Токарные резцы по металлу — разновидности и назначение. Маркировка резцов токарных по металлу
Конструкция токарного инструмента
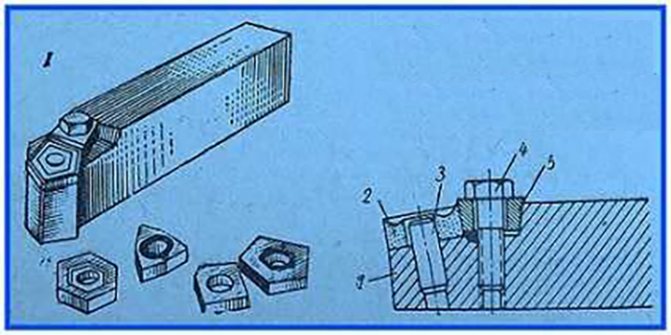
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:

Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.

Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Это интересно: Термостойкая краска по металлу до 1000 градусов
Качество обработки зависит от вида токарных резцов
Выполнять технологическую операцию можно как черновым, так и полу- или чистовым приспособлением. В первом случае – за счет впечатляющих механико-прочностных характеристик кромок, не перегревающихся в процессе, – достигается сравнительно высокая скорость решения задачи, (но может пострадать точность, так как стружка снимается толстыми слоями). Во втором, как правило, выполняется доводка – без лишней поспешности, аккуратно, чтобы обеспечить малую шероховатость поверхности, чему способствует прямое или фасонное лезвие (не полукруглое или проходное).
Отсюда простой вывод: проводить подбор инструмента нужно с оглядкой на специфику той цели, которую предстоит решить.
Читайте также: Тест ромбических домкратов для внедорожников: Airline, AVS, Skyway, Stvol, БелАК и Audi

Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
-
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
-
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
-
Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
-
-
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.

Изображение №1: конструкция токарного резца
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
- Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
- Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.

Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.

Это интересно: Как сварить нержавейку с черным металлом: особенности технологии
Резцы для обработки наружных цилиндрических поверхностей
Для токарной обработки наружных цилиндрических поверхностей применяют проходные резцы с режущей частью из быстрорежущей стали или твердого сплава. Проходные резцы могут быть прямые (рис. 41, а) и отогнутые (рис. 41, б). Отогнутыми можно не только обтачивать наружную цилиндрическую поверхность, но и подрезать торец детали. Проходные резцы имеют главный угол в плане ф 30—60°, углы в плане с меньшими значениями характерны для обработки жестких заготовок (отношение длины к диаметру-^-^5).
Вспомогательный угол в плане фі обычно равен 10—30°
Широко применяют проходные упорные резцы с главным углом в плане ф=90с (рис. 42). Ими удобно обрабатывать наружные цилиндрические поверхности г подрезать уступы. Упорные резцы применяют также при обтачивании нежестких валов (отношение длины к диамет
Ру -^->12). Такие резцы вызывают
Меньший прогиб заготовки. Однако у проходных резцов с главным углом в плане ф=45° в работе участвует большая часть режущей кромки, чем у упорных резцов с углом ф=90°, поэтому стойкость упорных резцов меньшая, чем проходных. Для черновых проходов применяют резцы с радиусом закругления /?=0,5— 1 мм, а для чистовых $ = 1,5—2 мм, так как чем больше радиус при вершине, тем чище обработанная поверхность. Для чистового точения целесообразно применять чистовые резцы (прямые или отогнутые) с радиусом закругления 3—5 мм (рис. 43,а, б).
- Скорость резания
- Рекомендации по выбору бизнеса
- Строительное оборудование МСД
- Тепловые насосы
2. Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени. Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
- Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π ✖ 0,050 ✖ 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
- правые;
- левые.
По форме державки:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
По типу назначения:
проходные;- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.

