Дюймовая резьба: таблица размеров, маркировка, ГОСТ. Таблица перевода дюймовых размеров в метрические
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.

Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Соответствие двух систем обозначений
В связи с тем, что угол на вершине витков дюймовой трубы более острый, на одном и том же отрезке помещается большее количество гребней. Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Примерное соответствие наиболее часто применяемых резьб с учетом допусков указано в таблице:
| 1/8 | 9,3 – 9,7 | М 10х1,5 | 9,7-9,9 |
| 1/4 | 12,9 – 13,1 | М 14х1,5 | 13,6-13,9 |
| 1/2 | 20,5 – 20,9 | М 22х1,5 | 21,6-21,9 |
| 1 | 33,0 – 33,2 | М 36х2 | 35,6-35,9 |
Виды трубной резьбы
Трубная резьба позволяет соединить элементы и арматуры не сварным способом, обеспечив при этом герметичность и надежность соединения. Как правило, таким способом соединяют металлические трубы, хотя в последнее время он применяется и для пластика.

Виды трубной резьбы
Что же представляет собой трубная резьба? Ее основные особенности:
- особый профиль канавок;
- в основе треугольник с вершиной в 55 градусов, края закруглены;
- обозначается латинской литерой G;
- цифровая маркировка после буквы означает условный проход трубы. По принятому стандарту он указан в дюймах.
Трубная цилиндрическая резьба — ГОСТ 6357 81
Как и другие виды цилиндрическая трубная может наноситься на внутреннюю или внешнюю поверхность трубы. При этом стандарт содержит допущение, при котором возможно соединение, когда цилиндрической только внутреннюю, а внешняя является конической.

Трубная цилиндрическая резьба внешняя
Трубная цилиндрическая резьба внутренняя
Условные обозначения
Стандартное обозначение — латинская литера G. После буквы:
- цифровой показатель в дюймах — диаметр условного прохода трубы. Например — G 3⁄4”;
- буквенное обозначение вида — правая или левая. Нужно отметить, что для правой никаких обозначений не предусмотрено. Если же трубная резьба левая, стоит маркировка LH;
- следующая позиция в маркировке трубной резьбы ставится через дефис. Она обозначает класс точности. Классов два — А или В. Первый более “строгий”, для него предусмотрены меньшие размеры допустимых отклонений. На деле маркировка может выглядеть так — G 1⁄2” LH — А;
- в конце маркировки трубной резьбы прописывается так называемая длина свинчивания. Этот тот участок, на который нанесена резьбы. Например: G 1”-В-35.
Для справки: иногда может присутствовать описание сразу для двух элементов соединения. Пример: G 3⁄4 “ — А/В. На первом месте всегда стоит описание трубы, на второй позиции муфты или того элемента, который присоединяется.
Таблица размеров
Важные параметры для трубной цилиндрической резьбы — внутренний, внешний и средний диаметр. В зависимости от этого параметра подбирается и шаг, то есть, то количество витков, которое необходимо нарезать для надежного соединения.
| 1/16 | 7,724 | 7,142 | 6,561 | 0,907 | 28 |
| 1/8 | 9,728 | 9,14 | 8,52 | 0,907 | 28 |
| 1/4 | 12,15 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,662 | 15,86 | 14,96 | 1,337 | 19 |
| 1/2 | 20,96 | 19,74 | 18,632 | 1,814 | 14 |
| 3/4 | 2,91 | 21,749 | 20,537 | 1,814 | 14 |
| 5/8 | 26,440 | 25,277 | 24,188 | 1,814 | 14 |
| 7/8 | 30,201 | 29,038 | 27,889 | 1,814 | 14 |
| 1 | 33,249 | 31,775 | 30,298 | 2,309 | 11 |
| 1 1/8 | 37,9 | 36,419 | 34,989 | 2,309 | 11 |
| 1 3/8 | 42 | 40,422 | 38,552 | 2,309 | 11 |
| 1 1/2 | 44,4 | 42,899 | 41,355 | 2,309 | 11 |
| 1 3/4 | 47,8 | 46,32 | 44,842 | 2,309 | 11 |
| 2 | 53,746 | 52,267 | 50,78 | 2,309 | 11 |
| 2 1/4 | 59,614 | 58,125 | 56,325 | 2,309 | 11 |
| 2 1/2 | 65,77 | 64,369 | 62,39 | 2,309 | 11 |
| 2 3/4 | 75,185 | 73,269 | 72,369 | 2,309 | 11 |
| 3 | 81,532 | 80,365 | 78,258 | 2,309 | 11 |
| 3 1/2 | 87,887 | 85,255 | 84,258 | 2,309 | 11 |
| 3 3/4 | 93,980 | 92,896 | 92,365 | 2,309 | 11 |
| 4 | 100,332 | 98,369 | 103,589 | 2,309 | 11 |
| 4 1/2 | 106,69 | 105,32 | 110,256 | 2,309 | 11 |
| 5 | 113,040 | 111,85 | 124,328 | 2,309 | 11 |
| 5 1/2 | 125,732 | 124,852 | 135,693 | 2,309 | 11 |
| 6 | 138,420 | 136,985 | 160,259 | 2,309 | 11 |
Для справки: размер шага и количество витков одинаково для нескольких типоразмеров трубной резьбы.
