Пассивация нержавеющей стали – нужна ли дополнительная защита? Химическое пассивирование нержавеющей стали
1 Почему нержавейка устойчива к коррозии?
Коррозия стали характеризуется разрушением ее поверхностного слоя под воздействием агрессивных сред, а иногда и при контакте с привычной нам атмосферой. Окисление происходит с каждым вновь открывающимся слоем, пробираясь вглубь. Постепенно деталь разрушается полностью. Чтобы не пытаться спасать такие изделия при появлении очагов коррозии, а то и вовсе не производить замену деталей, был разработан способ защиты – пассивирование. Именно так и появилась всем известная нержавейка.

Коррозия стали
Сталь содержит в себе множество добавок. Кобальт, никель, ниобий, титан, молибден, марганец – все они помогают добиться различных механических и физических свойств сплава. В составе в существенном количестве присутствует и хром (Cr), именно от него зависит коррозионная стойкость стали.
Хром – одна из главных легирующих добавок, содержание его варьируется от 12 до 20 %. Как раз эта цифра и определяет степень пассивности сплава.
Нержавейка с 12 % хрома будет устойчива только к атмосферным окислителям (в первую очередь кислороду воздуха). При 17 % сплав выдержит значительно более агрессивные среды, например, азотную кислоту. Если требуется еще более устойчивый материал, тогда увеличивают содержание никеля, молибдена, меди и прочих добавок, еще в некоторой степени усиливающих коррозионную пассивность. Высокоагрессивными средами считаются соляная, серная и прочие схожие по свойствам кислоты.

Листы нержавейки
Но содержание легирующих элементов в нужной пропорции не единственное требование к стали, чтобы она могла называться нержавеющей. Поверхность детали должна быть без повреждений, у внешнего слоя желателен однородный химический состав. Ведь устойчивость к коррозии определяется наличием оксидной пленки, в основном CrO. Ее прерывистость или различная толщина из-за неоднородности химического состава сплава сводит на нет защитные качества.
Когда нужно пассивировать
Для нового оборудования многое зависит от его происхождения. Высококачественное оборудование часто погружается в азотную кислоту, как один из последних этапов в производстве, и, возможно, потребуется только хорошая чистка для удаления масляных остатков перед первым использованием. Производители менее дорогого оборудования после обкатки, сварки, полировки могут пропустить окончательного погружения с целью экономия денег.
Даже если вы знаете кто источник вашего нового оборудования, я бы склонялся к обоим шагам тщательной очистки и пассивации. Тщательная очистка требуется, чтобы удалить масла, полировочные составы и другие загрязняющие вещества, которые могли бы испортить ваше пиво. Но дополнительный шаг пассивации после очистки — это не высокая цена, по сравнению с достаточно дорогим оборудованием из нержавеющей стали, которое может прослужить для вас всю жизнь.
Также вы должны рассмотреть пассивацию вашей нержавейки в любой момент, если считаете, что повредили защитный слой хрома. Это включает в себя устойчивые пятна, которые требуют чрезмерной очистки, любые царапины, вмятины на нержавеющей стали, воздействия от обычной стали, стальных или железные губки, или воздействия отбеливающих чистящих средств. Кроме того, если вы часто используете его для варки, будет не плохой идеей для пассивации каждый год или через два только в качестве профилактической меры.
И, наконец, если вы заполучили ржавчину или коррозию, важно исправить это немедленно. Мягкий абразив, такой как Bar Keeper’s Friend, поможет вам удалить ржавчину, а также будет пассивировать область, чтобы предотвратить от дальнейшее повреждения.
Методики травления и пассивации
Погружение деталей в травильную ванну – данный метод позволяет обработать всю поверхность одновременно и целиком, включая труднодоступные места, для обеспечения однородности отделки и оптимальной коррозионной стойкости нержавеющей стали. Данный метод может быть выполнен на наших площадках или на объекте клиента
Циркуляция – данный метод используется, когда необходимо протравить и запассивировать трубопровод на производственных предприятиях химической, пищевой или фармацевтической промышленностях. Раствор для травления или пассиватор циркулирует по системе трубопровода заданное время. Особенно рекомендуется выполнять пассивацию для трубопроводов, по которым будут проходить коррозионные жидкости.
Нанесение растворов методом распыления – данный способ удобен для крупногабаритных изделий и оборудования, когда невозможно выполнить погружение изделия в травильную ванну.