По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
- радиальные;
- тангенциальные.
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- металлокерамика;
- алмаз.
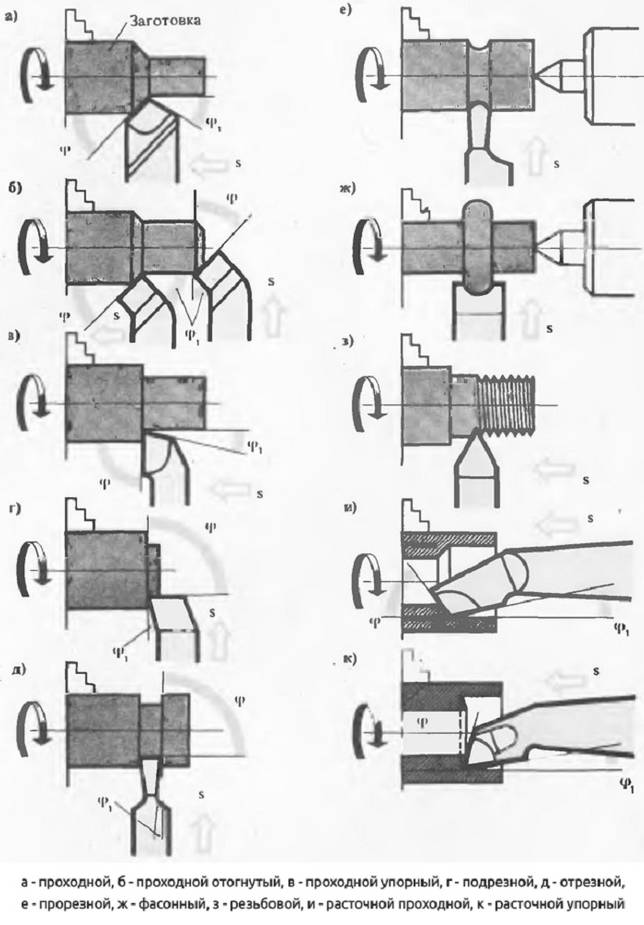
Проходные резцы
Применяются в основном для обработки (точения) наружных цилиндрических поверхностей тел вращения. Бываю они трех видов:
Проходной отогнутый резец

Проходной прямой резец

Резец проходной упорный

Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Разновидности
Классификация токарных резцов регламентирована правилами определенного стандарта. Соответственно с его требованиями, данные приспособления делятся на такие группы:
- Цельные. Сделаны целиком из легированной стали. Бывают приспособления, которые делаются из инструментальной стали, однако они нечасто применяются.
- Приспособления, на рабочий элемент которых напаяны твердосплавные пластины для токарных резцов. Наиболее распространены в настоящее время.
- Токарные резцы со сменными пластинами из твердых сплавов. Пластинки крепятся на головке особыми винтами, прижимными приспособлениями. Применяются они не так часто, как модели иных видов.
Кроме того, приспособления отличаются по направлению подачи. Они могут быть:
- Левыми. Подача идет вправо. Если положить наверх инструмента левую руку, режущая кромка окажется около большого пальца, который отогнут.
- Правыми. Применяются чаще всего, подача идет влево.
Виды и назначение токарных резцов образуют следующую классификацию:
- проведение чистового обрабатывания изделия;
- черновая обработка (обдирка);
- получистовая обработка;
- исполнение операций, которые требуют высокой точности.
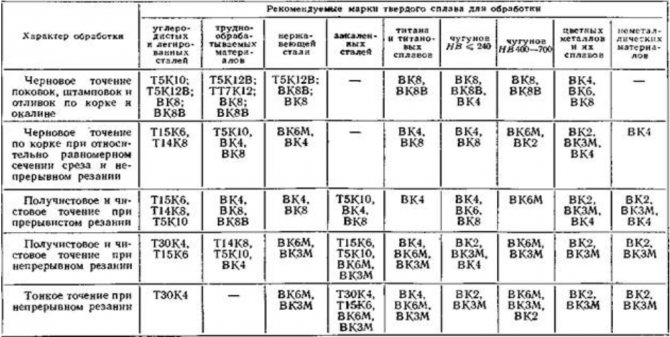
Из какой бы категории ни был металлорежущий инструмент, его пластины делаются из твердосплавных материалов: ВК8, Т5К10, Т15К6. Изредка используется Т30К4. Сейчас существует множество видов токарных резцов.
Прямые проходные
Резцы токарные проходные обладают тем же назначением, что и у отогнутого варианта, но срезать фаски лучше иным приспособлением. Обычно ими осуществляют обрабатывание наружных поверхностей деталей из стали.