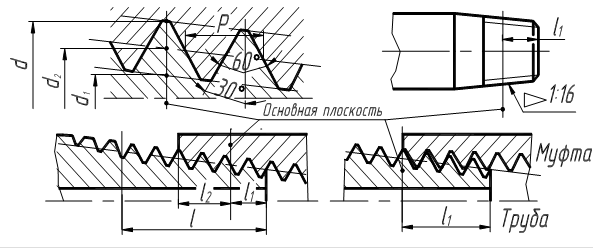
Коническая трубная резьба — ГОСТ 6211 81
Необходима в ситуациях, когда требуется особая надежность трубного крепления. Из названия понятно, что главная особенность этого типа — нанесение на коническую форму. Профиль остается прежним, но добавляются новые величины:
- рабочая длина резьбы — L1;
- длина от края до рабочей плоскости — L2.

Коническая трубная резьба — ГОСТ 6211 81
Условные обозначения
Обозначается латинской буквой R. Правила маркировки:
- только буква R — наружная;
- сочетание Rc — коническая, нанесенная на внутреннюю поверхность;
- сочетание Rp — внутренняя, нанесена на цилиндрическую поверхность.
Далее обозначения идут по стандарту — размер в дюймах, указание на двусторонность (если правая, никакого указания нет). Если маркировка описывает соединение, показатели пишут в виде дроби. Например: Rp/R 1”. На первой позиции всегда стоит наружный элемент системы.
Таблица размеров
| 1/16 | 7,723 | 7,768 | 6,475 | 0,907 | 28 | 6,5 | 4 |
| 1/8 | 9,728 | 9,657 | 8,098 | 0,907 | 28 | ||
| 1/4 | 13,15 | 12,21 | 11,345 | 1,337 | 19 | 9,6 | 6,1 |
| 3/8 | 16,662 | 15,322 | 14,278 | 1,337 | 19 | 10,1 | 6,6 |
| 1/2 | 20,996 | 19,345 | 18,567 | 1,814 | 14 | 13,4 | 8,4 |
| 3/4 | 26,441 | 25,765 | 24,567 | 1,814 | 14 | 14,6 | 9,9 |
| 1 | 33,249 | 31,190 | 30,291 | 2,309 | 11 | 16,2 | 10,4 |
| 1 1/4 | 41,9 | 40,123 | 38,952 | 2,309 | 11 | 19,2 | 12,7 |
| 1 1/2 | 47,803 | 46,564 | 44,845 | 2,309 | 11 | 19,7 | 12,7 |
| 2 | 59,614 | 58,943 | 56,566 | 2,309 | 11 | 23,6 | 15,9 |
| 2 1/2 | 75,567 | 73,485 | 72,657 | 2,309 | 11 | 26,6 | 17,3 |
| 3 | 87,995 | 85,934 | 84,993 | 2,309 | 11 | 29,6 | 20,5 |
| 3 1/2 | 100,657 | 98,657 | 97,309 | 2,309 | 11 | 31,4 | 22,2 |
| 4 | 113,867 | 111,41 | 110,082 | 2,309 | 11 | 35,3 | 25,4 |
| 5 | 138,986 | 136,76 | 135,542 | 2,309 | 11 | 40,2 | 28,7 |
| 6 | 163,546 | 162,984 | 160,823 | 2,309 | 11 | 40.2 | 28,7 |
Коническая дюймовая резьба — ГОСТ 6111 52
Это вид насечек, где все выступы расположены на конической поверхности по спирали. Такой вид нарезки чаще всего встречается в производстве муфт, угольников, тройников. Особенности конической нарезки:
- вершины и витки притуплены или обрезаны. Это обеспечивает лучшее прилегание и непроницаемость соединения;
- максимальный диаметр конуса равен 6 дюймов;
- основные параметры нарезки — три диаметра, ход и шаг можно найти в таблице. Ничего рассчитывать самостоятельно не придется.
