Виды оборудования для производства изделий из пластмассы. Открытие бизнеса по производству пластиковых изделий
Виды пластмасс и сырье

цех по производству пластмассовых изделий
При производстве полимерных изделий используются следующие виды пластических масс:
- поливинилхлорид;
- полиэтилен;
- полипропилен;
- полиэтилен высокого, низкого давления;
- полистирол;
- полиэтилентерефталат.
Одна из особенностей производства изделий из пластмасс — это подбор сырья. Даже самое лучшее оборудование необходимо перенастраивать при смене производителя исходного материала. Иначе изменится качество готовой продукции.
ТЕРМОПЛАСТАВТОМАТЫ ДЛЯ ЛИТЬЯ ПЛАСТИКА ПОД ДАВЛЕНИЕМ (ТПА)
Мы производим качественные и современные ТПА станки, и поэтому вы можете купить напрямую с завода горизонтальные и вертикальные термопластавтоматы — оборудование для литья пластмасс (PP, PS, PVC, PA и других марок) под давлением. Их возможности наравне с европейскими производителями и по некоторым параметрам даже выше и это подтверждено нашими клиентами. Крупнейшие мировые производители электроники и массовые производители повседневной продукции уже много лет доверяют нашим решениям и специалистам.
Автоматизация вашего производства с нашими роботами-манипуляторами даёт неоспоримое преимущество нашим заказчикам, работая без сбоев долгие годы.
Это возможность производить эксклюзивные изделия из силикона и пластика или двух материалов разных цветов, заказы на которые нельзя разместить в сторонней организации.
Присоединяйтесь к нашей команде с огромным опытом производства и модернизации термопластавтоматов (изменению ТПА для возможности литья силикона).
ТЕРМОПЛАСТАВТОМАТЫ (ТПА) ДЛЯ ЛИТЬЯ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
ВСЕ ВАРИАНТЫ 
Технология производства
Получение любых видов пластмассовых изделий осуществляется по единому алгоритму:
- создание определенного химического состава;
- в среду полимеров вводится газ (при изготовлении пенопластов и поропластов);
- придание полученной массе необходимой конфигурации (отливка);
- фиксация окончательной формы.
На первом этапе различные ингредиенты перемешивают до получения пластической субстанции. Далее в полимер вводят газовую фазу, используя один из методов: механическое вспенивание, введение быстрозакипающих веществ, испаряющихся при нагреве или ввод под давлением непосредственно газа. Метод производства зависит от вида продукции и типа полимера.
Существует несколько методов производства пластмассовых изделий:
- вакуумное формование — из листов пластика под различным давлением получают необходимые формы;
- прессионное формование — внутри формы заготовка сжимается, излишки материала выдавливаются через щели;
- компрессионное формование — необходимое при производстве количество материала вливается в форму, половинки формы сближаются и выдавливается изделие;
- литье (отливка) — пластиковая масса переводится в жидкое состояние и заливается в формы, соответствующие будущим изделиям. Таким способом производится большинство предметов: посуда, канцтовары, другое;
- выдув — нагретая масса подается в форму, которая закупоривается и заполняется воздухом. Полимер распределяют равномерно по внутренним поверхностям формы;
- экструзия — масса размягчается и продавливается через матрицу, создающую необходимую форму;
- термоформование;
- инкапсуляция;
- формование наслаиванием.
Изменение состава компонентов расплава
Смешение полимера с жидкостями в сверхкритическом состоянии
Смешение расплава полимера с химическими или физическими пенообразующими агентами
Смешение расплава полимера с металлическими или керамическими порошковыми материалами
Смешение форполимеров (мономеров или реагентов) перед впрыском
Литье по технологии MuCell
Литье со вспениванием
Литье под давлением с добавлением металлических/керамических порошковых материалов
Литье по технологии RIM
Структурированное реоформование
Литье реактопластов
Оборудование для производства изделий из пластика
Для изготовления изделий из различных видов пластмасс используются готовые технологические линии или отдельные станки.
Экструдеры

конический двухшнековый экструдер
Большая группа станков, на которых производят: рукавные и листовые пленки, оконные профили, трубы, полимерный лист, пластиковый шифер, вспененные профили.
Плоскощелевая установка включает следующий набор элементов:
- экструдер с системой фильтрации;
- пневмозагрузчики;
- головка раздувочная с охладителем;
- калибровочный механизм;
- тянущее устройство и поворотные горизонтальные штанги;
- модуль плоской укладки;
- намотчик.
