ГОСТ 18885-73Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры. Резец канавочный для внутренних канавок гост
Геометрические параметры и размеры инструмента
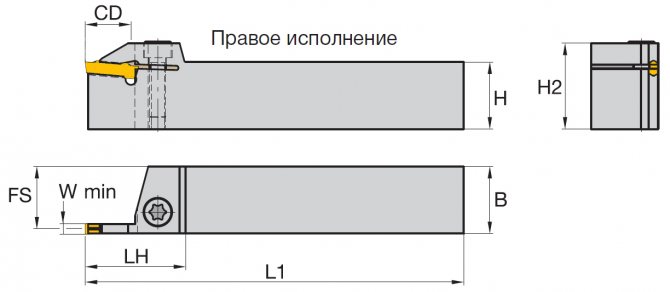
Конструкция любого канавочного резца характеризуется его геометрическими параметрами.
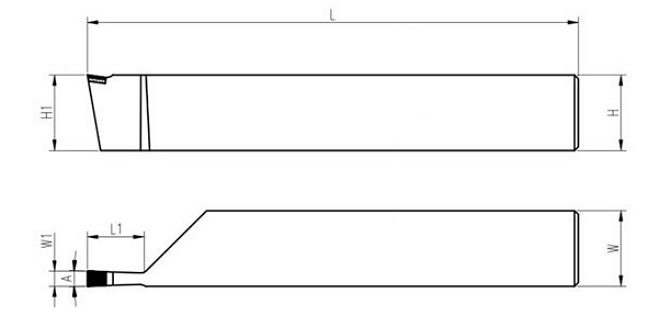
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
Читайте также: Заклепочные соединения в металлоконструкциях. Применение, рекомендации к расчету и основные характер
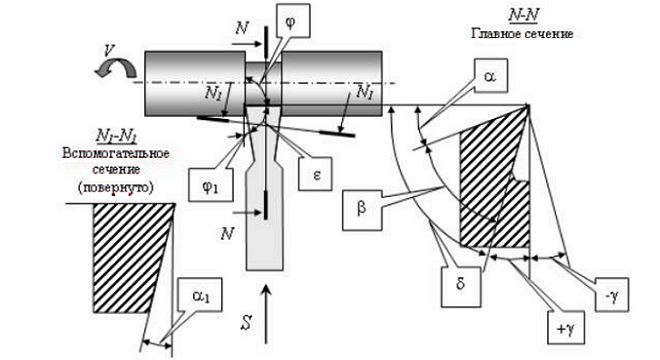
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Черт.3
Тип 3
______________
* На длине не менее шага резьбы.
Черт.3
Таблица 5
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25422-90, ГОСТ 25412-90 | |||||||
| 0,60 | 11,3 | 0,75 | 48010 | |||||
| 0,96 | 1,00 | |||||||
| 20х12 | 1,33 | 15,3 | 1,25 | 18,0 | 48030 | |||
| 1,56 | 1,75 | |||||||
| 25х16 | 0,25 | 1,93 | 16,9 | 2,00 | 22,0 | 48050 | ||
| 2,67 | 2,50 | |||||||
| 13,0 | 3,39 | 18,9 | 3,00 | 29,0 | 48090 | |||
| 32х20 | 4,12 | 3,50 | ||||||
| 18,0 | 5,32 | 23,7 | 5,00 | 28,5 | 48130 | |||
| 40х25 | 0,50 | 22,0 | 6,78 | 10,0 | 30,7 | 6,00 | 37,0 | 32230 |
| 28,0 | 8,24 | 12,0 | 34,7 | 7,00 | 32250 |
Особенности токарной обработки с использованием канавочного резца
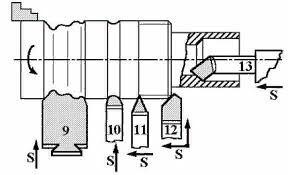
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.
Виды работ, производимых канавочными резцами
Особенности применения канавочного резца
Резание заготовок на токарном оборудовании происходит с соблюдением определенных режимов. Так, канавочный тип резцов требует иного применения, нежели другие виды режущей оснастки. Если брать обработку по глубине, то за одну подачу не углубляются более чем на ширину кромки. Расширение канавки происходит путем нескольких проходов инструмента вдоль оси детали. На скорость подачи влияет много факторов: это и обрабатываемый материал, и тип режущей оснастки, поэтому здесь есть пределы от 0.2 до 0.07 миллиметров за один оборот.
Канавки, которые можно получить на поверхности заготовки, бывают разных видов.
