Углеродистые инструментальные стали: свойства и область применения. Углеродистые инструментальные стали: свойства и область применения
Основные особенности
Современная металлургическая промышленность производит сталь в значительных объемах, поскольку это один из основных конструкционных материалов. Доля сталей, состав которых обогащен легированными элементами, составляет в данном объеме только 10%, остальная часть – это конструкции и изделия из обычных углеродистых сплавов. Данный факт свидетельствует о том, что именно углеродистые стали можно назвать основным материалом, используемым в современной промышленности.

Изделия из углеродистых сталей окружают нас повсюду
Широкая распространенность углеродистой стали объясняется:
- невысокой стоимостью производства;
- хорошей обрабатываемостью различными методами (резанием, давлением, сваркой);
- хорошими эксплуатационными данными.
Инструментальные стали, относящиеся к сплавам углеродистой группы, отличает сложный химический состав, основу которого (97–99,5%) составляет железо. Кроме последнего, в них содержатся следующие элементы:
- хром, никель и медь (их добавляют специально);
- сера, фосфор, азот, кислород, водород (данные элементы присутствуют в инструментальной стали потому, что их невозможно совсем удалить при ее очищении);
- марганец и кремний (их появление определяется особенностями производства инструментальных углеродистых сталей).

Содержание основных химических элементов в углеродистой стали
Значительное влияние на характеристики инструментальных сталей оказывает углерод, который намеренно вводится в их состав. От количества данного элемента зависит модификация структуры сплава. Так, у инструментальных сталей, в составе которых менее восьми десятых процента углерода, перлитная и ферритная внутренняя структура, более восьми десятых процента – цементитная и перлитная, ровно восемь десятых процента – полностью перлитная.
Большое количество углерода в составе инструментальных углеродистых сталей определяет следующие их характеристики:
- невысокую пластичность и хорошую ударную вязкость;
- исключительно высокую прочность;
- устойчивость к холодной механической обработке.

Твердость металлопродукции из углеродистых сталей
На характеристики сплавов, которые содержат в своем составе значительное количество углерода, негативное влияние оказывают окислы железа. Чтобы уменьшить это влияние, в состав углеродистых сталей специально вводят следующие элементы:
- кремний (часть объема данного элемента преобразуется в форму силикатных включений, остальное его количество полностью растворяется в феррите);
- марганец (используется для раскисления железо-углеродистого сплава, но при этом решает и другие важные задачи: удаление из феррита и цементита, составляющих основу сплава, соединений железа с серой, которые крайне негативно влияют на его качество; повышение прочности металлических листов, полученных по горячекатаной технологии).

Допустимые отклонения по химическому составу в прокатных изделиях, предназначенных для дальнейшей переделки
Марки и категории
Различают множество категорий инструментальных сталей — У7, У7А, У8, У8ГА, У9 и другие. Самые используемые материалы марок У7А, У8, У8А и У9, поскольку они отличаются высокой прочностью, устойчивостью к нагреву, не деформируются при ударе. Марки У10 и выше также отличаются хорошей прочностью, однако они становятся пластичными при длительном контакте с высокими температурами, что снижает их универсальность. Основные марки инструментальных сталей:
| Категория | Марки | Физические особенности |
| Углеродистая, стандартная | У7, У7А | Марки отличаются хорошей прочностью, низкой электропроводностью, низким риском коррозии. Подходят для производства деревообрабатывающих инструментов — топоры, стамески, долота. Также могут применяться для изготовления зубил, иголок, плоскогубцев, кусачек, молотков, ручных пил, крючков. |
| Углеродистая, повышенной прочности | У8, У9 + подвиды | Марки обладают повышенной прочностью, но хуже переносят локальный или общий нагрев. Поэтому их используют для производства деревообрабатывающего оборудования — топоры, стамески, станковое оборудование, пилы, ролики. Также могут применяться для производства мелких деталей, которые не будут подвергаться нагреву — запчасти для часов, иголки, крючки, заклепки, гвозди, болты, шурупы. |