Важно: коническая нарезка применяется и в случаях, когда есть следы износа, а заменить элемент пока нет возможности. Но такая мера носит временный характер. Если важна непроницаемость соединения, изношенный элемент системы нужно будет заменить, подобрав нарезку нужного размера по таблице.
Условные обозначения
На чертежах и изделиях маркировка нарезки имеет латинскую букву К (иногда можно встретить обозначение NPT). Дальнейшая расшифровка по стандарту — после буквы идет размер в дюймах, указание на правое или левое расположение витков. Кроме того, маркировка может содержать указание на внешнюю (А) или внутреннюю (В) нарезку — после размера. В конце может быть указан класс прочности (1-3) и длина свинчивания.

Коническая дюймовая резьба — ГОСТ 6111 52
Таблица размеров
| 3/16 | 4,77 | 4,14 | 3,13 | 24 | 1,25 | 079 |
| 1/4 | 6,25 | 5,43 | 4,89 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,54 | 16 | 1,67 | 1,25 |
| 7/16 | 11,52 | 10,23 | 8,23 | 14 | 1,98 | 1,38 |
| 1/2 | 12,38 | 11,18 | 10,59 | 12 | 2,24 | 1,46 |
| 9/16 | 14,49 | 13,67 | 11,756 | 11 | 2,24 | 1,46 |
| 5/8 | 15,55 | 14,32 | 13,34 | 10 | 2,43 | 1,57 |
| 3/4 | 19,28 | 17,23 | 15,93 | 9 | 2,61 | 1,76 |
Метрическая коническая резьба — ГОСТ 25229 82
Треугольная нарезка, параметры которой указываются в миллиметрах (мм). Угол профиля равен 60 градусам. Здесь можно выделить два вида нарезки — с крупным и мелким размером шага. Наиболее распространен первый вариант, поскольку защищает место соединения от износа.
Метрическая коническая резьба — ГОСТ 25229 82
Условные обозначения
На первом месте стоят буквы (МК), затем идут числовые обозначения размера шага и номинального диаметра. Например: МК 24х1,5.
Таблица размеров по ГОСТ
| 6 | 1 | 6 | 5,35 | 4,917 | 8 | 2,5 | 3 |
| 8 | 1 | 8 | 7,35 | 6,917 | 8 | 2,5 | 3 |
| 10 | 1 | 10 | 9,35 | 8,917 | 8 | 2,5 | 3 |
| 12 | 1,5 | 12 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| 14 | 1,5 | 14 | 13,026 | 12,376 | 11 | 3,5 | 4 |
| 18 | 1,5 | 18 | 17,026 | 16,376 | 11 | 3,5 | 4 |
| 20 | 1,5 | 20 | 19,026 | 17,376 | 11 | 3,5 | 4 |
| 22 | 1,5 | 22 | 21,026 | 20,376 | 11 | 3,5 | 4 |
| 24 | 1,5 | 24 | 23,026 | 22,376 | 11 | 3,5 | 4 |
| 27 | 2 | 27 | 25,701 | 23,835 | 16 | 5 | 6 |
| 30 | 2 | 30 | 27,701 | 36,845 | 16 | 5 | 6 |
| 33 | 2 | 33 | 31,701 | 30,835 | 16 | 5 | 6 |
| 36 | 2 | 36 | 34,701 | 33,835 | 16 | 5 | 6 |
| 39 | 2 | 39 | 37,701 | 36,335 | 16 | 5 | 6 |
| 42 | 2 | 42 | 40,701 | 39,835 | 16 | 5 | 6 |
| 45 | 2 | 45 | 43,701 | 43,835 | 16 | 5 | 6 |
| 48 | 2 | 48 | 46,701 | 45,835 | 16 | 5 | 6 |
| 52 | 2 | 52 | 50,701 | 49,885 | 16 | 5 | 6 |
| 56 | 2 | 56 | 53,701 | 53,835 | 16 | 5 | 6 |
| 60 | 2 | 60 | 58,701 | 58,835 | 16 | 5 | 6 |
Резьба цилиндрического типа
В резьбах цилиндрического типа все диаметры остаются неизменными на протяжении участка с нарезкой. С ее помощью соединяются детали и конструктивные элементы с одним размером. Все технические характеристики такой резьбы должны соответствовать ГОСТ 6357-81. Чтобы маркировать цилиндрическую резьбу на изделия с ней наносится специальные обозначения:
- G – обозначает, что данное соединение представляет собой цилиндрическую дюймовую резьбу.
