Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81. Метчик — что это? Его назначение, виды и характеристики
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.

Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).

Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.

Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.

Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
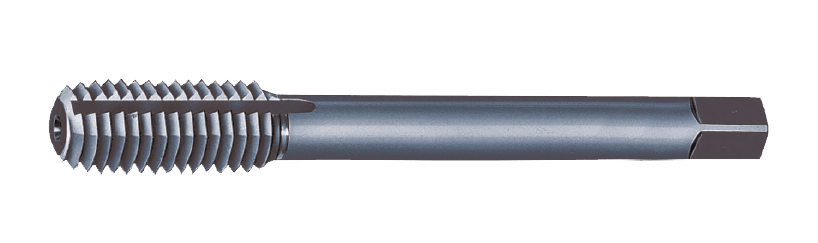
Слесарные
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Машинные или машинно-ручные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.

Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры
Скачать
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).

Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
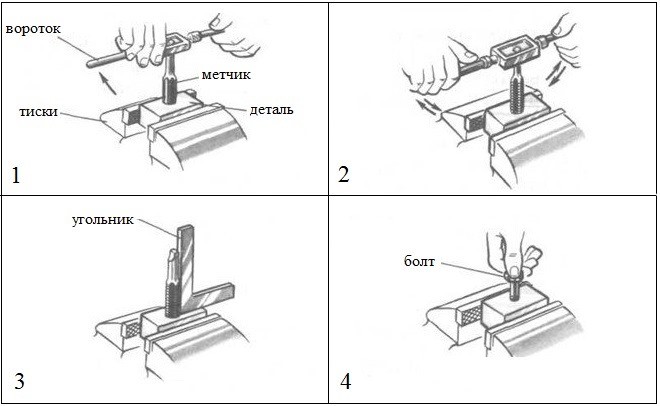
Как правильно самостоятельно нарезать резьбу метчиком

Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:
- Заготовка надежно зажимается в стандартных тисках. Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно.
- В заготовке сверлится отверстие. Сверло при сверлении удерживается строго вертикально.
- Сверло подбирается исключительно остро заточенное для предотвращения перегрева металла при работе. Резьба, нанесенная на перегретой стали, получается менее прочной. Готовое отверстие зенкуется. В глухих пазах выполняется припуск по глубине.
- Резка производится точными, размеренными движениями посредством воротка. При комплексном применении метчиков не допускается пропуска номеров. Сначала должен использоваться черновой инструмент, затем – средний и на заключительном этапе – чистовой.
- После каждого оборота воротка дается половина оборота в другую сторону для избавления от стружки путем выбрасывания ее из канавок.
- После резки производится прочистка отверстия. Сквозные пазы проходятся ершиком из проволоки, глухие чистятся методом продувки.
- На заключительном этапе выполняется проверка готовой резьбы с помощью болта или винта. Последние должны заходить в отверстие плавно, без усилия и перекоса.
Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.

Процесс выполнения резьбы происходит в несколько этапов.
Метчики машинно-ручные
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Метчики левые
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:
- ручные;

- машинные;

- машинно-ручные.

При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
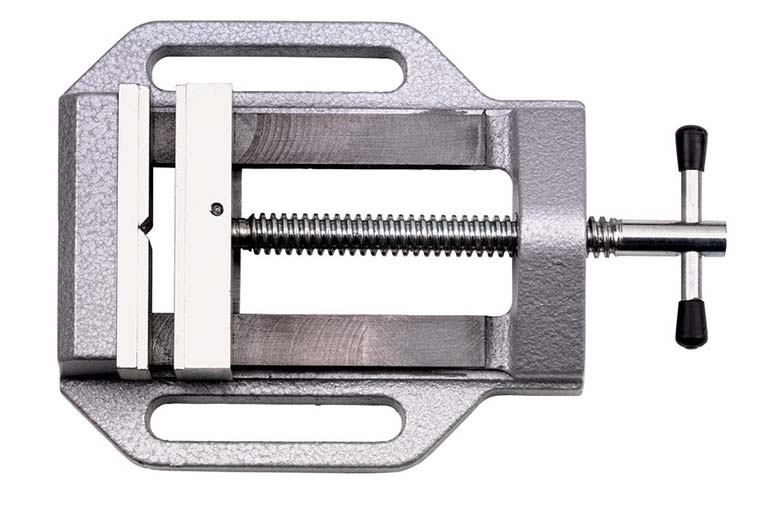
Тиски и вороток используются для выполнения резьбы.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:
- Бесканавочные инструменты подходят для работы на вязких материалах. Канавки они имеют короткие. Такими метчиками производится нарезка в деталях из низкоуглеродистых сталей.
- У ступенчатых приспособлений рабочая зона состоит из 2 частей. Первая – наносит резьбу, а вторая ее выглаживает.