| Углеродистая, стандартной или повышенной прочности, с легирующими добавками или без них | У10, У11 + подвиды | Марки хорошо выдерживают деформацию и локальный нагрев до невысоких температур, отличаются пониженным риском коррозии. Легирующие добавки могут улучшать физические свойства марок (устойчивость к нагреву, пониженный риск коррозии, повышенная пластичность). Основные запчасти — сверла, ленточные пилы, фрезы, ролики, шаберы, напильники. Некоторые марки применяются для изготовления медицинского оборудования, деталей для электронных инструментов. |
| Углеродистая, повышенной или стандартной прочности, без легирующих добавок | У12, У12А | Марки относятся к категории грубых сталей, отличающихся пониженным классом точности. Сфера применения — производство прочных запчастей или деталей, которые не будут нагреваться до средних, высоких температур. Примеры запчастей — резцы, молотки, топоры, ручные пилы, напильники. |
| Углеродистая, стандартной или повышенной прочности, без легирующих добавок | У13, У13А | Марки относят к группе грубых сталей, которые становятся пластичными при нагреве. Обладают пониженным классом точности, поэтому эти марки используют для производства ручных обрабатывающих инструментов. Примеры — напильники, лезвия, надфили, инструменты для гравировки, хирургическое оборудование. |

ВИДЫ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Углеродистые и легированные инструментальные стали. Номенклатура инструментальных материалов разнообразна. Ранее других материалов для изготовления режущих инструментов начали применять углеродистые инструментальные стали марок У7, У7А…У13, У13А. Помимо железа и углерода, эти стали содержат 0,2…0,4 % марганца. Инструменты из углеродистых сталей обладают достаточной твердостью при комнатной температуре, но теплостойкость их невелика, так как при сравнительно невысоких температурах (200…250 °С) их твердость резко уменьшается.
Легированные инструментальные стали по своему химическому составу отличаются от углеродистых повышенным содержанием кремния или марганца, или наличием одного или нескольких легирующих элементов: хрома (увеличивает твердость, прочность, коррозионную стойкость материала, понижает его пластичность); никеля (повышает прочность, пластичность, ударную вязкость, прокаливаемость материала); вольфрама (повышает твердость и теплостойкость материала); ванадия (повышает твердость и прочность материала, способствует образованию мелкозернистой структуры); кобальта (увеличивает ударную вязкость и жаропрочность материала); молибдена (повышает упругость, прочность, теплостойкость материала). Для режущих инструментов используются низколегированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др. Эти стали обладают более высокими технологическими свойствами—лучшей закаливаемостью и прокаливаемостью, меньшей склонностью к короблению, но теплостойкость их практически равна теплостойкости углеродистых сталей 350…400 °С и поэтому они используются для изготовления ручных инструментов (разверток) или инструментов, предназначенных для обработки на станках с низкими скоростями резания (мелкие сверла, развертки).
Быстрорежущие инструментальные стали. Из группы высоколегированных сталей для изготовления режущих инструментов используются быстрорежущие стали с высоким содержанием вольфрама, молибдена, кобальта, ванадия. Современные быстрорежущие стали можно разделить на три группы.
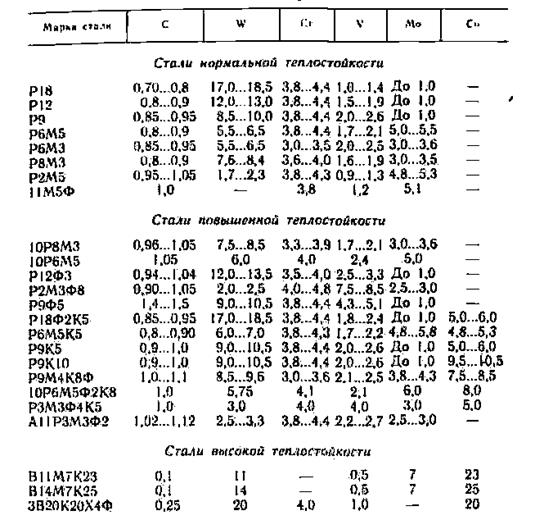
К сталям нормальной теплостойкости относятся вольфрамовые Р18, Р12, Р9 и вольфрамомолибденовые Р6М5, Р6МЗ, Р8МЗ (табл. 6.1). Эти стали имеют твердость в закаленном состоянии 63…66 НRСэ, предел прочности при изгибе 2900…3400 МПа, ударную вязкость 2,7… 4,8 Дж/м2 и теплостойкость 600…650 °С. Указанные марки сталей получили наиболее широкое распространение при изготовлении режущих инструментов. Они используются при обработке конструкционных сталей, чугунов, цветных металлов, пластмасс. Иногда применяются быстрорежущие стали, дополнительно легированные азотом (Р6АМ5, Р18А и др.), которые являются модификациями обычных быстрорежущих сталей. Легирование азотом повышает режущие свойства инструмента на 20…30 %, твердость — на 1…2 единицы НRСэ.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода — 10Р8МЗ, 10Р6М5; ванадия — Р12ФЗ, Р2МЗФ8, Р9Ф5; кобальта — Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5Ф2К8 и др.