Размеры, точнее, их державки, могут быть такими:
- 25×16 мм – прямоугольник;
- 25×25 – квадрат (данные модели применяются для проведения особых операций).
Отогнутые проходные
Эти виды токарных резцов, рабочая головка которых может являться отогнутой влево/вправо, применяют для обрабатывания торцов деталей. Кроме того, посредством их возможно срезать фаски.
Державки обладают типоразмерами:
- 16×10 – учебные устройства;
- 20×12 – нестандартный типоразмер;
- 25×16 – самый часто используемый размер;
- 32×20;
- 40×25 – с державкой этого типоразмера производятся обыкновенно под заказ, их почти нереально купить в магазине.

Все требования к токарным механическим резцам прописаны в государственном стандарте 18877-73.
Упорные проходные
Данные типы токарных резцов могут располагать прямой либо отогнутой головкой, однако эта особенность конструкции не учитывается в маркировке. Их называют просто упорными проходными.
Это приспособление, с помощью которого на станке проводится обрабатывание поверхности цилиндрических металлических деталей, является самым популярным видом режущего оснащения. Конструкция дает возможность за 1 проход убирать с заготовки большое количество металлических излишков. Обрабатывание осуществляется вдоль оси вращения детали.

Державки упорных токарных проходных резцов располагают типоразмерами:
- 16×10;
- 20×12;
- 25×16;
- 32×20;
- 40×25
Отогнутые подрезные
По виду похож на проходной, однако имеет иную форму режущей пластинки (треугольник). Посредством подобных инструментов выполняют обработку деталей по направлению, которое является перпендикулярным оси вращения. Кроме отогнутых, существуют упорные подрезные приспособления, но они применяются редко.

Типоразмеры державок таковы:
- 16×10;
- 25×16;
- 32×20
Отрезные
Резец токарный отрезной весьма распространен в настоящее время. Соответственно с собственным наименованием, он применяется для того, чтобы отрезать детали под углом в 90 градусов. Также посредством его делают канавки разной глубины. Понять, что перед вами отрезной инструмент, довольно легко. Он имеет тонкую ножку с напаянной на нее твердосплавной пластинкой.

В зависимости от конструкции, выделяют лево- и правосторонние отрезные приспособления. Различать их несложно. Нужно перевернуть инструмент режущей пластинкой вниз и взглянуть, с какой стороны находится ножка.
Типоразмеры державки следующие:
- 16×10 – учебное оборудование;
- 20×12;
- 20×16 – наиболее распространен;
- 40×25
Резьбонарезные для внешней резьбы
Предназначение этих приспособлений – нарезать резьбу на внешней стороне детали. Обычно делают метрическую резьбу, однако если поменять заточку, возможно создать резьбу иного типа.
Режущая пластинка, которая устанавливается на данном инструменте, обладает формой копья. Материалы токарных резцов – твердые сплавы.

Резьбонарезные для внутренней резьбы
Данным инструментом возможно сделать резьбу лишь в крупном отверстии. Связано это с особенностями конструкции. По виду он похож на расточное приспособление для обрабатывания глухих отверстий. Однако путать эти инструменты нельзя. Они значительно различаются.
Размеры державки:
- 16x16x150;
- 20x20x200;
- 25x25x300
Державка обладает сечением в форме квадрата. Типоразмеры возможно установить по первым двум числам в маркировке. 3 число – величина державки. От нее зависима глубина, на которую возможно выполнить нарезку резьбы во внутреннем отверстии.