Данный метод может быть выполнен на наших площадках или на объекте клиента.
Нанесение геля — ручная обработка может выполняться путем нанесения паст или гелей на поверхность. Это полезно для точечной обработки сварных швов и других сложных участков, требующих ручной обработки.
Технология и методы
Существуют различные методы обработки нержавейки. Но выделяют два основных способа пассивации стали:
Травление химическими кислотами (концентратами) на отдельных участках. Эта технология часто применяется для обработки сварных швов, но допускается и в других случаях. Этот процесс имеет различные варианты последовательности обработки. Различаются они как по составу химических веществ, так и по времени проведения работ. Самым распространенным способом в этом случае является электролитическое травление. Эта технология заключается в том, что изделие из нержавеющей стали помещают в специально подготовленную ванну, состоящую из концентрированных кислот. Через этот состав пропускается электрический ток (переменный или постоянный). Металл играет роль либо катода, либо анода. Подаваемый ток оказывает механическое воздействие на сталь, благодаря чему происходит выделение водорода или газообразного кислорода. Это помогает отделению окисной пленки на поверхности изделия. Травления готовыми смесями кислот. Они могут быть изготовлены в виде паст, гелей, спреев, концентратов. Этот способ наиболее удобен.
Независимо от того, какой метод применяется для пассивирования нержавеющей стали, важно соблюдать последовательность выполнения работ.
Первая очистка
- Смазка, охлаждающая жидкость или другие загрязнения должны быть тщательно удалены от поверхности, чтобы получить наилучшую коррозионную стойкость.. Коммерческий обезжириватель или моющее средство можно использовать для очистки механических масел или охлаждающих жидкостей. Посторонние вещества, такие как термические оксиды, возможно, должны быть удалены путем измельчения или такими методами, как кислотное травление.
- Иногда оператор может пропустить основную очистку, предполагая ошибочно, что просто погружая смазку в кислотную ванну, одновременно чистка и пассивирование будут происходить одновременно. Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
- Хуже того, загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку» коррозии. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
- Части, изготовленные из мартенситных нержавеющих сталей [которые являются магнитными, с умеренной коррозионной стойкостью и с пределом текучести до (1930 МПа)], на квадратный дюйм затвердевают при высокой температуре и затем отжигаются для обеспечения требуемой твердости и механических свойств. Осаждающие упрочняемые сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные сорта) могут обрабатываться в растворе, частично обрабатываться, выдерживаться при более низких температурах, а затем заканчиваться механической обработкой.
- В таких случаях детали необходимо тщательно очистить обезжиривающим или очищающим средством для удаления следов режущей жидкости перед термообработкой. В противном случае режущая жидкость, остающаяся на деталях, вызовет чрезмерное окисление. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Травление
- Травление — это удаление смежного низко хромистого слоя металла с поверхности нержавеющей стали химическими средствами.
- Там, где сталь нагревается путем сварки, термической обработки или других средств, до такой степени, что можно увидеть цветной слой оксида, на поверхности стали под оксидным слоем имеется обедненный хромом слой.Более низкое содержание хрома дает более низкую коррозионную стойкость. Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства.
- Процедуры, включающие травильные растворы азотной (HNO 3) и фтористоводородной (HF) кислот, удаляют масштаб и нижний слой, обедненный хромом, и восстанавливают коррозионную стойкость. Растворы травления также удаляют загрязняющие вещества, такие как частицы железа и железа. Растворы травления, отличные от смесей азотной и фтористоводородной кислот, существуют и могут использоваться для специализированных применений.
- Травильные пасты, где раствор смешивают с инертным носителем, обычно используются для обработки выбранных областей, таких как сварные швы.
- Травление включает удаление металла и изменение в визуальной яркости металла.
- Электрополирование — полезная альтернатива травлению.Металлическое удаление достигается, но обычно приводит к яркой, гладкой и более стойкой к коррозии поверхности.
2 Почему коррозия все-таки одолевает нержавеющую сталь?
Несмотря на изложенную картину, нержавейка подвергается коррозии. Ржавчина на ее поверхности приводит в недоумение людей, кто не совсем знаком с химической природой этого явления. Многие начинают сомневаться, нержавейка ли это вовсе? Но даже вполне настоящая пассивированная сталь может подвергаться различного рода коррозии. И причин этому немало.