- Узкие по ширине, где размер равен величине рабочей части резца. Такую обработку проводят в ручном режиме и здесь используют всего один проход. Подача инструмента осуществляется четко в место будущего углубления по чертежу.
- Канавки, образуемые на уступах детали или ее торцах. В этом случае применяют лимб для подачи в поперечном направлении – так выставляют диаметр будущего углубления, а требуемой глубины добиваются, используя лимб перемещения суппорта в продольном направлении.
- Широкие по размерам углубления. Их получают за несколько проходов. Сначала канавочный резец подают на нужную глубину (с учетом 0.5 миллиметров припуска) с правой стороны канавки. Припуск оставляют для того, чтобы на конечном этапе сделать финишную обработку. Затем, двигаясь справа налево, доходят до другого конца канавки. Далее в обратном направлении прорезают деталь начисто.


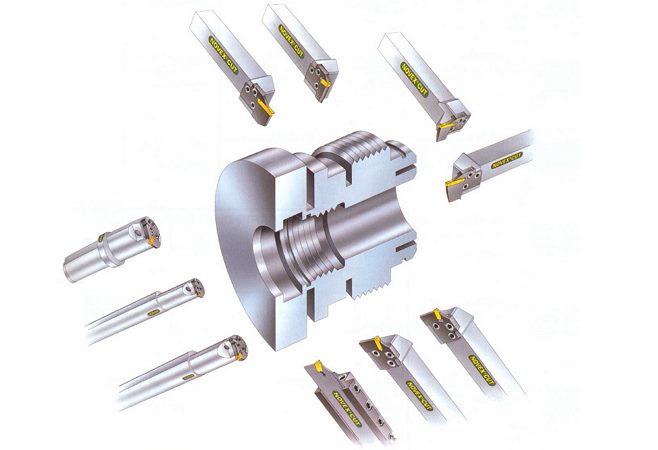
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные. правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия. обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2021 г. N9 93-П)
Читайте также: ГОСТ 9953-82. Конусы инструментов укороченные. Основные размеры (69824)
За принятие проголосовали:
| Кратки наименование страны па МК (ИСО Э1вв) 004-9? | Код страны
no МК (ИСО 316в) 004- 97 |
Сокращенное наименование национального органа по стандартизации |
| Белврусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандврт |
| Киргизия | KG | Кыргызствндврт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Узбекистан | uz | Узствндврт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 марта 2021 г. № 133-ст межгосударственный стандарт ГОСТ 26613—2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2021 г.
5 ВЗАМЕН ГОСТ 26613—85
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
© Стандартинформ. 2017
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ 26613—2016
Используемые маркировки
Обозначение резцов канавочных имеет кодировку, которая дает полное определение геометрических параметров инструмента, занесенных в таблицы нормативных документов. Основная маркировка изделий упоминает такие параметры, как сплав с процентным соотношением компонентов металла в сплаве. Например, если взять резец Т5К10, то здесь будет сплав на основе группы титановольфрамовой, где карбида титана до 5 %, а кобальта до 10 %.
Для подбора режущих канавочных изделий недостаточно знать только состав сплава, нужно исходить из всех параметров, которые оговорены ГОСТом.
Черт.1
Черт.1
Таблица 1
Размеры, мм
Читайте также: Разводной ключ – что это такое, как выглядит, для чего нужен, плюсы и минусы, основные виды
| Сечение резца | |
| 4х4 | 4 |
| 6х6 | |
| 8х8 | 6 |
| 10х10 | 8 |
| 12х12 | 10 |
| 16х16 | 12 |
2. Элементы конструкций и геометрические параметры отрезных резцов указаны на черт.2 и в табл.2.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Тип 1
_______________
* На длине не менее шага резьбы.
Черт.1
Таблица 1
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25398-90 | |||||
| 16х10 | 3 | 9,3 | 13,5 | 15,5 | 13 | 11130 |
| 20х12 | 6 | 15,0 | 16,0 | 19,0 | 19 | 11190 |
| 25х16 | 8 | 18,6 | 20,0 | 22,5 | 24 | 11210 |
| 32х20 | 10 | 23,3 | 26,0 | 29,0 | 29 | 11230 |
Таблица 2
мм
Читайте также: ГОСТ 2715-75 Сетки металлические проволочные. Типы, основные параметры и размеры.