Твердость сталей в закаленном состоянии достигает 66…70 НRСэ, они имеют более высокую теплостойкость (до 620…670 °С). Это дает возможность использовать их для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и закаленных. Период стойкости инструментов из таких сталей в 3…5 раз выше, чем из сталей Р18, Р6М5.
Табл. 3. Содержание легирующих элементов в быстрорежущих сталях, %
Читайте также: Виды и области применения проволоки из нержавеющей стали
Стали высокой теплостойкости характеризуются пониженным содержанием углерода, но весьма большим количеством легирующих элементов — Bl1M7K23, В14М7К25, ЗВ20К20Х4Ф. Они имеют твердость 69…70 HRCЭ, и теплостойкость 700….720 °С. Наиболее рациональная область их использования — резание труднообрабатываемых материалов и титановых сплавов. В последнем случае период стойкости инструментов в 30…80 раз выше, чем из стали Р18, и в 8…15 раз выше, чем из твердого сплава ВК8. При резании конструкционных сталей и чугунов период стойкости возрастает менее значительно (в 3…8 раз).
В связи с острым дефицитом вольфрама в СССР и за рубежом разрабатываются безвольфрамовые инструментальные материалы,в том числе быстрорежущие стали.
К таким сталям относятся маловольфрамовые Р2М5, РЗМЗФ4К5. Р2МЗФ8, А11РЗМЗФ2 и безвольфрамовая 11М5Ф (см. табл. 6.1). Эксплуатационные свойства указанных сталей близки к свойствам традиционных быстрорежущих сталей соответствующих групп.
Перспективным направлением в повышении качества быстрорежущих сталей является получение их методами порошковой металлургии. Стали Р6М5К5-П (П — порошковая), Р9М4К8-П, Р12МЗФЗК10-П и другие имеют очень однородную мелкозернистую структуру, хорошо шлифуются, меньше деформируются при термообработке, отличаются стабильностью эксплуатационных свойств. Период стойкости режущих инструментов из таких сталей возрастает до 1,5 раза. Наряду с порошковыми быстрорежущими сталями хорошо зарекомендовали себя так называемые карбидостали,
содержащие до 20 % TiC, которые по служебным характеристикам занимают промежуточное место между быстрорежущими сталями и твердыми сплавами.
Твердые сплавы. Эти сплавы получают методами порошковой металлургии в виде пластин или коронок. Основными компонентами таких сплавов являются карбиды вольфрама WC, титана TiC, тантала ТаС и ниобия NbС, мельчайшие частицы которых соединены посредством сравнительно мягких и менее тугоплавких кобальта или никеля в смеси с молибденом (табл. 6.2, 6.3).
Твердые сплавы имеют высокую твердость —88… 92 HRA (72…76 HRCЭ,) и теплостойкость до 850… 1000 °С. Это позволяет работать со скоростями резания в 3…4 раза большими, чем инструментами из быстрорежущих сталей.