- У устройств винтового типа канавки прокладываются спиралью. Этот вариант инструментов применяется на современных станках высокой производительности.

- В конструкции комбинированных инструментов имеется сверло. С помощью приспособления такого типа в заготовке резьба создается одновременно со сверлением отверстия.

- Инструменты колокольного типа предназначаются для резки на заготовках большого диаметра. Конструктивно они включают в себя несколько режущих частей, установленных в единой оправе.

- Метчики – протяжки устанавливаются в токарных станках. Применяются они для обработки заготовок по сквозным отверстиям.

Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:
- метрические;

- трубные;

- дюймовые.

Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
.jpg)
Ручные устройства делают из инструментальных сталей.
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Метчики трубные
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые — ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Государственный стандарт (ГОСТ)
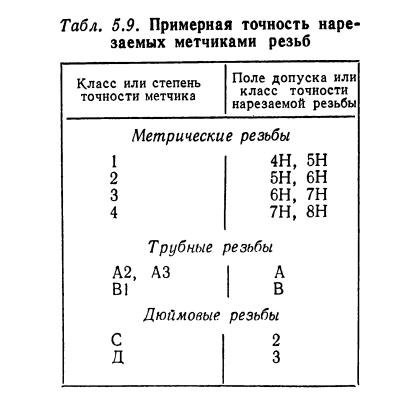
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
.jpg)
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
.jpg)
В маркировке содержится информация об изделии.
Наносятся отметки на хвостики метчиков.
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.

Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.

Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.

Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.

Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Материалы
Для производства метчиков используются разные материалы, среди них:
Читайте также: Шпильковерт. Назначение, виды, характеристики и выбор
- Легированная сталь;
- Инструментальная сталь;
- Быстрорежущая сталь.

Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:
- Высокий срок службы;
- Устойчивость к перепадам температур;
- Высокое качество проводимых работ;
- Возможность работы с высокой скоростью;
- Высокая прочность материала.



Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.

ГОСТ
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.