| Шаг резьбы | 0,50 | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 5,50 | 6,00 |
| 0,072 | 0,108 | 0,115 | 0,144 | 0,180 | 0,216 | 0,252 | 0,288 | 0,360 | 0,432 | 0,504 | 0,576 | 0,648 | 0,720 | 0,792 | 0,870 | |
| 0,047 | 0,079 | 0,085 | 0,113 | 0,146 | 0,179 | 0,213 | 0,249 | 0,317 | 0,389 | 0,459 | 0,529 | 0,601 | 0,670 | 0,742 | 0,812 |
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
ГОСТы канавочных резцов
На канавочные резцы разных модификаций разработаны нормативные документы:
- ГОСТ 18874-73 регламентирует стандарты на оснастку назначения отрезного и прорезного, где оговорены размеры и конструкция инструмента, который изготовлен из быстрорежущей стали.
- ГОСТ 18885-73 описывает конструктивные особенности канавочных резцов для изготовления резьбы, которые снабжены твердосплавными пластинами.
- ГОСТ 18884 – 73 – этот нормативный акт дает указания по размерам и конструкции отрезных резцов для токарных работ, пластины у которых имеют напайки из твердых сплавов.
- ГОСТ 28978-91 – документ определяет стандарт по канавочным режущим инструментам сборной конструкции.
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.
Читайте также: Закалка и термообработка топора
Резец для наружных канавок
При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи.
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.
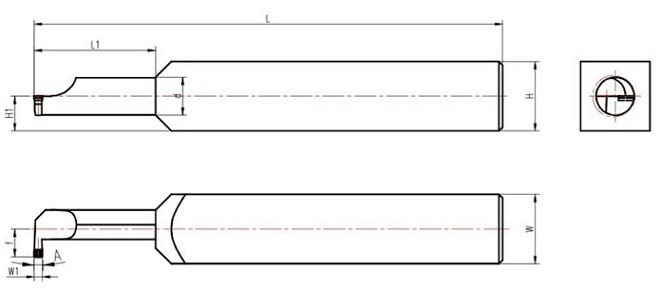
Резец для внутренних канавок
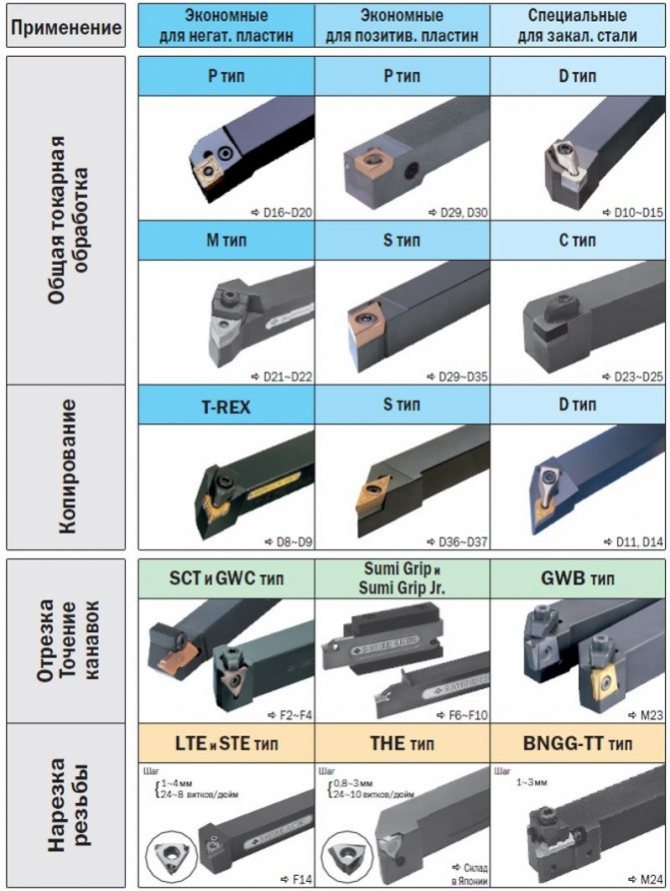
Классификация канавочных резцов
Для выполнения канавок разной конфигурации, размеров и глубины не всегда можно использовать один и тот же резец. Так, отличается работа с заготовкой, на которой нужно выполнить обработку наружной поверхности, внутренней поверхности отверстия, сделать углубление в торце окончания детали или торце уступа, отрезать часть металла от заготовки. Чтобы иметь возможность выполнить все эти операции, были разработаны разновидности канавочной оснастки.