Применяемые в настоящее время твердые сплавы делятся:
1) на вольфрамовые сплавы группы ВК: ВКЗ, ВКЗ-М, ВК4, ВК6, ВК6-М, ВК6-ОМ, ВК8 и др. В условном обозначении цифра показывает процентное содержание кобальта. Например, обозначение ВК8 показывает, что в нем 8 % кобальта и 92 % карбидов вольфрама. Буквами М и ОМ обозначается мелкозернистая и особо мелкозернистая структура;
2) на титановольфрамовые сплавы группы ТК:
Т5К10, Т15К6, Т14К8, ТЗОК4, Т60К6 и др. В условном обозначении цифра, стоящая после буквы Т, показывает процентное содержание карбидов титана, после буквы К — кобальта, остальное — карбиды вольфрама;
Табл. 4. Марки, химический состав и свойства вольфрамосодержащнх твердых сплавов
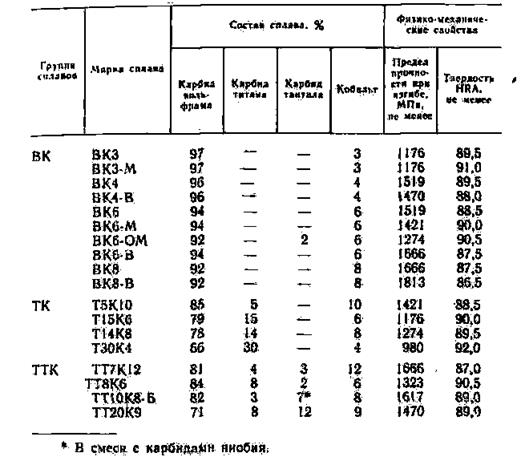
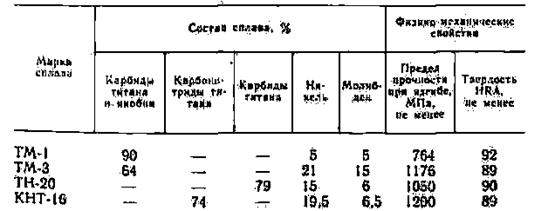
Табл. 5. Марки, химический состав и свойства безвольфрамовых твердых сплавов
3) на титанотанталовольфрамовые сплавы группы ТТК: ТТ7К12, ТТ8К6, ТТ20К9 и др. В условном обозначении цифры, стоящие после буквы Т, показывают процентное содержание карбидов титана и тантала, после буквы К — кобальта, остальное — карбиды вольфрама;
4) на безвольфрамовые твердые сплавы ТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН, состав которых приведен в табл. 6.3. Обозначения этой группы твердых сплавов условные.
Твердые сплавы выпускаются в виде стандартизованных пластин, которые припаиваются, приклеиваются или крепятся механически к державкам из конструкционной стали. Выпускаются также инструменты, рабочая часть которых целиком выполнена из твердого сплава (монолитные).
Правильным выбором марки твердого сплава обеспечивается эффективная эксплуатация режущих инструментов. Для конкретного случая обработки сплав выбирают исходя из оптимального сочетания его теплостойкости и прочности. Например, сплавы группы ТК имеют более высокую теплостойкость, чем сплавы ВК. Инструменты, изготовленные из этих сплавов, могут использоваться при высоких скоростях резания, поэтому их широко применяют при обработке сталей.
Инструменты из твердых сплавов группы ВК применяют при обработке деталей из конструкционных сталей в условиях низкой жесткости системы СПИД, при прерывистом резании, при работе с ударами, а также при обработке хрупких материалов типа чугуна, что обусловлено повышенной прочностью этой группы твердых сплавов и невысокими температурами в зоне резания.
Такие сплавы используются также при обработке деталей из высокопрочных, жаропрочных и нержавеющих сталей, титановых сплавов. Это объясняется тем, что наличие в большинстве этих материалов титана вызывает повышенную адгезию со сплавами группы ТК, также содержащими титан. Кроме того, сплавы группы ТК имеют значительно худшую теплопроводность и более низкую прочность, чем сплавы ВК.
Введение в твердый сплав карбидов тантала или карбидов тантала и ниобия (ТТ10К8-Б) повышает его прочность. Поэтому трех- и четырехкарбидные твердые сплавы применяются для оснащения инструментов, работающих с ударами и по загрязненной корке. Однако температура теплостойкости этих сплавов ниже, чем у двухкарбидных. Из твердых сплавов с существенно улучшенной структурой следует отметить особомелкозернистые, применяемые для обработки материалов с большой истирающей способностью. Сплавы ОМ обладают плотной, особо-мелкозернистой структурой, а также имеют малый (до 0,5 мкм) размер зерен карбидов вольфрама. Последнее обстоятельство позволяет затачивать и доводить инструмент, изготовленный из них, с наименьшими радиусами режущих кромок. Инструменты из сплавов этой группы применяются для чистовой и получистовой обработки деталей из высокопрочных вязких сталей с повышенной склонностью к наклепу.
Незначительное добавление в состав сплавов группы ОМ карбида тантала и кобальта способствует повышению их теплостойкости, что позволяет использовать эти сплавы при изготовлении инструментов, предназначенных для черновой обработки деталей из различных сталей. Весьма эффективна замена карбидов тантала карбидами хрома. Это обеспечивает получение сплавов с мелкозернистой однородной структурой и высокой износостойкостью . Представителем таких материалов является сплав ВК10-XOM.