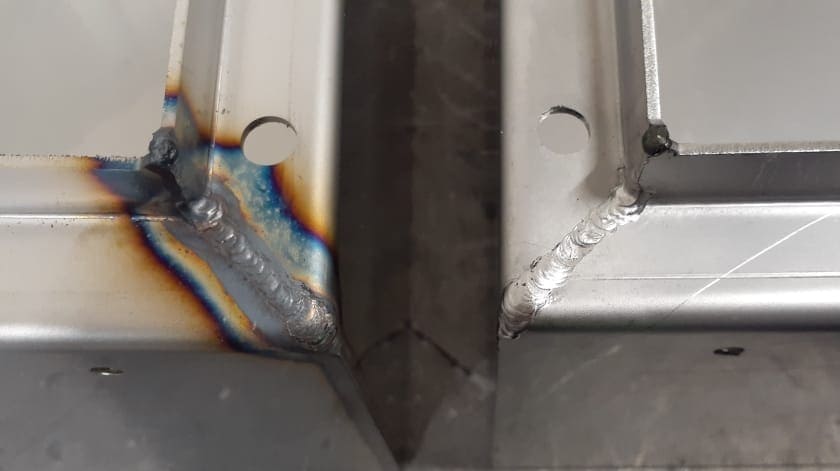
Первой и вполне очевидной будет недостаток хрома или его неравномерность в структуре сплава. Также контакты с менее устойчивыми разновидностями стали (углеродистой, например) вызовут процесс ржавления. Часто детали подвергаются сварке, и даже если изначально нержавейка была очень высокого качества, после такой обработки она начинает корродировать. Обычно это легко предупредить зачисткой и полировкой поверхности шва, чтобы там не осталось даже следовых количеств сварочных материалов, например, частичек железа (Fe).

Нержавейка высокого качества
Занести нежелательные количества железа в структуру нержавейки можно и другими способами. Если рядом с ней пилят, режут, шлифуют обычную сталь, то пыль с Fe обязательно достигнет ее и запустит процесс коррозии. Но даже все предусмотрев и изолировав ваши детали, вы можете забыть, что когда-то использовали для обычной стали определенный шлифовальный круг и решите им обработать нержавеющую. Это обернется коррозией. Да и любой другой инструмент должен применяться на однотипных материалах, например, только на нержавейке.
После сварки часто нужна очистка шва, делают это металлической щеткой, лучше завести такое приспособление для низколегированных сплавов и нержавейки отдельно. К слову, любые деструктивные поверхностные обработки существенно приближают появление коррозии, так что частить с этим не рекомендуется. Если все-таки пришлось заниматься механической очисткой, то проверьте, осталась ли на детали железная пыль и не появились ли повреждения оксидной пленки. На производстве при наличии лаборатории это можно сделать за пару минут с помощью химреактивов – воды, азотной кислоты и ферроцианида калия. Места с включениями свободного железа станут синие. В другом случае потребуется несколько часов и простая вода из крана. Нужно всего лишь смочить поверхность и дать постоять, проблемные зоны начнут ржаветь.

Очистка сварочного шва нержавеющей стали
Сварочный шов действительно слабое место у нержавеющей стали. Поэтому его обязательно зачищают, отмывают от остатков рабочих материалов (флюса, брызг и т.д.), полируют и пассивируют препаратами на основе кислот. Такие реактивы можно найти в продаже. Обычно основу их составляет азотная кислота, в определенной концентрации она приводит к образованию химически пассивной оксидной пленки.
Феррос
Наши сотрудники ведут свою деятельность начиная с 2003 года. Направление, которое легло в основу нашей компании, это поставки, транспортировка и продажа металлопроката, а также его производных, таких как оцинкованные, электросварные и нержавеющие трубы, стальная и двутавровая балка, трубы ВГП, стальные отводы, листовой прокат, профнастил и т.д.
Подробнее
Пассивация различных видов металлов
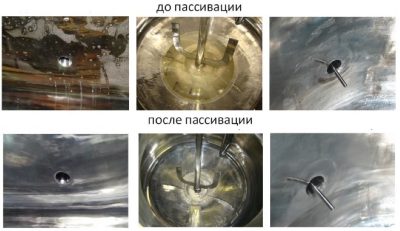
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Проиллюстрированный (фото, видео) кейс нашей компании на производстве ОКБ «Гамма» можно увидеть в статье
«Как мы ускорили обработку сварных швов в 3 раза» .