Классификация инструмента по виду выполняемой работы:
- Режущая оснастка для канавок наружных. Этот тип инструмента отличается менее высокими требованиями к жесткости и размерам тела. Рабочие пластины здесь чаще всего изготовлены из инструментальной быстрорежущей стали. Державка чаще массивная.
- Канавочный резец внутренний. Этот вид оснастки требует повышенной прочности как рабочей части, так и основания. Режущий элемент здесь выполняют в основном из пластин с твердосплавными напайками, что позволяет сделать его более тонким. Державка инструмента обычно тонкая и изготовлена из высокопрочной стали.
- Торцевой инструмент. В некоторых случаях его роль может выполнять обычный резец для наружных канавок. Может быть изготовлен с расположением рабочей режущей области перпендикулярно относительно тела державки.
- Прорезной резец – разновидность канавочного инструмента, где ширина рабочей зоны больше ширины державки. Это позволяет ему делать глубокую прорезь вплоть до размера, равного радиусу детали, и таким образом отрезать ненужную часть.
Чтобы получить высокую точность обработки, канавку проходят два раза и каждый раз оставляют определенный припуск. В самом конце берут высокоточный подрезной канавочный резец и вычищают основание до нужного размера.
Канавочный резец — требования по ГОСТ
Технические характеристики КР оговариваются нормами ГОСТ, которые были приняты еще в СССР. Основным стандартом является документ ГОСТ 2209-82, а также его пересмотр от 1990 года. Также действует и ряд других нормативных документов — ГОСТ 18874-73, ГОСТ 18885-73, нормы СНиП и другие. Они оговаривают основные параметры канавочных резцов — геометрию, износостойкость, прочность, маркировку, качество резки, методики проверки. О выборе КР нужно помнить следующее:
- Большинство резцов, представленных на рынке имеют российское, китайское или европейское происхождение. Российские изделия отличаются неплохими техническими характеристиками, большим сроком годности, не требуют дополнительных требований по транспортировке или хранению. Еще один плюс — умеренная цена. Однако их рекомендуется применять для обработки обычных деталях при невысоких температурах.
- Если хотите обработать прочную и/или нагретую поверхность, то предпочтение следует отдать запчастям европейских производителей. Стоят они дороже, но и технические параметры у них лучше. К тому же они медленнее тупятся, легко хранятся, дольше выдерживают воздействие воды, химических веществ.
- С китайскими деталями ситуация гораздо сложнее. Многие китайские производители делают вполне качественные запчасти не уступают российским и даже европейским аналогам. А стоят они очень дешево. Однако в продаже все же много китайских низкокачественных резцов, поэтому выбирать детали нужно аккуратно. Имеет смысл закупать китайские изделия небольшими партиями (в случае плохих резцов Вы не потеряете много денег).