Читайте также: Силиконовая форма для гипса. Как сделать силиконовую форму
Сплавы с низким процентным содержанием кобальта (ТЗОК4, ВКЗ, ВК4) обладают меньшей вязкостью и применяются для изготовления инструментов, срезающих тонкие стружки на чистовых операциях. Наоборот, сплавы с большим содержанием кобальта (ВК8, Т14К8„ Т5К10) являются более вязкими и применяются при снятии стружек большого сечения на черновых операциях.
Работоспособность твердых сплавов значительно возрастает при нанесении на них износостойких покрытий .
Минералокерамика. Из современных инструментальных материалов заслуживает внимание минералокерамика, которая не содержит дорогостоящих и дефицитных элементов. Основу ее составляют оксиды алюминия АOз с небольшой добавкой (0,5…1 %) оксида магния MgO. Высокая твердость минералокерамики, теплостойкость до 1200°С, химическая инертность к металлам, сопротивление окислению во многом превосходят эти же параметры твердых сплавов. Однако минералокерамика уступает этим сплавам по теплопроводности, имеет более низкий предел прочности на изгиб.
Современная минералокерамика, созданная в СССР и за рубежом, по прочности приближается к наиболее износостойким твердым сплавам. Минералокерамику на основе оксида алюминия можно разделить на три группы:
1) чисто оксидная керамика (белая), основу которой составляет оксид алюминия с незначительными примесями (АlОз — до 99,7 %);
2) керамика, представляющая собой оксид алюминия с добавлением металлов (титан, ниобий и др.);
3) оксидно-карбидная (черная) керамика — оксид алюминия с добавлением карбидов тугоплавких металлов (титана, вольфрама, молибдена) для повышения ее прочностных свойств и твердости.
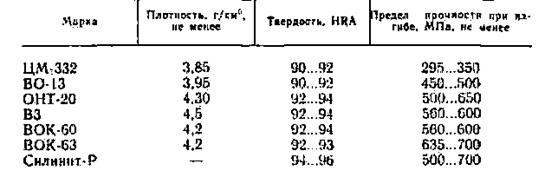
Отечественная промышленность в настоящее время выпускает оксидную керамику ЦМ-332, ВО-13 и оксидно-карбидную ВЗ, ВОК-60, ВОК-63, в состав которой входит до 40 % карбидов титана, вольфрама и молибдена. Наряду с материалами на основе оксида алюминия выпускается материал на основе нитрида кремния — силинит-Р и кортинит ОНТ-20 (с добавками оксидов алюминия и некоторых других веществ). Физико-механические свойства режущей минералокерамики приведены в табл. 6.4.
Высокие режущие свойства инструментов из минералокерамики проявляются при скоростной обработке сталей и высокопрочных чугунов, причем чистовое и получистовое точение и фрезерование повышает производительность обработки деталей до 2 раз при одновременном возрастании периодов стойкости инструментов до 5 раз по сравнению с обработкой инструментами из твердого сплава.
Минералокерамика выпускается в виде неперетачиваемых пластин, что существенно облегчает условия ее эксплуатации.
Табл. 6. Физико-механические свойства режущей минералокерамики
2. Стали углеродистые качественные конструкционные
Являются основным металлом для изготовления деталей машин (валов, шпинделей, осей, зубчатых колес, шпонок, муфт, фланцев, фрикционных дисков, винтов, гайек, упоров, тяг, цилиндров гидроприводов, эксцентриков, звездочек цепных передач и др.), которые при взаимодействии в работающей машине воспринимают и передают различные по величине нагрузки. Эти металлы хорошо обрабатываются давлением и резанием, льются и свариваются, подвергаются термической, термомеханической и химико-термической обработке.
Различные специальные виды обработки обеспечивают вязкость, упругость и твердость сталей, позволяют делать из них детали, вязкие в сердцевине и твердые снаружи, что резко увеличивает их износостойкость и надежность. Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь серебрянку, сортовую сталь, штамповки и слитки.
