Устройство и назначение задней бабки токарного станка по металлу. задняя бабка токарного станка определение
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
Читайте также: Правила аккуратной резки оргстекла в домашних условиях

Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Задняя бабка токарного станка. Устройство и технология ремонта
Задняя бабка токарного станка. Устройство и технология ремонта
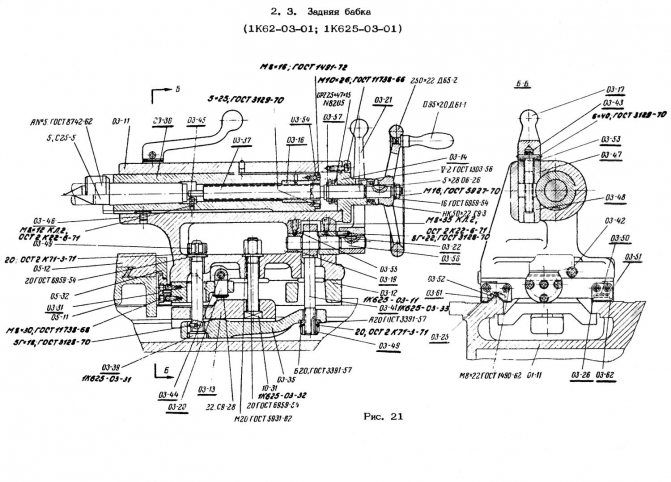
Задняя бабка токарного станка 1к62. Сборочный чертеж
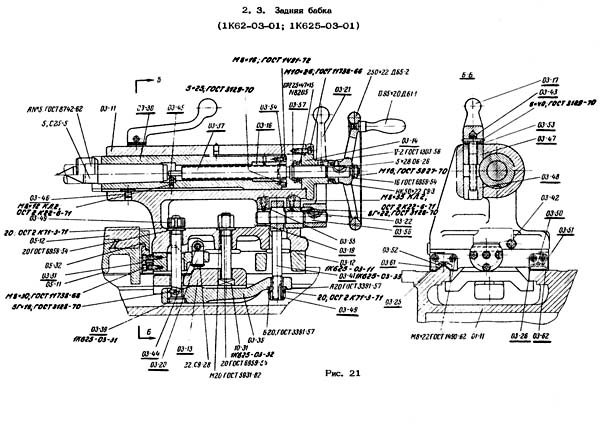
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Читайте также: Циклон для очистки воздуха от пыли: назначение, принцип работы, характеристики
Задняя бабка токарного станка 16к20. Сборочный чертеж
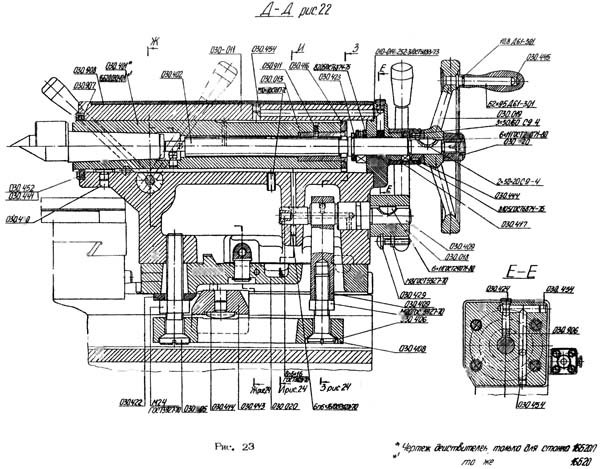
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе

Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт пиноли задней бабки
Читайте также: Как сварить пленку для теплицы
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
1. изготовление компенсационной втулки (рис. 61, а)
2. ремонт пиноли (рис. 61, б)
1. Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
2. Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Задание для проверки:
Задняя бабка токарного станка. Устройство и технология ремонта
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
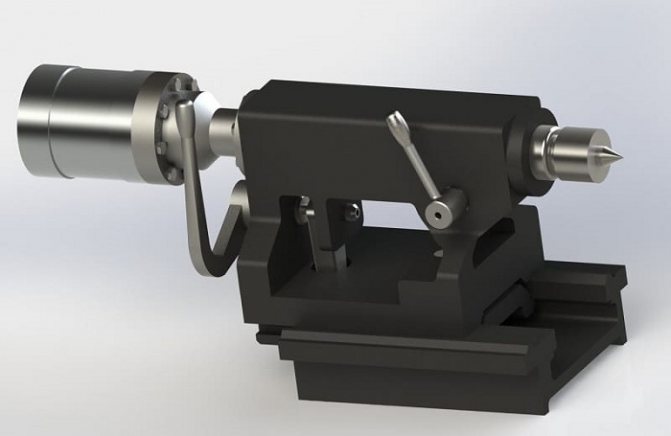
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла; управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки;
- маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.
Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.
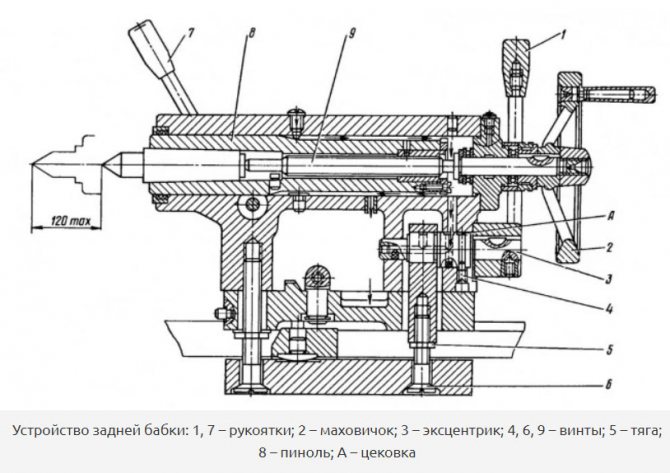
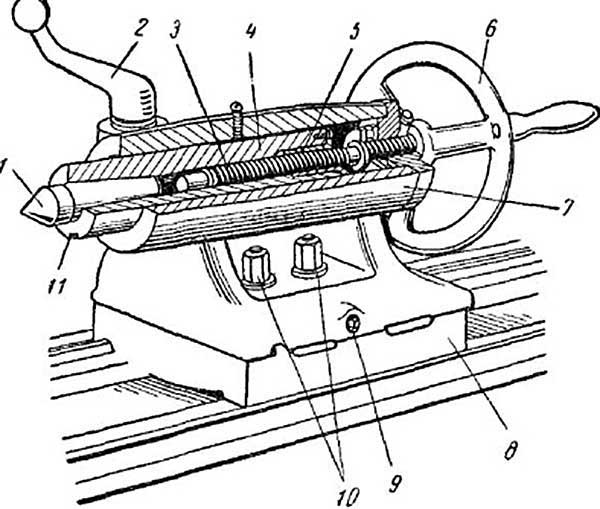
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
Читайте также: Ручная пила по дереву — секреты выбора и применения
- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
Читайте также: в какую сторону должен крутиться диск на болгарке по правилу
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
Рекомендуем изучить видео обзор по рукояткам управления:
Основные характеристики и виды токарно-карусельных станков
Что еще почитать:
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Источник
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.

Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Читайте также: Вся правда о победитовой цепи: особенности использования, плюсы и минусы
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Выбор вида охлаждения
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.

Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Требования, предъявляемые к узлам
Задняя бабка станка должна соответствовать следующим требованиям.
- Точное центрирование заготовки.
- Предотвращение смещения изделия в процессе обработки.
- Эффективная фиксация деталей значительной длины.
- Плавный ход по направляющим станка, отсутствие люфта и непредвиденных смещений.
- Высокая точность перемещения при сохранении соосности.
- Надежная фиксация элементов в выбранном положении.
Купив заднюю бабку станка, соответствующую перечисленным требованиям, мастер сохранит класс точности обработки, исключит непредвиденные сбои в процессе эксплуатации оборудования.
Задние бабки для тяжелых станков снабжены электрическим приводом. Устройства не предназначены для ручного перемещения, ориентированы на работу с массивными, крупными деталями.