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Черт.2
Черт.2
Таблица 2
Размеры, мм
| Сечение резца | Наибольший диаметр отрезка | ||
| 6х6 | 1,5 | 10 | |
| 8х8 | 5 | 2,0 | 12 |
| 10х10 | |||
| 12х12 | 8 | 16 | |
| 16х10 | 3,0 | 30 | |
| 20х12 | 12 | ||
| 4,0 | 35 | ||
| 25х16 | 14 | 3,0 | 30 |
| 5,0 | 50 | ||
| 32х20 | 18 | 4,0 | 35 |
| 6,0 | 60 | ||
| 20х12 | 12 | 4,0 | 35 |
| 25х16 | 14 | 5,0 | 50 |
| 32х20 | 18 | 4,0 | 35 |
| 6,0 | 60 |
Текст документа сверен по: официальное издание Резцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
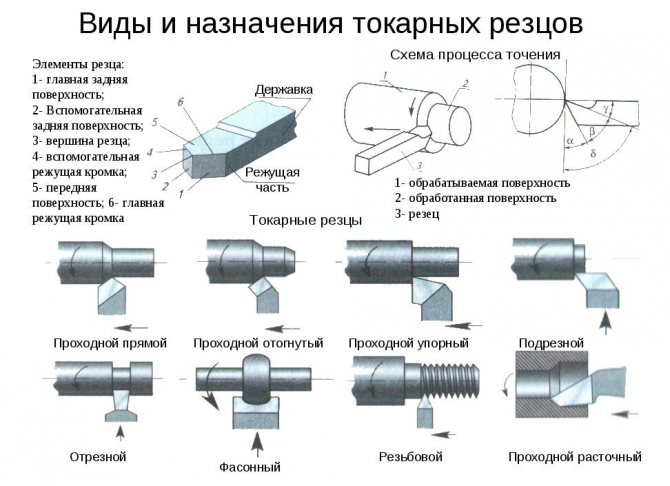
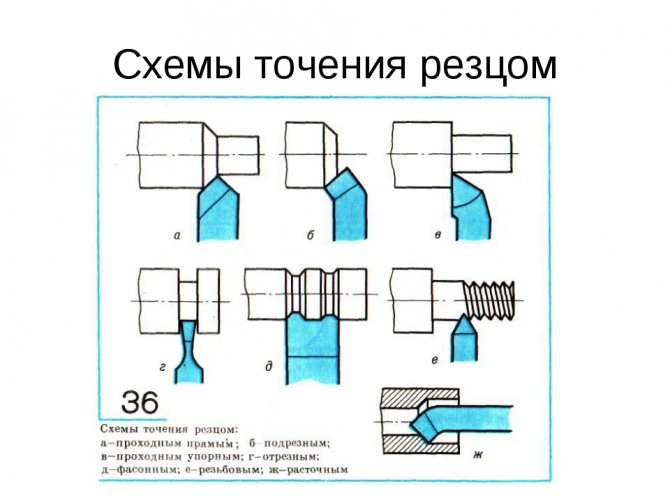
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
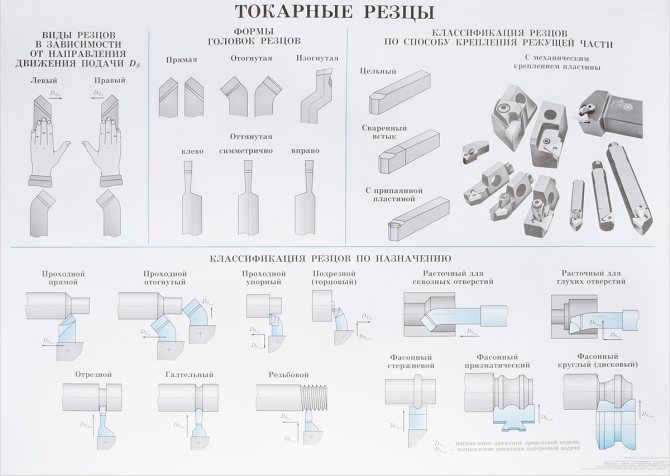
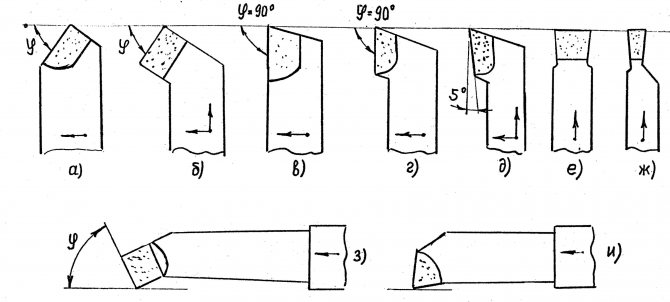
По внешнему виду токарные резцы делят на следующие группы:
Читайте также: Стамески — ТОП-15 рейтинг лучших моделей столярных стамесок для обработки дерева на 2021 год для домашней мастерской
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.



Резцы по дереву для токарного станка: назначение и конструкция элементов
Главным предназначением токарных резцов по дереву является ручная обработка вращающейся в специальном станке детали. Используемый для этих целей токарный станок предназначен для придания телу вращения. Деревянные заготовки, имеющие изначально округлую форму, с помощью двух фиксаторов устанавливаются на токарном станке. Один фиксатор соединен с электромотором, что приводит деталь в движение.
От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации
Важно! Со стороны мотора фиксация обязательно должна быть жесткой, чтобы вращательные движения не происходили в холостую. Резцы, которые закрепляются на вращающем механизме, выполняют обработку тела вращения
В зависимости от прочности, формы и остроты резца формируются следы на деревянной заготовке. Это также определяет форму обрабатываемой детали
Резцы, которые закрепляются на вращающем механизме, выполняют обработку тела вращения. В зависимости от прочности, формы и остроты резца формируются следы на деревянной заготовке. Это также определяет форму обрабатываемой детали.
Конструкция резца токарного станка состоит из рабочей металлической части и деревянной ручки. Рабочий элемент условно состоит из лезвия, тела и хвостовика. Лезвие состоит из переднего, заднего и заостренного угла. Величина угла заострения зависит от материала заготовки. Чаще всего мастера для работы с древесиной используют острые углы. Тело является основной частью, за которую нерабочей рукой токарь удерживает резец на подлокотнике станка. Хвостовик представляет собой зауженную часть, в которую переходит тело инструмента. Именно на нем крепится ручка токарного резца.