Основное устройство станка — это экструдер, все дополнительные механизмы составляют линию экструзии. Производство работает в автоматическом режиме, управляемое программой.
Термопластавтоматы
Станки для литья пластмасс под давлением. Подготовленная масса заливается в формы и охлаждается, получается готовое штучное изделие. 75% всех пластиковых изделий на планете выпущено на таких станках. Технология позволяет создавать продукцию сложных форм, точно соответствующую необходимым размерам, армированную, полую, изделия из нескольких цветов пластика, гибридные, из вспененного материала и другие. Литьевая машина может работать с любыми видами пластмасс.
Конструкция станка содержит:
- модуль подготовки материала;
- модуль закрывания и открывания форм;
- привод;
- блок автоматического управления.
Оборудование для литья пластмасс под давлением дорого и содержит множество инновационных решений. По конструкции литьевые аппараты делятся на:
- двух- и одночервячные, червячно-поршневые и поршневые;
- с одним или несколькими узлами пластикации;
- с раздельной или совмещенной пластикацией;
- по количеству узлов смыкания форм: однопозиционные или многопозиционные;
- электрические, гидромеханические, электромеханические.
Выдувные машины
Используются для производства полых емкостей с тонкими стенками, например, канистр, бочек, бутылок емкостью до 5 тысяч литров. Выдувной аппарат подогревает материал и формует его методом выдувания. Нередко выдувной метод комбинируется с литьем под давлением в едином инжекционно-выдувном станке. Таким способом производят ПЭТ-тару.
Экструзионно-выдувные станки
Объединяют технологии выдува и экструзии, поэтому могут производить более широкий ассортимент продукции, чем выдувные машины: баки топлива, бампера, поддоны, сиденья, ведра, бочки, игрушки, бутылки для кетчупа и молока, флаконы для косметических средств. Все процессы контролируются микропроцессором. Станки классифицируются:
- по типу головок;
- по количеству постов;
- по количеству ручьев.
Устройство машины включает:
- экструдер, в котором сырье превращается в мягкую однородную массу;
- экструзионная головка располагается на выходе из экструдера, через нее проходит масса. Головка может быть много- или одноручьевой, угловой или прямоточной. Проходящая через экструзионную головку масса формирует рукав или трубную заготовку;
- выдувная часть это основной узел машины, здесь подается сжатый воздух (через иглу, ниппель или дорн), форма подводится и смыкается, заготовка охлаждается, форма раскрывается и извлекается изделие. Здесь же прочищается сварной шов.
Экструзионно-выдувной станок комплектуется компрессором и охладителем.
Термоформовочные станки

термоформовочная машина
Это оборудование для изготовления продукции из пленки, подаваемой непрерывно. Толщина и состав пленки может быть различным. Основная продукция — пластиковые и бумажные продуктовые одноразовые контейнеры, стаканы.
Принцип работы термоформовочного станка: материал нагревается до 140 градусов по Цельсию, из рулона выдувается изделие. Обычно на производстве используется пленка толщиной от 100 микрометров.
Термоформовочные станки могут быть ленточным, ротационным, револьверным, много- или однопозиционным. Кроме формования, на ленточном станке изделия вырубаются и укупориваются. Револьверные и ротационные более подходят для формовки. Управляется процесс автоматически, вручную или полуавтоматически.
Перемещение расплава
Приложение сжатия при закрытии литьевой формы
Литьевое прессование
Специальные изделия или их геометрические особенности
Производство изделий миниатюрных размеров или с относительно тонкими стенками
Микролитье
Литье тонкостенных изделий
Лабораторные машины обычно не велики по своим размерам, служат, как правило, для отработки технологии литья изделий из новых марок полимерных материалов, их система управления позволяет менять в широких пределах технологические параметры литья. Они приспособлены для быстрой замены формующего инструмента и, по сравнению с производственными машинами, оснащены дополнительными датчиками, позволяющими отслеживать все этапы технологического процесса литья.
По объему впрыска машины подразделяются в зависимости от максимального объема впрыскиваемого за один цикл материала. Достаточно долгое время этот классификационный признак считался основным, однако, в последнее время, он по ряду причин отошел на второй план. Несмотря на это, именно объем впрыска наряду с усилием смыкания форм определяет в конечном итоге габариты машины и возможности производства на ней тех или иных изделий.