- 1-3 – классы точности данного типа резьбового соединения.
- А, В – соответственно, наружное или внутреннее положение резьбы.
- LH – наносится тогда, когда выполнена левая резьба.
К примеру, если на поверхности крепежа нанесена маркировка G 1 ⅛” 2A- LH-25, можно понять, что это цилиндрическая резьба с размером наружного диаметра 1 ⅛ дюйма, с классом точности 2, наружная, левосторонняя, длиной нарезной части 25 мм.
Как делают резьбу
Резьбу можно делать как вручную, так и с помощью станка. Ее наносят двумя способами.
Накатка
Этот метод заключается в механическом надавливании на заготовку специальным резьбонакатным инструментом. За счет нажима происходит пластическая деформация металла, и он упрочняется.
Такое нанесение витков, в отличие от нарезки, оказывает щадящее воздействие на заготовку, т. к. не появляются сколы и другие дефекты.

Нарезка
Качество работы при нарезании канавок влияет на надежность соединения. Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.

Для нарезки резьбы используют метчик и плашку.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| |
1 или 2 | 6.8 |
| 5 | 8.8 | |
| |
6 | 10.9 |
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.

Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Почему размеры трубной резьбы в дюймах?
Один из самых частых вопросов, которые можно встретить на тематических форумах — почему все размеры для труб даются в дюймах, а не сантиметрах. Все дело в том, что ГОСТ, который начал действовать еще на постсоветском пространстве, был сформирован на основе английского стандарта — BSW. Его основатель — инженер-конструктор Витворт еще в первой половине 19 века создал винтовой профиль. Соединение, в котором он мог быть использован, полагалось как разъемное. Витворт позиционировал свой профиль как универсальный, максимально надежный. Естественно, что все размеры инженер давал в привычных для его страны дюймах. При составлении собственного стандарта не стали отказываться от точных измерений.
Для справки: существует понятие “трубный дюйм”. Оно не научное и его нет в ГОСТе, но на практике просто не заменимо. Сразу отметим, что параметры этой единицы не совпадают с привычным. Хотя прямая зависимость между ними есть. Одна единица трубного дюйма — это наружный диаметр, но имеет значение и внутренний, который равен одному обыкновенному. Объяснение такому несоответствию простое — все трубы производятся в сортаменте (диаметр, длина и др.), но вот толщина стенок у всех разная и зависит от назначения изделия. Здесь и появляется такое понятие как “условный диаметр” — имеется ввиду внутренний, который составляет пару с заданным стандартом наружным.
Пример: водопроводная дюймовая труба. Условная единица — 25 мм при наружном 33,6. А вот реальный D может быть как 27,1 (стандартные стенки), так и 25,6 (если стенки утолщенные).