Конструкция ручки состоит из основы и шейки. Основа является большей частью ручки, за которую токарь держится рукой. Шейка представлена маленькой цилиндрической частью с металлическим крепежным кольцом. Она предназначена для предотвращения растрескивания ручки во время набивания ее на хвостовик рабочей части.
Токарные резцы по дереву состоят из заднего, заострённого и переднего угла
ГОСТ 18885-73 и 18874-73, касающиеся канавочных резцов
С содержанием ГОСТ 18874-73 «Резцы токарные прорезные и отрезные из быстрорежущей стали» и ГОСТ 18885-73 «Резцы токарные резьбовые с пластинами из твердого сплава» можно ознакомиться ниже:
ГОСТ 18874-7
ГОСТ 18885-73
Конструкция и размеры
Carbide-tipped thread turning tools. Design and dimensions
ГОСТ
18885-73
Взамен MH 623-64; MH 624-64; MH 625-64; MH 626-64
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
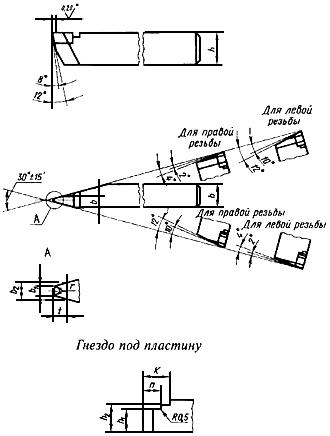
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава.
(Измененная редакция, Изм. № 1).
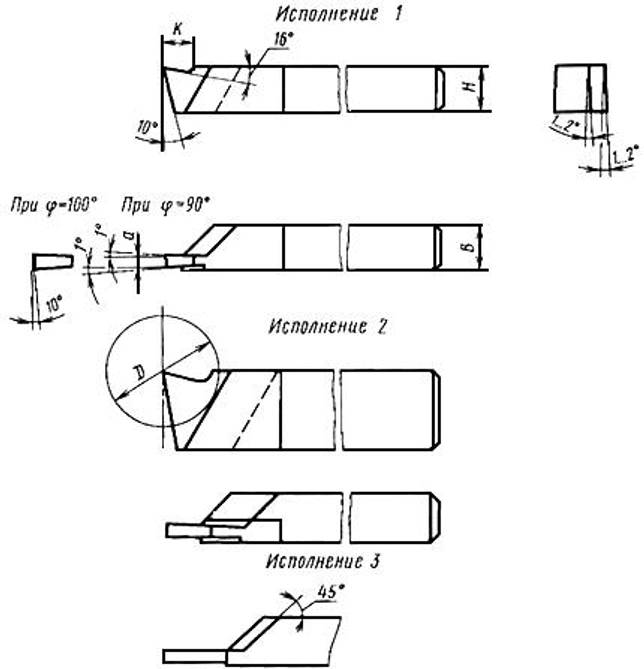
2. Резцы должны изготовляться следующих типов:
1 — резьбовые для наружной метрической резьбы;
2 — резьбовые для внутренней метрической резьбы;
3 — резьбовые для наружной трапецеидальной резьбы;
Читайте также: Все про буровые трубы: виды, характеристики, особенности
4 — резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Тип 1
| с |
| r L |
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г.
(ИУС 4-81, 9-85).
Таблица 1
мм
| Обозначение
резцов |
Применяе
мость |
Сечение резца h b | L | т | Тип пластин по ГОСТ 25398-90 | Шаг резьбы Р |
| 2660-0001 | 16-10 | 100 | 1,5 | 0,5-2,5 | ||
| 2660-0003 | 20-12 | 120 | 3,0 | 11 | 0,8—3,0 | |
| 2660-0005 | 25-16 | 140 | 4,0 | 1,25-5 | ||
| 2660-0007 | 32-20 | 170 | 5,0 | 2-6 |
Примечание. Размер г выполняется в зависимости от шага резьбы (гиш- = 0,144 S).