В основу создания ряда машин для производства изделий различных габаритов большинство машиностроительных фирм в настоящее время закладывают номинальное усилие смыкания форм, которое также считается одним из классификационных признаков.
По количеству цветов одного полимера или количеству различных полимеров, представленных в конструкции отливаемых изделий, машины подразделяются на однокомпонентные, двухкомпонентные и многокомпонентные. В настоящее время известны машины для литья изделий из восьми компонентов.
По взаимному расположению узлов, выполняющих одинаковые функции в процессе работы, машины подразделяют на машины горизонтальные (рис.2, а), угловые машины с горизонтальной компоновкой (рис. 2, б, вид сверху), угловые машины с вертикальной компоновкой (рис. 2, в) и машины вертикальные (рис. 2, г).
Компоновка машин определяется многими факторами: требованиями технологии, конструкцией отливаемых изделий, степенью автоматизации и роботизации процесса, соображениями экономии производственных площадей и т. д.
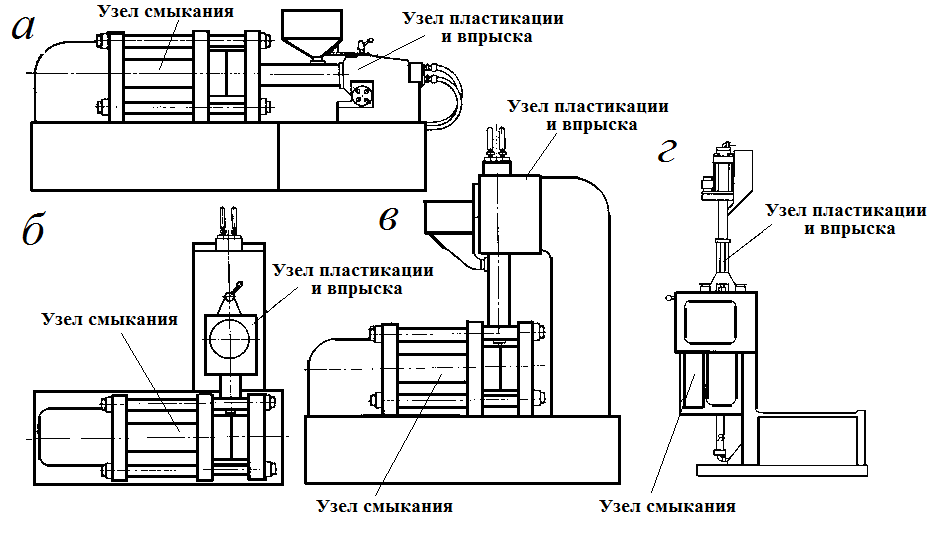
Рис. 2 Литьевые машины с различным взаимным расположением узлов
Варианты компоновки, приведенные на рис. 2, характерны для машин, предназначенных для однокомпонентного литья. Машины для многокомпонентного литья представляют собой весьма сложные сочетания приведенных выше примеров.
Наиболее распространены на производстве машины горизонтального типа, однако наряду с ними достаточно широко в промышленности используются как вертикальные литьевые машины, так и угловые машины с горизонтальной или вертикальной компоновкой узлов под прямым углом.
Преимущества вертикальных литьевых машин:
они занимают небольшую производственную площадь; легко встраиваются в технологическую цепочку с другим оборудованием;
удобны при литье в полустационарные формы, горизонтальная плоскость разъема которых значительно облегчает установку съемных оформляющих деталей (резьбовых знаков и колец, различных вставок, арматуры и других элементов).
В зависимости от возможностей установленного на них формующего инструмента и используемой робототехники вертикальные литьевые машины могут работать в ручном или полуавтоматическом режиме. В автоматическом режиме они работают сравнительно редко, так как требуются достаточно сложные робототехнические устройства для удаления из них готовых изделий.
Основным недостатком вертикальных литьевых машин является их ограничение по мощности, с возрастанием которой увеличивается и высота машин, что затрудняет их обслуживание и требует большой высоты производственных помещений.
Угловая компоновка машин используется некоторыми фирмами-производителями при создании машин для литья крупногабаритных или сложно армированных изделий, так как они отличаются удобством в обслуживании, особенно при литье крупных изделий с затрудненным извлечением из формы. Широкое распространение получило создание на базе угловых машин установок для многоцветного или многокомпонентного литья (рис.3).