Эти инструменты возможно применять лишь на устройствах, оборудованных гитарой (специальное приспособление).
Расточные для глухих отверстий
Пластинка обладает формой треугольника. Предназначение – обрабатывание глухих отверстий. Рабочая головка отогнута.
Типоразмеры:
- 16x16x170;
- 20x20x200;
- 25x25x300

Наибольший радиус отверстия, которое возможно обработать посредством расточного резца, зависим от величины державки.
Расточные для сквозных отверстий
Инструменты предназначаются для обрабатывания сквозных отверстий, которые созданы при просверливании. Глубина отверстия, которое возможно создать на устройстве, зависит от величины державки. Слой материала, снимаемый во время проведения операции, примерно равняется отгибу головки.

Сегодня в магазинах есть расточные инструменты таких размеров:
- 16x16x170;
- 20x20x200;
- 25x25x300
Сборные
Когда речь идет об основных видах токарных инструментов, нужно обязательно упомянуть о сборных. Они считаются универсальными, потому как могут быть оборудованы режущими пластинками разного предназначения. К примеру, фиксируя на одной державке режущие пластинки разного вида, возможно получить инструменты для обрабатывания на устройстве металлических деталей под разнообразными углами.

Обычно сборные резцы используются на устройствах с числовым программным управлением либо на особом оборудовании. Они предназначаются для точения контуров, растачивания глухих и сквозных отверстий, иных токарных работ.
Выбирая инструмент, с помощью которого будет осуществляться обработка металлических деталей на специальном устройстве, нужно особое внимание обращать на элементы токарного резца. Державка и рабочая головка – важнейшие части режущего приспособления. От них зависит, насколько качественно будет выполнено обрабатывание стальной заготовки, отверстия какого размера получится сделать. Если неправильно выбрать рабочий инструмент, можно столкнуться с различными сложностями при обработке металлической детали. Рекомендуется изучить классификацию, понять, для чего предназначается то или иное изделие. На основе полученных знаний вы сможете сделать правильный выбор металлорежущего приспособления.
Виды токарных резцов по металлу с предназначением каждого
Для удобства они представлены отдельно – с подгруппами, сферами применения, характерными особенностями, актуальными типоразмерами.
Проходные
Обширная категория инструментов, с использованием которых цилиндрические заготовки обтачивают точно до заданного диаметра, а также выполняют ступени необходимой глубины и срезают фаски строго под определенным углом. Сами подразделяются сразу на несколько подтипов.

Прямые
Обе части, державка с головкой, у них полностью лежат по одной оси (либо их взаимное расположение параллельно). Главным образом используются для снятия слоев материала с верхних (внешних) поверхностей деталей. Обладают следующими стандартными сечениями и габаритами:
- квадратные – 25 на 25 мм, нужны для выполнения спецопераций;
- прямоугольные – 25 на 16 мм, применимы в общих случаях.
Отогнутые
У них профиль с изгибом на конце (ориентированный налево или направо), что делает их достаточно удобными для потоковой обработки торцов деталей, а также для снятия различных фасок. В любом варианте исполнения они обязаны соответствовать положениям ГОСТ 18877-73.
Исходя из выбранной сферы эксплуатации оборудования, могут быть следующих размеров (в мм):
- 16 на 10 – для учебных целей;
- 20 на 12 – для нестандартных случаев;
- 25 на 16 – обычные;
- 40 на 25 – для штучных изделий, выпускаемых под заказ и/или мелкими партиями.
Упорные отогнутые
В данную подкатегорию входят те типы резцов для токарного станка по металлу, у которых загиб, несмотря на свою очевидную кривизну, не является ключевой особенностью конструкции. Главный момент – в возможности снятия вдоль всей оси вращения детали, что позволяет убрать максимальный объем лишнего материала буквально за один проход. За счет этого такие инструменты сейчас наиболее востребованы при обтачивании цилиндрических заготовок. Их габаритная сетка, в миллиметрах, выглядит так:
- 16 на 10;
- 20 на 12;
- 25 на 16;
- 32 на 20;
- 40 на 25.
Подрезные
Похожи на проходные, но уже с пластиной треугольной формы. Благодаря данной особенности обрабатывают будущие изделия перпендикулярно вектору их вращения, что в ряде случаев просто необходимо. Их типоразмеры стандартны и включают в себя только 3 варианта: 16 на 10, 25 на 16 и 32 на 20 мм.

