначального состояния.
По количеству охладителей, которые используют для остужения детали, бывают закалки с одним и двумя охладителями. В первом случае процесс одноступенчатый, с применением определенной жидкости для остужения заготовки из углеродистой либо легированной стали. Во втором процессе участвуют два охладителя, каждый из которых понижает температуру заготовки в своем режиме. Одновременно здесь происходит и отпуск металла.