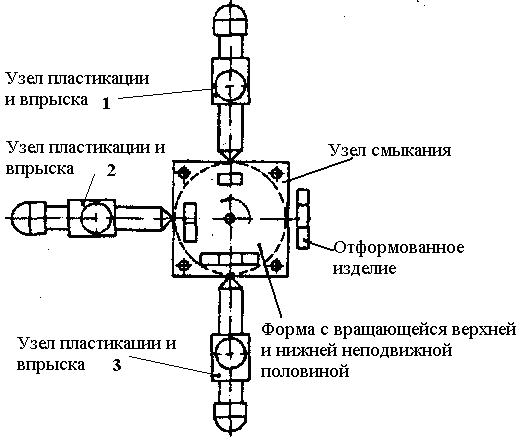
Рис. 3. Расположение узлов пластикации и впрыска на угловой литьевой машине для трёхпозиционного литья трёхцветных деталей
Машина, показанная на рис. 3, имеет центральный вертикальный узел смыкания, вокруг которого в горизонтальной плоскости расположены узлы пластикации и впрыска. Расплав обычно впрыскивается по линии разъема. Одна полуформа, обычно верхняя половина, может вращаться вокруг вертикальной оси (угол поворота 180°, 120° или 90°) и перемещать отформованное изделие с позиции 1 на позицию 2, а затем на позицию 3. На каждой из этих позиций в свободную формующую полость, образованную после закрытия и повторного смыкания, вводится новый материал.
К преимуществам конструкции данных литьевых машин относятся, во-первых, производство за один рабочий цикл разноцветных изделий в литьевой форме заданной (1, 2, 3 и т.д.) гнёздности. Эти преимущества обеспечивают повышение производительности труда, благодаря исключению сборки раздельно формуемых разноцветных деталей. Во-вторых, малый уровень остаточных напряжений и очень низкий процент брака многоцветных изделий вследствие «горячего» соединения друг с другом их отдельных цветных элементов.
Что можно производить на термопластавтоматах
Перечень продукции , которую можно производить на станках для литья силикона под давлением и термопластавтоматах имеет только ограничение в размерах конечного изделия. Возможность использовать силикон для нанесения второго слоя поверх пластика или металла открывает фантазии проектировщика бесконечные возможности.
Дополнительное оборудование
Кроме основных механизмов в процессе производства пластмассовых изделий используются устройства, облегчающие процесс:
- сушилки;
- погрузчики;
- смесители;
- дробилки;
- транспортеры;
- конвейеры;
- сборы облоя.
Мини станки для литья пластмасс
Это разновидность настольного мини-станка для производства небольших деталей мелкими партиями. Используются одно- или многоместные формы. Вес мини-станка составляет около 15 кг, он легко размещается на любом крепком столе, поэтому называется настольным. К некоторым мини-моделям прилагается рабочий стол. Более компактны мини-модели с электроприводом и автоматическим модулем смыкания. Такие настольные мини-станки используются для изготовления экспериментальных деталей для нового оборудования.
Видеоролик о вакуум-формовочных машинах:
Оценка статьи: (голосов: 6, средняя оценка: 3,67 из 5)
Загрузка…Поделиться с друзьями:Похожие публикации

Производство полиэтиленовых пакетов на станках разного типа
Как сделать самодельный станок для изготовления профлиста своими руками
Опрессовка и обжим наконечников кабеля гидравлическим прессом



1. Классификация литьевых машин
По виду перерабатываемого полимера машины делятся на термопластавтоматы (для переработки термопластичных материалов), реактопластавтоматы (для переработки термореактивных материалов), машины для литья изделий из резиновых смесей. В задачи данного учебного пособия входит описание методики выбора термопластавтоматов.
По назначению литьевые машины разделяют на универсальные, специальные, лабораторные и машины для микролитья.
Универсальные машины предназначаются для производства самого широкого ассортимента изделий, их конструкция предусматривает удобство и быстроту замены литьевых форм, а система управления позволяет менять в широких пределах технологические параметры литья. Схема одного из возможных вариантов конструкции универсальной машины представлена на рис. 1. Основные компоненты литьевой машины – узел пластикации и впрыска, узел смыкания форм и компоненты привода, включая систему электроуправления.