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в аппаратах предусмотрена возможность электрохимической полировки.

Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Подробнее о химической очистке трубопроводов и её этапах (обезжиривании, травлении и пассивации) читайте в статье «Очистка трубопроводов» в разделе «Услуги».
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Химическая пассивация как оптимальное покрытие жаропрочной стали
Пассивация металла — процесс, в результате которого на поверхности металла образуется оксидная плёнка, препятствующая образованию коррозии. Название метода покрытия происходит от слова «пассивность». Цель пассивации — снизить химическую активность металла при взаимодействии с другими металлами или агрессивными условиями окружающей среды.
В своём роде, появление плёнки — то же разрушение металла. Но, разрушая верхний слой материала на несколько десятков нанометров, пассивация спасает нижние слои от появления ржавчины.
Таким образом, химическая пассивация — взаимодействие окислителя с обрабатываемой поверхностью.
Этапы химической пассивации
1. Если предварительно не подготовить металлическое изделие, то окислитель вступит в реакцию не со сплавом, а с посторонними элементами. Поэтому, перед пассивацией необходимо зачистить поверхность. Очистку выполняют 2 способами: мытьём или ошкуриванием изделия при помощи наждачной бумаги. Теперь можно приступить к пассивации.
2. Сам процесс представляет нанесение на изделие химического реагента. На сплаве образуется защитная плёнка, состоящая в основном из солей и окислов. Плёнка делает структуру изделия наиболее крепкой и долговечной. Эффективность процедуры зависит от следующих факторов:
- состав раствора;
- состав сплава;
- состояние поверхности обрабатываемой детали.
Лучше всего поддаются химической пассивации высоколегированные стали, особенно хромникелевые. А вот углеродистые стали следует обрабатывать только для кратковременной защиты, так как уровень защитного слоя на них существенно слабее.
3. Очистка при помощи воды. Соли, которые могли остаться на изделии, могут вызвать коррозию. Поэтому промывку следует проводить тщательно.
4. Остатки кислоты необходимо нейтрализовать с помощью 2-3 % раствора аммиака или раствора, состоящего из 25-30 г/л олеиновой кислоты и 2-4 г/л гидроксида натрия. Обработка проводится при 80 – 90 °С на протяжении 2-3 минут.
Какой раствор используется?
Использование различных растворов зависит от свойств сплава. Рассмотрим, какие растворы применяются для пассивирования различного класса черных металлов:
Высоколегированные сплавы, устойчивые к коррозии — азотная и серная кислоты.
- Сплавы ферритного класса — калий двухромовокислый, азотная кислота.
- Углеродистые стали — калий двухромовокислый, хромовый ангидрид, фосфорная кислота, гидроксид натрия.
- Среднелегированные стали — хромовый ангидрид, фосфорная кислота.
Температура и время пассивирования также зависят от класса сплава. Температура составляет диапазон от 18 до 90 °С, а время — от 3 до 60 минут.
Чем выше температура раствора, тем быстрее протекает процесс.
Причины появления коррозии на металле
Коррозия – разрушение поверхности стали под воздействием внешних негативных факторов. Даже химическая обработка поверхности не всегда способна защитить материал от развития деструктивных процессов во внутренних слоях. Существуют такие причины развития коррозии нержавеющего металла:
Ржавление и коррозия
- низкое содержание хрома в составе стали;
- прямой контакт с материалом, не обладающим таким же уровнем устойчивости к окислению и коррозии;
- очищение посуды или деталей при помощи хлорсодержащих средств тоже повреждает оксидную пленку;
- соединение частей нержавейки при помощи сварки (защитный слой в этом месте разрушается во время обработки).
Чтобы ржавчина не появилась на нержавеющей стали после процедуры, то шов должен быть тщательно очищен, отшлифован и отполирован. Только в этом случае можно устранить остатки тех материалов, которые разрушаются быстрее.
Частички неустойчивых к коррозии металлов часто попадают на нержавеющую поверхность, если рядом производилась их резка или шлифовка. Лучше не использовать для обработки пассивированного металла инструменты, которые контактировали с обычными материалами. Тут уже лучше использоваться однотипными изделиями.
Виды коррозии
Пассивирование нержавейки поможет защитить ее от таких видов коррозии:
- Щелевой. Она чаще проявляется в местах соприкосновения материалов, например: в области крепежа. Развивается такой деструктивный процесс вследствие механического повреждения защитной пленки.