Отрезные
Наиболее распространенные в условиях современной практики виды резцов для токарного станка по металлу, используемые для быстрого выпуска большой партии деталей с прямыми углами (гранями, плоскостями). Отличаются тонкой ножкой и наличием напаянной пластины повышенной твердости, могут быть как лево-, так и правоориентированными по направлению своего движения. Также актуальны при создании канавок нужной глубины на гладкой поверхности. Обладают державками следующих габаритов:
- 16 на 10 – для учебного оборудования;
- 20 на 16 или, реже 20 на 12 – для общих случаев;
- 40 на 25 – опять же, для штучной продукции, заказываемой в отдельном порядке.

Резьбовые
Еще одна довольно обширная группа, делящаяся на две категории – по характеру обрабатываемой плоскости.

Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Расточные
Продолжаем рассматривать используемые в сегодняшних условиях токарные резцы: виды и назначение вариантов этой категории меняются в зависимости от специфики обрабатываемого участка. Выделяют две принципиально разные их подгруппы.

Для глухих отверстий
С треугольной головкой, слегка загнутой вправо или влево (для лучшего заглубления). По внешнему виду могли быть похожи на подрезные, если бы не их размеры, в частности, удлиненная державка, которая, в конечном итоге, и определяет максимально возможный диаметр для расточки. У трех наиболее ходовых ее моделей следующая геометрия, (в мм):
- 16 на 16 на 170;
- 25 на 25 на 300;
- 20 на 20 на 200.
Для сквозных отверстий
Используются после операций сверления. Снимают слой материала, примерно равный показателю отгиба основной части инструмента. Головка – специфической формы, с легким искривлением, обязана соответствовать требованиям ГОСТ 18882-73, который также регламентирует размеры – аналогичные тем, которыми обладает средство из предыдущей подкатегории.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Державки и их размеры
Мы рассмотрели, какие бывают резцы для токарного станка, теперь вернемся к той их части, которой они фиксируются в оборудовании. В процессе обзора мы уже неоднократно упоминали наиболее ходовые габариты, теперь давайте приведем их полностью – от наименьшего к наибольшему. Для наглядности и удобства восприятия – в виде следующей таблицы:
| сечение | размер, мм | |||||||||
| квадрат | 4 x 4 | 6 x 6 | 8 x 8 | 10 x 10 | 12 x 12 | 16 x 16 | 20 x 20 | 25 x 25 | 32 x 32 | 40 x 40 |
| прямоугольник | 16 x 10 | 20 x 12 | 25 x 16 | 25 x 20 | 50 x 52 | 40 x 32 | 50 x 32 | 50 x 40 | 63 x 50 | — |
Также необходимо учитывать разнообразие длин, нужных в специфических случаях, например, для расточки отверстий. Этот параметр обычно варьируется от 150 до 300 мм. Мы постарались максимально подробно осветить вопросы разнообразия токарных резцов по металлу, маркировки и назначения различных их вариантов, чтобы вы понимали, какой из них выбрать для проведения требуемой технологической операции. Ну а найти оборудование, которое совместимо с большинством таких инструментов, вы можете у ижевского завода-.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.