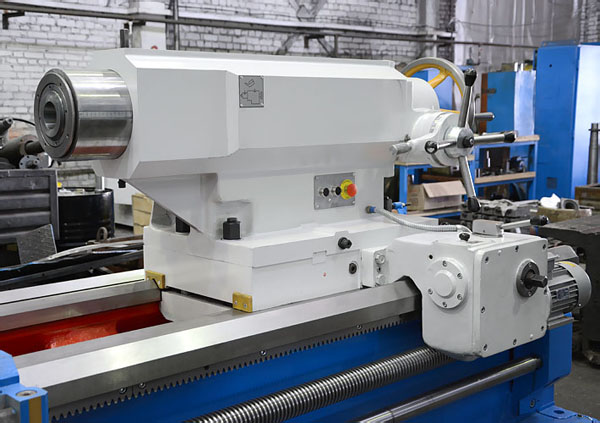
Рис. 10 Задняя бабка с приводом
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
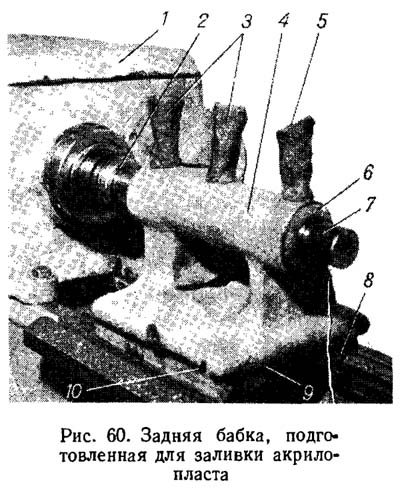
Восстановление акрилопластом
- Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра. Показатели овальности не должны превышать полсантиметра.
- В шпинделе передней бабки монтируют полую оправу. Внешний диаметр цилиндрической оправки равняется внешнему диаметру обновленной пиноли.
- Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
- После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм. Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
- Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
- Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
- Оправку обрабатывают мылом и монтируют корпус задней бабки. Деталь необходимо закрепить на станине посредством болтов.
- Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
- Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
- В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.
- Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
- После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Задняя бабка является одним из ключевых узлов токарного станка. Именно поэтому каждый оператор подобной установки должен знать строение этой детали, обладать минимальной информацией о наиболее вероятных причинах и «симптомах» ее поломки. Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом.
Republished by Blog Post Promoter
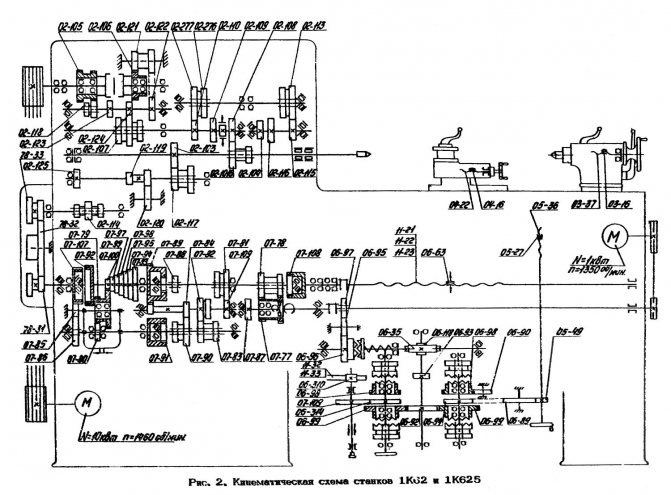
Кинематическая схема токарно-винторезного станка 1к62
Схема кинематическая токарно-винторезного станка
Основные параметры зубчатых колес, червяков, винтов и гаек передней бабки токарного станка 1к62
| Наименование детали | Номер чертежа | Число зубъев или заходов | Модуль или шаг, мм | Материал | Термообработка |
| Шестерня VI оси | 1К62-02-103 | 60 | 2 | Сталь 40Х | HRC46…54 |
| Шестерня V оси | 1К62-02-104 | 26 | 4 | Сталь 40Х | HRC45…50 |
| Шестерня-муфта I оси | 1К62-02-105 | 56,51 | 2,25 | Сталь 40Х | HRC48…52 |
| Шестерня-муфта I оси | 1К62-02-106 | 50 | 2,25 | Сталь 40Х | HRC48…52 |
| Шестерня III оси | 1К62-02-107 | 47,55,38 | 2,25 | Сталь 40Х | HRC46…54 |
| Шестерня III оси | 1К62-02-108 | 65 | 3 | Сталь 40X | HRC46…54 |
| Шестерня III оси | 1К62-02-109 | 45 | 3 | Сталь 40Х | HRC45…50 |
| Шестерня III оси | 1К62-02-110 | 22 | 2,5 | Сталь 40Х | HRC45…50 |
| Шестерня VI оси | 1К62-02-113 | 2,5;3 | Сталь 40Х | HRC48…52 | |
| Шестерня XII оси | 1К62-02-114 | 35,56,42 | 2 | Сталь 40Х | HRC48…52 |
| Шестерня V оси | 1К62-02-115 | 45 | 3 | Сталь 40Х | HRC48…52 |
| Шестерня V оси | 1К62-02-116 | 88 | 2,5 | Сталь 40Х | HRC45…50 |
| Шестерня VIII оси | 1К62-02-117 | Сталь 40Х | HRC48…52 | ||
| Шестерня II оси | 1К62-02-118 | 2,25 | Сталь 40Х | HRC50…54 | |
| Шестерня VIII оси | 1К62-02-119 | 2 | Сталь 40Х | HRC48…52 | |
| Шестерня XIII оси | 1К62-02-120 | 28 | 2 | Сталь 40Х | HRC48…52 |
| Шестерня VII оси | 1К62-02-121 | 2,25 | Сталь 40Х | HRC45…50 | |
| Шестерня II оси | 1К62-02-122 | 38 | 2,25 | Сталь 40Х | HRC50…54 |