Пример условного обозначения резца типа 1, сечением hb = 20-12 мм, для метрической резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2660-0003 2 Т15К6 ГОСТ 18885- 73
Т и п 2
| Обозначение
резцов |
Применяе
мость |
Сечение резца h b | L | / | d | т | Тип пластин по ГОСТ 25398-90 | Шаг
резьбы Р |
D
найм. |
| 2662-0001 | 10-10 | 120 | 40 | 10 | 4 | 11 | 0,75-2,50 | 18 | |
| 2662-0003 | 12-12 | 140 | 50 | 12 | 5 | 1-3 | 24 | ||
| 2662-0005 | 16-16 | 170 | 60 | 16 | 9 | 1,5-4 | 30 | ||
| 2662-0007 | 20-20 | 200 | 80 | 20 | 12 | 2-5 | 42 | ||
| 2662-0009 | 25-25 | 240 | 100 | 25 | 14 | 3-6 | 52 |
Пример условного обозначения резца типа 2, сечением hb = 20-20 мм, для метрической резьбы с шагом Р = 3,5 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2662-00073,5 Т15К6 ГОСТ 18885- 73
Черт. 3
| Резцы | Сечение резца h ■ b | L | т | Тип
пластин |
Шаг
резьбы Р Читайте также: Быстрорежущие инструментальные стали: характеристики, маркировка и расшифровка |
|
| для правой резьбы | для левой резьбы | |||||
| Обозначение | Применяе
мость |
Обозначение | Применяе
мость |
|||
| 2664-0001 | 2664-0002 | 20-12 | 120 | 2,0 | 48 по ГОСТ 25422-90 | 2 |
| 2664-0003 | 2664-0004 | 3 | ||||
| 2664-0005 | 2664-0006 | 3,0 | 4 | |||
| 2664-0007 | 2664-0008 | 5 | ||||
| 2664-0009 | 2664-0010 | 25-16 | 140 | 4,0 | 6 | |
| 2664-0011 | 2664-0012 | 8 | ||||
| 2664-0013 | 2664-0014 | 6,0 | 10 | |||
| 2664-0015 | 2664-0016 | 32-20 | 170 | 12 | ||
| 2664-0017 | 2664-0018 | 8,0 | 16 | |||
| 2664-0019 | 2664-0020 | 40-25 | 200 | 10,0 | 32 по ГОСТ 25412-90 | 20 |
| 2664-0021 | 2664-0022 | 12,5 | 24 |
Пример условного обозначения резца типа 3, сечением hb = 2516 мм, для правой трапецеидальной резьбы с шагом Р= 6 мм, с пластинами из твердого сплава марки Т15К6:
Резец 2664-0009 6 Т15К6ГОСТ 18885- 73
Т и п 4
I
Таблица 4
Размеры в мм
| Резцы | Сечение резца h ■ b | L | / | d | т | Тип пластин по ГОСТ 25422-90 | Шаг
резьбы Р |
D
найм. |
|
| для правой резьбы | для левой резьбы | ||||||||
| Обозначение | Применяе
мость |
Обозначение | Применяе
мость |
||||||
| 2666-0001 | 2666-0002 | 1010 | 120 | 40 | 10 | 4 | 48 | 2 | 16 |
| 2666-0003 | 2666-0004 | 4 | |||||||
| 2666-0005 | 2666-0006 | 1212 | 140 | 50 | 12 | 4 | 2 | 22 | |
| 2666-0007 | 2666-0008 | 6 | 5 | ||||||
| 2666-0009 | 2666-0010 | 7 | 8 | ||||||
| 2666-0011 | 2666-0012 | 1616 | 170 | 60 | 16 | 6 | 3 | 30 | |
| 2666-0013 | 2666-0014 | 8 | 6 | ||||||
| 2666-0015 | 2666-0016 | 10 | 10 | ||||||
| 2666-0017 | 2666-0018 | 20 20 | 200 | 80 | 20 | 8 | 3 | 44 | |
| 2666-0019 | 2666-0020 | 10 | 8 | ||||||
| 2666-0021 | 2666-0022 | 12 | 12 | ||||||
| 2666-0023 | 2666-0024 | 25-25 | 240 | 100 | 25 | 6 | 4 | 62 | |
| 2666-0025 | 2666-0026 | 10 | 10 | ||||||
| 2666-0027 | 2666-0028 | 15 | 6 |
Пример условного обозначения резца типа 4, сечением hb = 1010 мм, для правой трапецеидальной резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2666-0001-2 Т15К6 ГОСТ 18885- 73 (Измененная редакция, Изм. № 1,2).
4. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688—61.