Таблица 3. Основные свойства стали углеродистой качественной конструкционной
| Марка | Механические свойства | Физические свойства | Технологические свойства | ||||||||||
| σт | σв | δ, % | ан Дж/см2 | НВ | γ, г/см3 | λ, Вт/(м ·°С) | α·106 ,1/°С | обрабаты-
ваемость резанием |
сварива-
емость |
интервал
температур ковки,°С |
пластичность
при холодной обработке |
*горяче-
катаная **отож- женная |
|
| МПа | |||||||||||||
| 08 | 196 | 324 | 33 | — | 126 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 10 | 206 | 321 | 31 | — | 140 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 15 | 225 | 373 | 27 | — | 145 | 7,82 | 770 | 11,9 | В | ВВ | 800-1250 | ВВ | * |
| 20 | 245 | 412 | 25 | — | 159 | 7,82 | 770 | 11,1 | В | ВВ | 800-1280 | В | * |
| 25 | 274 | 451 | 23 | 88 | 166 | 7,82 | 732 | 11,1 | В | ВВ | 800-1280 | В | * |
| 30 | 294 | 490 | 21 | 78 | 175 | 7,817 | 732 | 12,6 | В | В | 800-1250 | В | * |
| 35 | 314 | 529 | 20 | 69 | 203 | 7,817 | 732 | 11,09 | В | В | 800-1250 | В | * |
| 40 | 321 | 568 | 19 | 59 | 183 | 7,815 | 596 | 12,4 | В | У | 800-1250 | У | ** |
| 45 | 363 | 598 | 16 | 49 | 193 | 7,814 | 680 | 11,649 | В | У | 800-1250 | У | ** |
| 50 | 373 | 627 | 14 | 38 | 203 | 7,811 | 680 | 12,0 | У | У | 800-1250 | У | ** |
| 55 | 382 | 647 | 13 | — | 212 | 7,82 | 680 | 11,0 | У | Н | 800-1250 | Н | ** |
| 60 | 402 | 676 | 12 | — | 224 | 7,80 | 680 | 11,1 | У | Н | 800-1240 | Н | ** |
| Примечание. Н — низкая, У — удовлетворительная, В — высокая, ВВ — весьма высокая. |
Качественные конструкционные стали обладают более высокими механическими свойствами (ГОСТ 1050-88), чем стали обыкновенного качества, за счет меньшего содержания в них фосфора, серы и неметаллических включений. По видам обработки их делят на горячекатаную, кованую, калиброванную и серебрянку (со специальной отделкой поверхности).
Обозначение марки стали составляют из слова «Сталь» и двузначной цифры, которая указывает на среднее содержание углерода в сотых долях процента. Например, Сталь 25 содержит 0,25% углерода (допустимое количество углерода — 0,220,30 %), Сталь 60-0,60 % (допустимое количество -0,57-0,65%). Степень раскисления в марках спокойных сталей не отражается, а в марках полуспокойных и кипящих сталей, как и сталей обыкновенного качества, обозначается буквами «пс» и «кп» соответственно. В качественных конструкционных сталях всех марок допускается содержание серы не более 0,040% и фосфора — не более 0,035%.
Основные свойства углеродистой качественной конструкционной стали приведены в табл. 3, основное назначение — в табл. 4. Цвета маркировки приведены в табл. 5.
Таблица 4. Стали углеродистые качественные конструкционные, их основное назначение
| Марка стали | Основное назначение |
| Сталь 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементируемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| Сталь 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. |
| Сталь 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| Сталь 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валики и др.) |
| Сталь 50, 55 | Зубчатые колеса, прокатные валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| Сталь 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Таблица 5. Цвета маркировки стали углеродистой качественной
| Группа | Цвет краски |
| Сталь 08, 10, 15, 20 | Белый |
| Сталь 25, 30, 35, 40 | Белый и желтый |
| Сталь 45, 50, 55, 60 | Белый и коричневый |
Общие характеристики инструментальной стали
Существуют общие критерии для всех марок стали. Но к отдельным видам инструментальной стали (в зависимости от способов использования) предъявляются еще и характерные требования.
VT-metall предлагает услуги:
Лазерная резка металлаГибка металлаПорошковая покраска металлаСварочные работы
Отличия инструментальной стали от конструкционной:
- Твердость инструментальной стали 60–65 единиц по шкале Роквелла.
- Добавочная прочность, когда непостоянное сопротивление на разрыв выше 900 МПа.
- Сопротивляемость абразивному износу.
- Увеличенная прокаливаемость – способность инструментальной стали при закалке приобретать мартенситную структуру.
- Красностойкость – способность стали сохранять при красном калении повышенную прочность и износостойкость.