| Шестерня II оси | 1К62-02-123 | 29 | 2,25 | Сталь 40Х | НРС46…54 |
| Шестерня II оси | 1К62-02-124 | 21 | 2,25 | Сталь 40Х | HRC48…52 |
| Шестерня VIII оси | 1К62-02-125 | 42 | 2 | Сталь 40Х | HRC48…52 |
| Шестерня IV оси | 1К62-02-276 | 45 | 3 | Сталь 40Х | HRC45…50 |
| Шестерня IV оси | 1К62-02-277 | 88 | 2,5 | Сталь 40Х | HRC48…52 |
| Шестерня VI оси | 1К62-02-1016 | Сталь 40Х | HRC46…54 |
Схема расположения подшипников токарно-винторезного станка 1к62
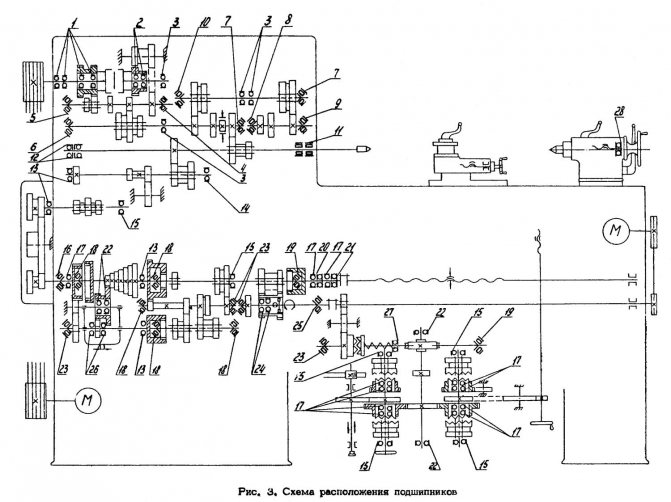
Спецификация подшипников качения токарного станка 1к62
Основные размеры подшипников:
- диаметр внутреннего кольца (d)
- диаметр внешнего кольца (D)
- ширина подшипника (B)
| N° позиции по схеме | Условное обозначение подшипника | ГОСТ | Тип подшипника | Габаритные размеры d, D, B мм | Количество на станок |
| 1 | 209 | 8338-57 | Шарикоподшипник радиальный однорядный | 45, 85, 19 | 4 |
| 2 | 7000108 | 8338-57 | -«- | 40, 68, 9 | 2 |
| 3 | 208 | 8338-57 | -«- | 40, 80, 18 | 4 |
| 4 | 7604 | 333-71 | Роликоподшипник конический однорядный | 20, 52, 22,5 | 1 |
| 5 | 7605 | 333-72 | -«- | 25, 62, 22,5 | 1 |
| 6 | 7509 | 333-72 | -«- | 45, 85, 25 | 1 |
| 7 | 7306 | 333-72 | -«- | 30, 72, 21 | 2 |
| 8 | 7308 | 333-72 | -«- | 40, 90, 25,5 | 1 |
| 9 | 7309 | 333-72 | -«- | 45, 100, 27,5 | 1 |
| 10 | 7206 | 333-72 | -«- | 30, 62, 17,5 | 1 |
| 11 | А3182120 | 7634-56 | Роликоподшипник радиальный двухрядный с короткими цилиндрическими роликами | 100, 150, 37 | 1 |
| 12 | А46215 | 831-62 | Шарикоподшипник радиально-упорный однорядный | 75, 130, 25 | 2 |
| 13 | 206 | 8338-57 | Шарикоподшипник радиальный однорядный | 30, 62, 16 | 4 |
| 14 | 204 | 8338-57 | -«- | 20, 47, 14 | 1 |
| 15 | 205 | 8338-57 | -«- | 25, 52, 15 | 6 |
| 16 | 7506 | 333-71 | Роликоподшипник конический однорядный | 25, 52, 16,5 | 1 |
| 17 | 7000106 | 8338-57 | Шарикоподшипник радиальный однорядный | 30, 55, 9 | 11 |
| 18 | 7204 | 333-71 | Роликоподшипник конический однорядный | 20, 47, 15,5 | 5 |
| 19 | 7203 | 333-71 | -«- | 17, 40, 13,5 | 2 |
| 20 | В8206 | 6874-54 | Шарикоподшипник упорный одинарный | 30, 52, 16 | 1 |
| 21 | В8106 | 6874-54 | -«- | 30, 47, 11 | 1 |
| 22 | 203 | 8338-57 | Шарикоподшипник радиальный однорядный | 17, 40, 12 | 4 |
| 23 | 7205 | 333-71 | Роликоподшипник конический однорядный | 25, 52, 16,5 | 4 |
| 24 | 7000107 | 8338-57 | Шарикоподшипник радиальный однорядный | 35, 62, 9 | 2 |
| 25 | 2007106 | 333-71 | Роликоподшипник конический однорядный | 30, 55, 17,2 | 1 |
| 26 | 709 | 8338-57 | Шарикоподшипник радиальный однорядный | 45, 75, 11 | 2 |
| 27 | 8107 | 6874-54 | Шарикоподшипник упорный одинарный | 35, 53, 12 | 1 |
| 28 | 8205 | 6874-54 | -«- | 25, 47, 15 | 1 |
Выбор вида охлаждения
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.

Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен с двумя кинематическими цепями для ускоренной и замедленной передачи вращения шпинделю.