Технические особенности
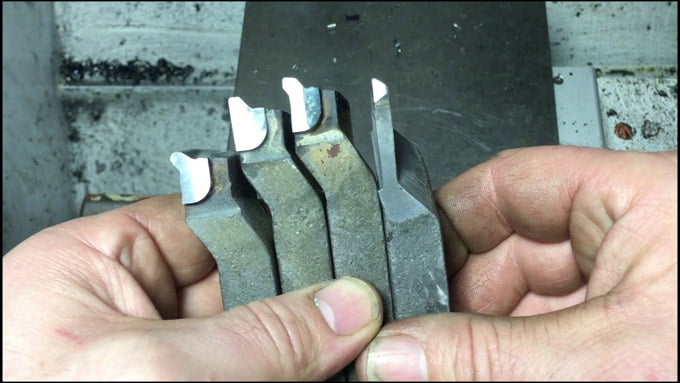
Большинство канавочных резцов обладают длиной 20-30 сантиметров. Небольшим, но стабильным спросом пользуются маленькие детали, длина которых не превышает 5 сантиметров (они применяются в станках, которые используются для изготовления высокоточной электроники). Головка имеет форму прямоугольного параллелограмма, у которого высота и толщина составляют 3-4 сантиметров, а ширина — 0,5-1 сантиметр. Пластинки-резаки делают из разных материалов — перечислим самые популярные:
- Твердосплавная сталь, нанесенная методом напайки. Популярный вид резака, отличается неплохими техническими характеристиками, дешево стоит. Главный недостаток — быстро затупляется, поэтому придется часто выполнять заточку.
- Металлокерамика с добавление кобальта, титана, вольфрама. Отличаются повышенной прочностью, затупляются очень медленно. Такие резаки подходят для обработки прочных изделий (скажем, для создания углублений в сталях с добавлением легирующих компонентов, повышающих прочность).
- Минералокерамические пластинки-резаки. Применяются для высокотемпературной обработки очень прочных запчастей. Сложны в производстве, поэтому дорогие. Быстро приходят в негодность и плохо поддаются заточке. Не рекомендуется применять для обработки обычных материалов (слишком большие затраты).
- Пластинки-резаки с алмазным напылением или алмазными вставками. Легко режут материалы любой прочности, но могут сгорать или выгорать при повышении температуры. Помимо этого сложны в производстве, поэтому обладают высокой стоимостью.
- Композитные пластинки на базе нитрида бора. Компромиссный вариант между алмазными, минералокерамическими резаками. Хорошо держат температуру, отлично обрабатывают высокопрочные материалы. Не слишком сложны в производстве, поэтому обладают низкой ценой.

При выборе токарного инструмента смотрите на физические свойства запчасти. Цена — важный параметр, однако в случае работы со сложными материалами гораздо проще, надежнее потратить лишние деньги, чтобы получить рабочий станок. Скажем, твердосплавные напаянные пластинки будут бесполезны для обработки высокопрочных материалов, поэтому их покупать бесполезно.
Маркировка и производители
Описание канавочных токарных резцов будет неполным без упоминания маркировки, по которой определяется состав материала их режущей части. Например, резец Т5К10 выполнен из твердого сплава титановольфрамовой группы, в котором содержится 5% карбида титана и 10% кобальта. Аналогично расшифровывается и маркировка изделий, выполненных из других материалов.
Наиболее известными производителями канавочных токарных резцов являются:
Читайте также: Что лучше: тротуарная плитка вибролитая или вибропрессованная, отличия, сравнение характеристик
- Днепропетровский завод промышленных инструментов (Украина);
- (Украина);
- Компания Zenitech (Швейцария);
- Компания Proma (Чехия);
- Компания Itertool (Китай).
Основные размеры и материалы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
Рекомендации по выбору резцов канавок
При выборе канавочного резца следует руководствоваться следующими соображениями:
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании? Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.

Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.




Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

Тип 2
_______________
* На длине не менее шага резьбы.
Черт.2
Таблица 3
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25398-90 | ||||
| 10х10 | 4 | 5,5 | 5,0 | 8,5 | 11150 |
| 12х12 | 7,5 | 6,0 | 10,5 | ||
| 16х16 | 6 | 9,5 | 9,0 | 13,5 | 11190 |
| 20х20 | 8 | 12,5 | 11,5 | 17,5 | 11210 |
| 25х25 | 10 | 16,0 | 15,0 | 22,0 | 11230 |
Таблица 4
мм
| Шаг резьбы | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 5,50 | 6,00 |
| 0,050 | 0,055 | 0,072 | 0,090 | 0,110 | 0,125 | 0,145 | 0,18 | 0,215 | 0,250 | 0,288 | 0,325 | 0,360 | 0,400 | 0,430 |