Сплавы, которые используются в условиях холодного деформирования, различаются границей текучести и упругости, иметь гладкий рабочий слой и не изменяться в размерах и формах. А сплавы, которые применяются в условиях горячего деформирования, имеют повышенную теплопроводность, стойкость к термической обработке после закалки и устойчивость к изменениям температуры. Стали, которые используют при производстве режущих инструментов, должны отвечать особым требованиям.
Закаливание, отпуск сплавов для инструментальных сталей
Процентное содержание веществ в инструментальных сталях, основные параметры прописаны в ГОСТе 1435. Соответственно марке инструментальной стали процентное содержание углерода находится в рамках 0,65 — 1,35%
Для изготовления инструмента нужно улучшить свойства инструментальной стали (повысить показатель прочности ). Это достигается процессом отжига. Отжиг сферодизирующего вида используют только для сплавов с заэвтектоидной конституцией. Такой вид термического процесса способствует возникновению цементита зернистой структуры.
Нужный объем зерен достигается технологией охлаждения. Достигается это быстро и процесс поддается корректировке.
Выполняя процесс при 290 градусах, можно достичь лучшую степень твердости (56 — 58 HRC). Также показатели твердости нужны для инструментальной стали в производстве инструментов. Изготовленный из такого материала, он может поддаваться значительным нагрузкам и выдерживать их, эксплуатируясь, длительное время. При изготовлении таких видов инструмента как плашки, инструменты для гравирования, напильники показатели завышены около 63 по требованиям шкалы HRC.
В процессе отпуска, температурные пределы выдерживается в рамках 150 до 200 градусов по Цельсию. Процессом закалки повышается прочность углеродистых сталей. Кроме этого, возникает возможность достичь наилучшего соединения железа с углеродом. Виды такого соединения могут быть следующими:
- карбиды с мартенситом;
- мартенсит.
Сферы использования
Данный материал в промышленности имеет довольно широкий спектр применения. Они применяются при изготовлении:

режущих инструментов;- измерительных устройств;
- литейных пресс-форм, работающих под давлением;
- рабочих деталей штампов, которые работают по принципу горячего и холодного деформирования;
- высокоточных изделий.

2 Как производятся углеродистые стали – краткие сведения
Сейчас наиболее эффективным вариантом производства стальных сплавов считается кислородно-конверторная технология, длительность которой составляет не более одного часа. Кроме того, выплавляют их в электрических и мартеновских печах, конверторах бессемеровского типа.

Получение бессемеровской стали предполагает продувку воздухом чугуна, находящегося в жидком состоянии. Эта методика достаточно производительна, но имеет немало недостатков – выплавленный металл сильно загрязнен примесями неметаллического характера, склонен к быстрому старению, имеет малую прочность, что вызвано высоким содержанием в нем азота и других газов. Кроме того, из бессемеровского металла не удается в должной мере удалить фосфор и серу.
А вот кислородный конвертор дает возможность убрать фосфор и серу до требуемого безопасного уровня. При этом не будет фиксироваться и повышенного содержания азота. Мартеновская технология обеспечивает металлу параметры аналогичные составам, выплавляемым по кислородно-конвертерному способу. Но длительность плавки в мартеновской печи составляет порядка 11 часов, что, конечно же, экономически нецелесообразно.

Максимальное удаление фосфора, серы и кислорода из углеродистых сталей становится возможным при использовании индукционных либо дуговых электрических печей. Металл, выплавленный в таких агрегатах, признается по-настоящему качественным. Он предназначается для изготовления наиболее ответственных конструкций и изделий. Часто углеродистая инструментальная сталь производится именно в электропечах. К сожалению, такая плавка очень дорогая, поэтому многие металлургические предприятия предпочитают производить продукцию по более экономным технологиям.
Методы производства
Самым эффективным и экономичным способом производства инструментальных углеродистых сталей, который используется уже на протяжении многих лет, является кислородно-конвертерная технология. Заключается она в продувке жидкого чугуна, залитого в конвертер, кислородом. Продолжительность процесса производства по данной технологии не превышает одного часа. Углеродистые стали также выплавляются в мартеновских и электрических печах, для этого используются конвертеры бессемеровского типа.