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
|
Типоразмер |
Наружный диаметр, дюймов |
Наружный диаметр, мм |
Диаметр сверления, мм mm |
Число витков на дюйм |
Шаг, мм |
|
N 1 – 64 UNC |
0,073 |
1,854 |
1,50 |
64 |
0,397 |
|
N 2 – 56 UNC |
0,086 |
2,184 |
1,80 |
56 |
0,453 |
|
N 3 – 48 UNC |
0,099 |
2,515 |
2,10 |
48 |
0,529 |
|
N 4 – 40 UNC |
0,112 |
2,845 |
2,35 |
40 |
0,635 |
|
N 5 – 40 UNC |
0,125 |
3,175 |
2,65 |
40 |
0,635 |
|
N 6 – 32 UNC |
0,138 |
3,505 |
2,85 |
32 |
0,794 |
|
N 8 – 32 UNC |
0,164 |
4,166 |
3,50 |
32 |
0,794 |
|
N 10 – 24 UNC |
0,190 |
4,826 |
4,00 |
24 |
1,058 |
|
N 12 – 24 UNC |
0,216 |
5,486 |
4,65 |
24 |
1,058 |
|
1/4″ – 20 UNC |
0,250 |
6,350 |
5,35 |
20 |
1,270 |
|
5/16″ – 18 UNC |
0,313 |
7,938 |
6,80 |
18 |
1,411 |
|
3/8″ – 16 UNC |
0,375 |
9,525 |
8,25 |
16 |
1,587 |
|
7/16″ – 14 UNC |
0,438 |
11,112 |
9,65 |
14 |
1,814 |
|
1/2″ – 13 UNC |
0,500 |
12,700 |
11,15 |
13 |
1,954 |
|
9/16″ – 12 UNC |
0,563 |
14,288 |
12,60 |
12 |
2,117 |
|
5/8″ – 11 UNC |
0,625 |
15,875 |
14,05 |
11 |
2,309 |
|
3/4″ – 10 UNC |
0,750 |
19,050 |
17,00 |
10 |
2,540 |
|
7/8″ – 9 UNC |
0,875 |
22,225 |
20,00 |
9 |
2,822 |
|
1″ – 8 UNC |
1,000 |
25,400 |
22,25 |
8 |
3,175 |
|
1 1/8″ – 7 UNC |
1,125 |
28,575 |
25,65 |
7 |
3,628 |
|
1 1/4″ – 7 UNC |
1,250 |
31,750 |
28,85 |
7 |
3,628 |
|
1 3/8″ – 6 UNC |
1,375 |
34,925 |
31,55 |
6 |
4,233 |
|
1 1/2″ – 6 UNC |
1,500 |
38,100 |
34,70 |
6 |
4,233 |
|
1 3/4″ – 5 UNC |
1,750 |
44,450 |
40,40 |
5 |
5,080 |
|
2″ – 4 1/2 UNC |
2,000 |
50,800 |
46,30 |
4,5 |
5,644 |
|
2 1/4″ – 4 1/2 UNC |
2,250 |
57,150 |
52,65 |
4,5 |
5,644 |
|
2 1/2″ – 4 UNC |
2,500 |
63,500 |
58,50 |
4 |
6,350 |
|
2 3/4″ – 4 UNC |
2,750 |
69,850 |
64,75 |
4 |
6,350 |
|
3″ – 4 UNC |
3,000 |
76,200 |
71,10 |
4 |
6,350 |
|
3 1/4″ – 4 UNC |
3,250 |
82,550 |
77,45 |
4 |
6,350 |
|
3 1/2″ – 4 UNC |
3,500 |
88,900 |
83,80 |
4 |
6,350 |
|
3 3/4″ – 4 UNC |
3,750 |
95,250 |
90,15 |
4 |
6,350 |
|
4″ – 4 UNC |
4,000 |
101,600 |
96,50 |
4 |
6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов.
Где какая резьба используется?
Основные сферы применения резьбы:
- метрическая — в основном наносится на болты, шпильки и другие крепежные элементы. Нанесение на коническую поверхность существенно повышает степень надежности и может применяться в газопроводах;
- трубная — в трубных соединениях для сборки водопровода, отопительных систем, канализации.