Переключение скоростей производится рукоятками, выведенными на лицевую панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Соотношение скоростей вращения подчиняется геометрической прогрессии, то есть каждая последующая скорость равна предыдущей, умноженной на одно и то же число.
Коробки скоростей бывают раздельные и совмещенные с передней бабкой. Основная часть раздельной коробки размещена в левой тумбе, устройство перебора скоростей находится в передней бабке. Это необходимо для ограждения шпинделя от воздействия вибраций и нагревания от коробки скоростей.
Читайте также: Как правильно работать с перфоратором — правила использования
Большинство же токарных станков имеют совмещенную коробку скоростей, находящуюся в одном месте — передней бабке. Этим достигается компактность конструкции привода шпинделя и сосредоточение управления на одной лицевой панели.
Число оборотов шпинделя настраивается зацеплением зубчатых элементов коробки в различных сочетаниях. Для этих целей современные станки оборудованы однорукояточным механизмом, который одним движением перемещает несколько подвижных элементов коробки.
Преселективный или предварительный механизм переключения скоростей шпинделя является более производительным. На внешнюю панель вынесен поворотный диск с указателем числа оборотов. Токарь совмещает указатель диска с числом оборотов на панели, а затем рукояткой включения переводит станок на вращение с заданной скоростью.
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет напрямую подавать крутящий момент на шпиндель. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости – 1 об/мин)
Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого закреплен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опора снабжена регулируемым подшипником с коническим внутренним кольцом.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается в двух упорных подшипниках, имеющих аналогичную регулировку.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Для специальных станков предусмотрены свои технические условия.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимый прогиб шпинделя определяется по его радиальному биению. Величина прогиба должна быть меньше одной трети величины биения.
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
- Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности. Быстроходность зависит от конструктивных особенностей и назначения станка.
- Несущая способность. Зависит от выбора шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель.
- Допустимый нагрев подшипников. Определяется классом точности станка.
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках. Здесь применяются воздушные, магнитные опоры вращающегося шпинделя. При этом отклонение от, например, округлости может не превышать 0,2 мкм. Тогда как шпиндель на подшипниках дает отклонение до 1 мкм.
Существуют прецизионные шпиндели с погрешностью обработки всего 0,025 мкм. Такой шпиндель приводится во вращение инерционным приводом. Шпиндель с маховиком разгоняется до заданной скорости, далее происходит отключение от привода и дальнейшее вращение по инерции.
Настройка станка

Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.