При выборе метчика обращайте внимание на размер резьбы.
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Метчики дюймовые
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
| Номинальный диаметр, дюйм | BSW (W) | UNC | UNF | UNEF | BSF | Диаметр резьбы, мм |
| Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | ||
| Нр. 0 | — | — | 80 | — | — | 1,520 |
| Нр. 1 | — | 64 | 72 | — | — | 1,850 |
| Нр. 2 | — | 56 | 64 | — | — | 2,180 |
| Нр. 3 | — | 48 | 56 | — | — | 2,520 |
| Нр. 4 | — | 40 | 48 | — | — | 2,850 |
| Нр. 5 | — | 40 | 44 | — | — | 3,170 |
| Нр. 6 | — | 32 | 40 | — | — | 3,500 |
| Нр. 8 | — | 32 | 36 | — | — | 4,160 |
| Нр. 10 | — | 24 | 32 | — | — | 4,830 |
| Нр. 12 | — | 24 | 28 | 32 | — | 5,490 |
| 1/16″ | 60 | — | — | — | — | 1,587 |
| 3/32″ | 48 | — | — | — | — | 2,381 |
| 1/8″ | 40 | — | — | — | — | 3,175 |
| 5/32″ | 32 | — | — | — | — | 3,969 |
| 3/16″ | 24 | — | — | — | 32 | 4,762 |
| 7/32″ | 24 | — | — | — | 28 | 5,556 |
| 1/4″ | 20 | 20 | 28 | 32 | 26 | 6,350 |
| 5/16″ | 18 | 18 | 24 | 32 | 22 | 7,938 |
| 3/8″ | 16 | 16 | 24 | 32 | 20 | 9,525 |
| 7/16″ | 14 | 14 | 20 | 28 | 18 | 11,113 |
| 1/2″ | 12 | 13 | 20 | 28 | 16 | 12,700 |
| 9/16″ | 12 | 12 | 18 | 24 | 16 | 14,288 |
| 5/8″ | 11 | 11 | 18 | 24 | 14 | 15,876 |
| 11/16″ | — | — | — | 24 | 14 | 17,463 |
| 3/4″ | 10 | 10 | 16 | 20 | 12 | 19,051 |
| 13/16″ | — | — | — | 20 | 12 | 20,638 |
| 7/8″ | 9 | 9 | 14 | 20 | 11 | 22,226 |
| 15/16″ | — | — | — | 20 | 11 | 23,813 |
| 1″ | 8 | 8 | 12 | 20 | 10 | 25,401 |
| 1 1/16″ | — | — | — | 18 | — | 26,988 |
| 1 1/8″ | 7 | 7 | 12 | 18 | 9 | 28,576 |
| 1 3/16″ | — | — | — | 18 | — | 30,163 |
| 1 1/4″ | 7 | 7 | 12 | 18 | 9 | 31,751 |
| 1 5/16″ | — | — | — | 18 | — | 33,338 |
| 1 3/8″ | 6 | 6 | 12 | 18 | 8 | 34,926 |
| 1 7/16″ | — | — | — | 18 | — | 36,512 |
| 1 1/2″ | 6 | 6 | 12 | 18 | 8 | 38,101 |
| 1 5/8″ | 5 | 5 | 18 | 8 | 41,277 | |
| 1 3/4″ | 5 | 5 | 18 | 7 | 44,452 | |
| 1 7/8″ | 4,5 | 4,5 | 18 | — | 47,627 | |
| 2” | 4,5 | 4,5 | 18 | 7 | 50,802 |
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Метчики гаечные
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Метрические
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Дюймовые
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Трубные
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.

Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Стоимость метчиков
Цены на метчики варьируются от нескольких сотен, до нескольких тысяч рублей. Все это зависит от материалов, из которых изготовлен инструмент и от его вида.

Таким образом простые метчики, такие как: слесарные, ступенчатые или винтовые изделия стоят относительно недорого, в то время как, стоимость ловильных метчиков начинается от четырех тысяч рублей.

Читайте также: Типы фрез по дереву для ручного фрезера – что это такое, назначение, виды, классификация, как выглядят, как выбрать
Для формирования качественного и надежного резьбового отверстия важно подобрать правильный инструмент. Выбор зависит от того, с какими материалами предстоит и особенностей необходимой резьбы.

Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Полезные советы по использованию метчиков
- Подбирайте для работы подходящие по габаритам и характеристикам приспособления.
- Для более точного позиционирования мастера рекомендуют крепить хвостовики метчиков в патронах с плавающими, самоцентрирующимися и реверсивными свойствами.
- Со всех обрабатываемых заготовок предварительно снимайте фаски.
- Деталь, изготовленную по технологии литья или штамповки, требуется подготовить к нарезанию резьбы. Отверстия зенкеруются или рассверливаются для увеличения диаметров.
- Не пренебрегайте необходимостью использовать смазывающе-охлаждающие жидкости.
- Для нарезания резьбы в глубоких отверстиях используйте метчики, длина которых превышает глубину нарезки.
Устройство и характеристики метчиков
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.