Специальные машины создаются для производства узкой номенклатуры близких по конструкции изделий и, как правило, включают в себя дополнительные узлы, не свойственные универсальным машинам. Достаточно часто
эти машины предназначаются для производства только одного вида изделия. В ряде случаев специальные машины являются составной частью сложных автоматизированных технологических линий. Иногда они используются для осуществления «нестандартных» технологий литья под давлением (табл. 1).
-269130-41689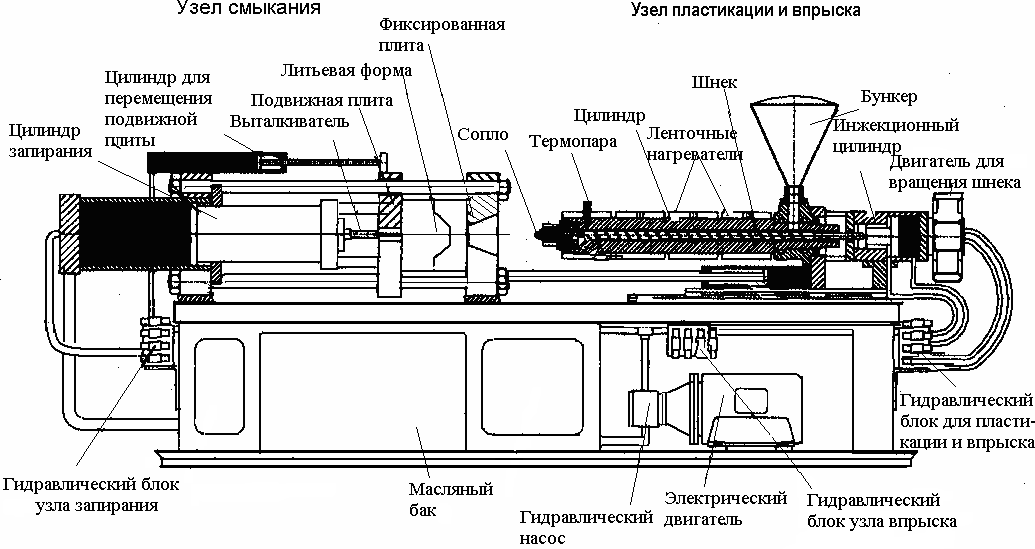
Рис. 1 Схема одного из возможных вариантов конструкции универсальной машины
Таблица 1
Воздействие на расплав
Приложение вибрационных усилий к расплаву в процессе переработки
Использование изменения скорости вращения шнека и противодавления для управле ния температурой расплава
Литье по технологии LFIM
Литье при низком давлении
Литье по технологии Push-Pull Injection Molding
Реоформование
Оборудование для производства изделий из силикона (LIM)
LIM — представляет собой процесс Liquid Injection Molding, при котором жидкий силиконовый каучук (LSR) впрыскивается в нагретую форму под давлением, полностью заполняя полость пресс-формы перед отверждением, затем материал отвердевает и превращается в изделие, которое выталкивается из формы толкателями или извлекается иными способами (роботом-манипулятором, пневмо, ручное извлечение).
Этот процесс в чем то похож на литье под давлением термопластичных полимеров, за исключением того факта, что для него требуется дополнительное оборудование и имеется ряд конструктивных отличий в литьевых машинах, так как LSR — является термореактивным полимером.

Нам доверяют
Введение дополнительного материала(ов) или компонента(ов) в литое изделие
Добавление или впрыск другого полимерного
материала
Заливка
металлических вставок или наполнение их расплавом
Впрыск газа в расплав полимера
Впрыск жидкости или воды в расплав полимера
Впрыск газа в смесь полимера с порошкообраз-ным металлом (или керамикой)
Армирование в форме
Вставка пленки, фольги, ткани или текстолита для декорирования внешней поверхности отливки
Двухкомпонентное (сэндвич) литье
Литье под давлением со вставкой и на металлическое основание
Литье с газом
Литье с сжиженным газом
Литье с газом и добавлением порошковых неполимерных материалов
Литье реактопластов
Литье с декорированием в форме
Многокомпонентное литье
Литье с использованием легкоплавкого пуансона
Литье с водой
Структурированное реоформование
Литье при низком давлении
Микрослоистое литье под давлением
Окончание табл. 1