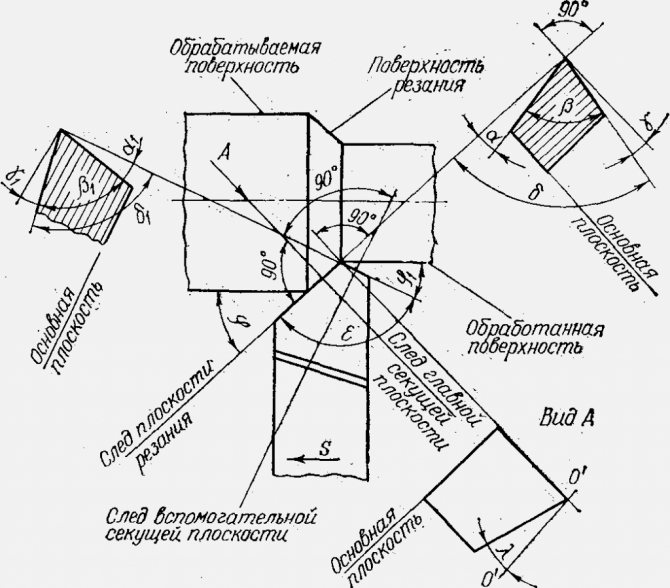
Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.

Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.

Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
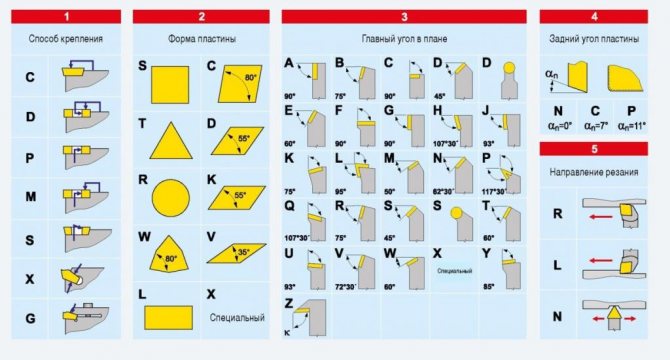
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
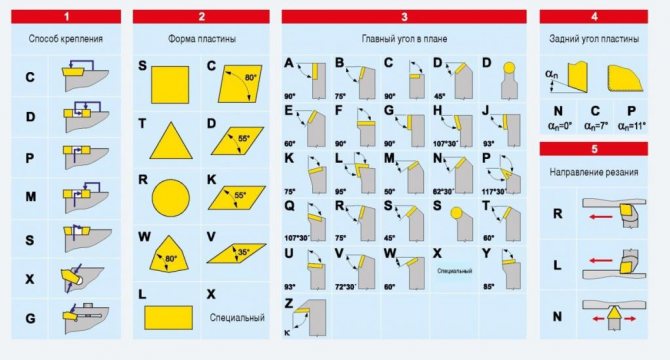
Изображение №6: возможные значения параметров 1–5
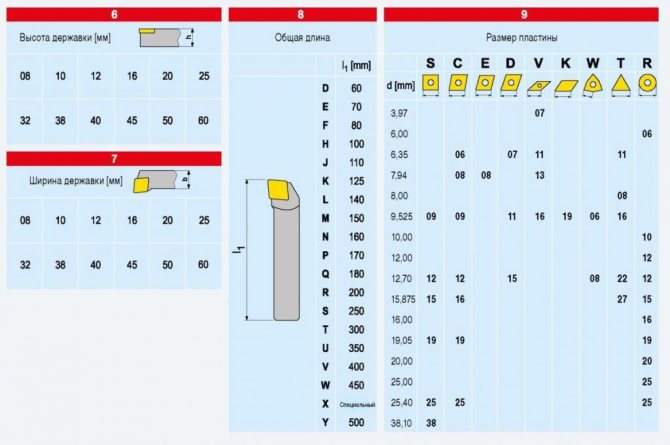
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
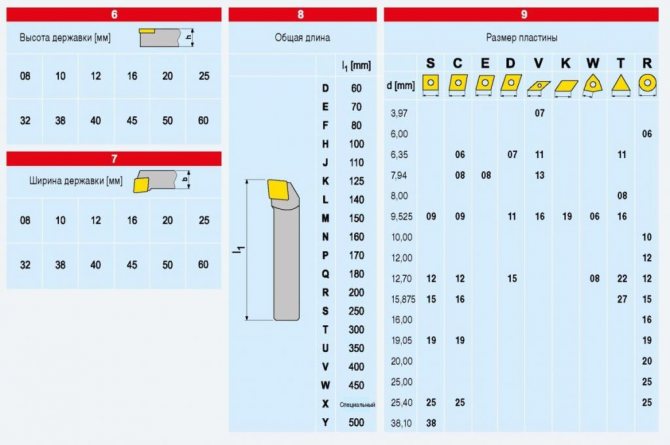
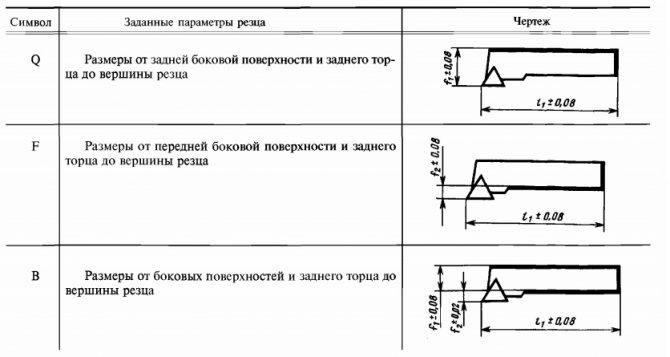
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
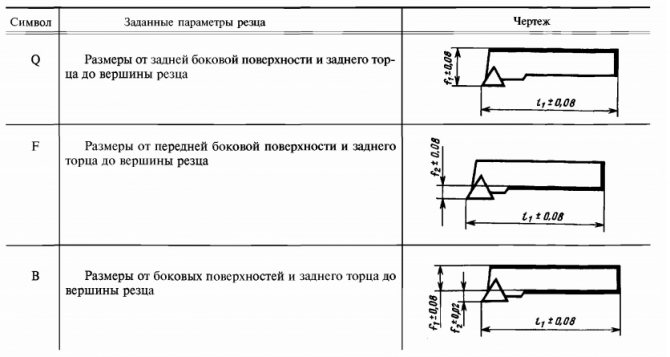
Изображение №8: возможные значения параметра 10
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.