Затяжка крепежной дюймовой резьбы
Момент затяжки резьбы отображает предел усилия, которое допускается приложить к соединению. Оно выражается в ньютонах на метр (см. таблицу).
| 1/4 | 12 |
| 1/2 | 105 |
| 3/4 | 370 |
| 1 | 900 |
| 1 1/4 | 1800 |
Резьба конического типа
В конической резьбе рабочая часть зауживается к краю, она соответствует ГОСТ 6211-81. Ее профиль является классическим равнобедренным треугольником, на вершине которого делается закругление, полностью советующее форме дна канавки, что позволяет создавать прочные соединения.
Предлагается еще один вид конической резьбы под ГОСТ 6111-52, с другой формой нарезки. Она предназначается для монтажа соединений, испытывающих повышенные нагрузки. При изготовлении технической документации, коническая резьба обозначается буквой К.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Как определить шаг дюймовой резьбы?
Чтобы понять, соответствует ли размер шага дюймовой нарезки требованиям ГОСТ, нужно провести измерения. Понадобится шаблон и инструменты. В качестве шаблона можно использовать любой фитинг, размер шага которого точно соответствует техдокументации. Болт, размер шага нарезки которого измеряется, вкручивают в выбранный элемент. Если соединение плотное, шаг насечки соответствует требованиям ГОСТ.

Определить шаг дюймовой резьбы можно резьбомером.
Если соединение неплотное или болт не входит, измерение проводят резьбомером. Пластину плотно прикладывают к резьбе — плотное прилегание скажет о соответствии насечек тому размеру, который указан на корпусе.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.

Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Величина момента соединения UNC
Для обеспечения прочности резьбового соединения требуется соблюдать момент затяжки. Этот параметр для болтов типа UNC, а также гаек SAE можно увидеть в данной таблице:
|
Размер резьбы, дюймы |
Момент затяжки стандартных болтов и гаек |
|
|
Н*м* |
Фунт силы-фут** |
|
|
1/4 |
12± 3 |
9±2 |
|
5/16 |
25 ± 6 |
18± 4,5 |
|
3/8 |
47± 9 |
35 ± 7 |
|
7/16 |
70± 15 |
50± 11 |
|
1/2 |
105± 20 |
75±15 |
|
9/16 |
160 ± 30 |
120± 20 |
|
5/8 |
215± 40 |
160 ± 30 |
|
3/4 |
370 ± 50 |
275 ± 37 |
|
7/8 |
620± 80 |
460 ± 60 |
|
1 |
900 ± 100 |
660 ± 75 |
|
11/8 |
1300 ± 150 |
950 ± 100 |
|
1 1/4 |
1800 ±200 |
1325 ±150 |
|
1 3/8 |
2400 ± 300 |
1800 ± 225 |
|
1 1/2 |
3100 ± 350 |
2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Определение резьбового шага
Шаг у стандартизированной дюймовой резьбы определяется при помощи приспособлений и специализированных техтаблиц. Это позволяет максимально точно определить расстояние между соседствующими витками резьбы или канавками.
При отсутствии специализированного оборудования и справочных материалов, резьбовой шаг можно определить самостоятельно. Простейший вариант, найти гайку с заранее известным размером шага, если она без усилий накручивается на резьбу, значит шаг у них одинаковый. Для варианта с внутренней резьбой можно воспользоваться болтом с известным шагом.
Рассчитать средний шаг резьбы можно линейкой с дюймовыми делениями. Далее можно действовать двумя способами. Подсчитать количество витков на 1 дюйм, и поделив его на 1 получить шаг в долях дюйма. Второй способ, измерить какой длины будет резьба с определенным заранее количеством витков, например, отсчитать 20 витков и измерить их длину, которую и поделить на 20. Такой метод подходит только для резьбы наружного типа.
Чтобы измерить резьбовой шаг внутренней резьбы, на нее наносится краситель, после чего делается оттиск при помощи трубы подходящего диаметра. Далее измерения производятся таким же способом, как и для наружной резьбы.
Какие диаметры труб существуют
Различают внутренний и внешний диаметры трубы. Кроме того, при сопоставлении дюймов и миллиметров используют в качестве показателя среднее значение этого параметра, которое часто входит в формулы расчета.
Стальные
Для определения диаметра стальных соединителей с нанесенной резьбой используют дюймы. В этом случае измеряют внутренний диаметр, или ДУ (диаметр условного прохода).