- Гальванической. Коррозионная устойчивость нержавеющего металла снижается при соприкосновении с другим материалом в условиях токопроводящей среды. Ситуация ухудшается, если деталь постоянно находится в морской воде.
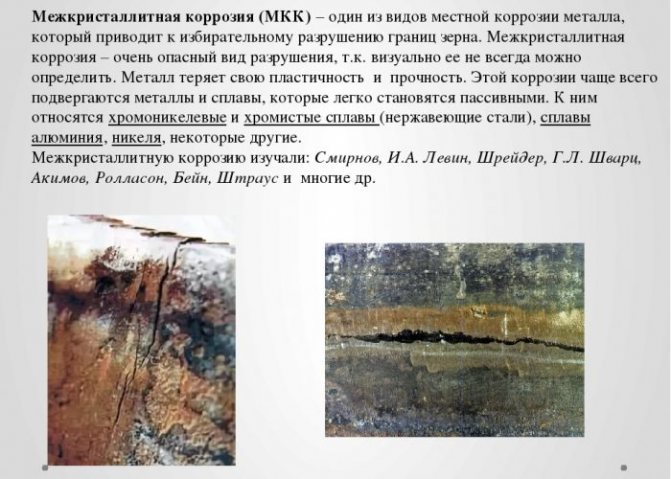
- Межкристаллитной. Такое разрушение металла появляется в том случае, если изделие несколько раз сильно перегревалось. Этот процесс способствует формированию карбидов железа и хрома на кристаллической решетке нержавейки.
- Эрозивной. Она может развиваться в том случае, если на металл периодически воздействует абразивный материал. Оксидная пленка просто не успевает быстро восстановиться, появляется ржавчина.



Чтобы такие проблемы не возникали, нужно обязательно пройти пассивирование материала.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Этапы химического пассивирования
В процессе формирования однородной инертной пленки на поверхности изделий из нержавейки важно учитывать особенности состава стали и степень повреждения защитного покрытия. Химическое пассивирование сегодня является неотъемлемой частью в работе с нержавеющими материалами. Это позволяет продлить срок их службы, избавиться от ржавчины и повреждений, а также предотвратить образование коррозии. Во время проведения работ по пассивации следует соблюдать поочередность этапов:
Сначала осуществляется очистка материалов от загрязнений. Удаляются жирные пятна, ржавчина и прочие налеты. При технологии травления химическими кислотами изделие погружают в ванну со смесью соляной кислоты и серной. При температуре от 60 до 80 градусов сталь здесь выдерживается в течение 20-40 минут. Если применяется метод травления готовыми смесями кислот, то для очистки используются специальные концентрированные составы (пасты, гели, спреи), которые наносятся на поверхность стали ручным способом. Химикат оставляют ориентировочно на 30 минут. Затем проводится тщательная промывка изделий водой. Начинается процесс пассивации. В первом случае сталь погружают в кислотную ванну. Во втором – наносят гели, пасты, спреи и прочие готовые химические составы на поверхность изделия. В случае с готовыми средствами предусмотрен еще один этап – обработка пассиватором. Это позволяет обеспечить принудительное образование оксидной пленки на нержавеющей стали. Последний этап состоит из тщательной промывки изделия.
Состав нержавеющей стали и марка играют далеко не последнюю роль во внешнем виде изделия после химического пассивирования. Некоторые виды имеют темный цвет, другие же более светлый. Но независимо от этого данный способ обработки стали имеет целый перечень преимуществ:
улучшается сопротивление к образованию коррозии; происходит равномерное сглаживание поверхности изделия; удаляются заусенцы, царапины, вмятины; срок службы изделий значительно увеличивается.
Визуальная проверка
«Испытание в режиме увлажнение-сушка» (ASTM A380) и «испытание погружением в воду» (ASTM A967): данную проверку можно провести на месте методом простого погружения образца в соляной раствор в концентрации 3-7%, с промывкой дистиллированной водой и сушкой воздухом. Визуальная оценка пятен железного порошка и следов точечной коррозии не является методом количественного контроля качества пассивации. Испытания на воздействие повышенной влажности (ASTM A380, A967): Данная проверка проводится только в условиях лаборатории, на образцах малого размера. Данный метод не подходит для проведения полевых испытаний. Образцы погружают в среду с высоким содержанием ацетона или метилового спирта, с последующей сушкой в инертной атмосфере. На данном этапе образцы проходят испытание в среде, имеющей уровень влажности 97% и температуру 37 °C. Продолжительность испытания устанавливается пользователем (но не менее 24 часов). Оценка результатов производится исключительно визуальным способом. По завершении испытания из-за попадания частиц железа может начаться процесс коррозии.