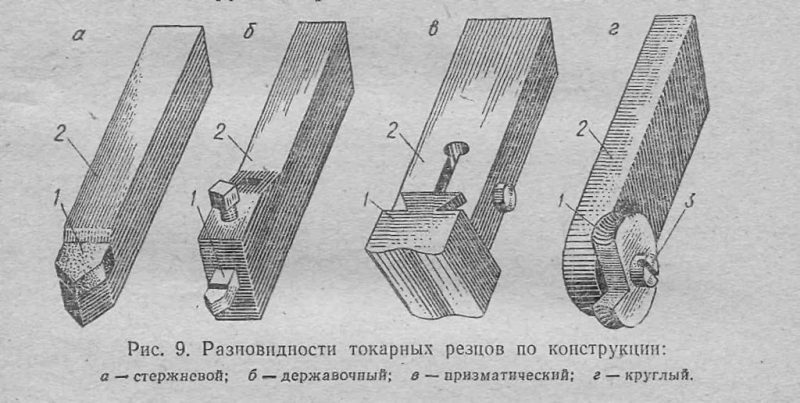
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
-
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
-
Изогнутые. Державка имеет изогнутую форму.
-
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
-
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.

Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
-
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
-
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
-
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.

Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
-
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
-
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.

Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
-
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
-
Получистовые. Точность обработки находится на среднем уровне.
-
Чистовые. Точность обработки находится на высоком уровне.
-
Специальные Предназначены выполнения тонких технологических операций.
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).

Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Сборные резцы
Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Заточка резцов
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.