Читайте также: Как сделать тележку для сварочного полуавтомата с баллоном?
Испытание на воздействие повышенной влажности
3 Многоликая коррозия
Количество причин, по которым нержавеющая сталь начинает корродировать, кажется небольшим. Но на химическом уровне происходят куда более разнообразные процессы. Коррозия, оказывается, бывает разной природы. Рассмотрев основные виды, мы будем предупреждены обо всех слабых местах этого сплава. Самый частый и неожиданный способ испортить нержавейку – чистящие средства. Многие хозяйки не предполагают, что хлорсодержащая бытовая химия очень быстро разрушает защитную пленку на посуде из этого сплава. Так что следует иметь на вооружении специальное чистящее средство. Такая коррозия называется общей, потому что происходит по всей поверхности.

Посуда из нержавеющего сплава
Щелевой тип поражения сплава знаком тем, кто работает с конструкциями из этого материала. Если детали плотно соприкасаются, рано или поздно между ними начинается ржавление. Часто поражаются крепежи. Точечная или питтинговая коррозия возникает при механическом повреждении поверхности детали. Причина очевидна, сбитая пленка открывает доступ к незащищенной стали. Гальванические процессы вызывают одноименную коррозию. Для их возникновения нужна токопроводящая среда и разнородные металлы, одним из участников и будет нержавейка. Это очень частая причина порчи деталей в морской воде. Поэтому на конструкторов всегда ложится удвоенная ответственность, нужно исключить контакт нержавеющей стали с другими низколегированными сплавами.

Коррозия на поверхности детали
И опять сварка. Большая температура этого процесса запускает межкристаллитную коррозию. Это очень коварная разновидность ржавления, начинается она еще на уровне кристаллической решетки, двигаясь вдоль границ кристаллов. Она может быть и не так заметна со стороны, но внутри точит изделие, со временем приводя к потере прочности. Напоследок скажем об эрозивной коррозии. Это неизбежно происходит в тех случаях, когда деталь из нержавеющей стали находится под воздействием непрерывного потока абразивного раствора. Жидкость просто уносит частички пленки, а новая не успевает образовываться.
Пассивация металлов — АСГАРД-Сервис
Пассивация металлов — переход поверхности металла в неактивное, пассивное состояние, связанное с образованием тонких поверхностных слоёв соединений, препятствующих коррозии.
В технике пассивацией называют технологический процесс защиты металлов от коррозии с помощью специальных растворов или процессов, приводящих к созданию оксидной пленки.
Механизм пассивации
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается. Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
Пассивация металлов в технике
Пассивация является одним из методов защиты металлов от коррозии. Часто на поверхности металлов используется защитные слои – пленки оксидов при действии окислителей.
Одним из технологических вариантов пассивации является воронение. Для пассивации многих металлов используют растворы на основе окисляющих агентов, способных к образованию труднорастворимых соединений (хроматы, молибдаты, нитраты в щелочной среде и др.)
Оцинкованные детали часто пассивируют, подвергая хроматированию.
Пассивирование применяется для защиты от внутренней коррозии трубопроводов, котельного и теплообменного оборудования. Для этого, приложив к трубопроводу направленное радиально (то есть поперек оси трубы) электрическое поле, возможно электрически оттянуть свободные электроны металла, находящегося на внутренней поверхности трубы, по направлению к внешней поверхности. В результате металл на внутренней поверхности трубопровода не может вступить в химическую реакцию.
Пассивация нержавеющей стали
Несмотря на высокую устойчивость нержавеющей стали к коррозии, для нее также желательна дополнительная защита, которую позволяет получить такой технологический процесс как пассивация.
Читайте также: Анализ себестоимости продукции (работ, услуг). Анализ инвестиционных проектов в условиях риска
В случае, когда большому риску подвержены даже изделия из нержавеющей стали, необходимость в выполнении процедуры пассивации очевидна.
Обусловленность высокой коррозионной устойчивости нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивация как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- Никель;
- Молибден;
- Кобальт;
- Ниобий;
- Марганец.
Основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы – не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.