Выплавка углеродистой стали
Получение инструментальных углеродистых сталей в конвертерах бессемеровского типа отличается высокой производительностью, но имеет ряд существенных недостатков. При использовании этой технологии из готового сплава не удается удалить все примеси неметаллической природы. В такой стали содержится значительное количество азота и других газообразных включений, которые снижают ее плотность и прочность, приводят к быстрому старению металла. В так называемых бессемеровских сталях, кроме того, содержится много фосфора и серы, удалить которые полностью не представляется возможным.
Удалить фосфор и серу или довести их содержание в металле до допустимого уровня позволяет кислородно-конвертерный метод. Стали, полученные по данной технологии, также отличаются невысоким содержанием азота и других газообразных включений. Выплавка инструментальных углеродистых сталей в мартеновских печах позволяет получить похожие характеристики, но данная технология отличается одним большим недостатком – длительностью реализации. Чтобы выплавить сталь в такой печи, потребуется ориентировочно 11 часов, что негативным образом отражается на экономической целесообразности данного процесса.
Получить самую качественную инструментальную сталь, в которой содержится минимальное количество фосфора, серы и кислорода, позволяет технология, предполагающая использование дуговых или индукционных электрических печей.

Компактные индукционные плавильные печи лего размещаются в небольших производственных помещениях
Данная технология (наиболее дорогая из всех существующих) позволяет получать материалы, которые предназначены также для изготовления ответственных металлических конструкций. Из-за высокой стоимости данного метода многие металлургические предприятия его не используют, отдавая предпочтение более экономичным технологиям.
Особенности закалки, отжига
Многие категории инструментальных сталей подвергаются закалке, отжигу для улучшения физических свойств материала. Для закалки инструмент нагревается в соляных ваннах — это позволяет распределить тепло равномерно по всей поверхности металла. Быстрорежущие металлы нагреваются ступенчато с помощью трех ванн:
- В первой ванне температура находится в пределах от 400 до 550 градусов. Металл сперва помещаются в эту ванну на срок не более 1 часа.
- После равномерного обогрева запчасти деталь переносят в другую соляную ванну, где температура будет на 200-300 градусов выше.
- После нагрева деталь вновь переносят в третью ванну, где температура составляет 1250-1300 градусов. В этой ванне проходит финальная закалка металла.
Ступенчатая закалка позволяет равномерно распределить мартенсит, аустенит по всему материалу, что благоприятно сказывается на его физических свойствах. Чтобы расплавить часть аустенита, нужно выполнить финальный отпуск в ванне, температура которой составляет не более 550 градусов. Отпуск рекомендуется повторять хотя бы 3 раза, чтобы снизить количество аустенита ниже критического уровня. Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.

Преимущества и ассортимент
Инструментальная сталь является одним из наиболее востребованных материалов на рынке. Сплав имеет высокую твердость и невысокую стоимость. Однако имеется и недостаток у материала — его низкая износостойкость, поэтому его не применяют для производства машинных деталей и оборудования, которое подвергается постоянным нагрузкам.
Сортамент данного материала следующий:
- горячекатаные квадраты и круги;
- кованые полосы, круги и квадраты.
Типы инструментальных сталей по ГОСТу
Согласно ГОСТам, предусмотрена следующая классификация инструментальных сталей:
- Углеродистые инструментальные стали (ГОСТ 1435-99) с маркировкой У10, У12 и т. д. Цифрой указывается количество углерода в сплаве. Размерность берут в сотых долях процента. Если сталь имеет меньшее число отрицательных включений, а именно серы или фосфора, которые ухудшают механические свойства стали, то такой сплав принято обозначать добавлением литеры «А» (У12А и т. п.).
- Легированные инструментальные стали (ГОСТ 5950-2000). Обозначаются Х, 5ХВГ, 9ХС и т. п. Первая цифра в маркировке обозначает сотую долю процента карбидов в сплаве. Если цифры нет, то процент карбида составляет 1 %. Литеры указывают на наличие в сплаве легирующих веществ.

- Быстрорежущие инструментальные стали (ГОСТ 19265-73) обозначают буквой «Р». Цифра в маркировке показывает примерное количество вольфрама. Если в сплаве присутствуют кобальт или ванадий, то в маркировке пишут литеры «К» и «Ф». Хром в данной стали содержится в количестве 3-4 %, поэтому в маркировке его не показывают.
- Штампованные инструментальные стали (ГОСТ 1265-74) обозначают так же, как и легированные. Бывают холодного и горячего деформирования.
Классификация
Углеродистые стали, относящиеся к различным категориям, принято разделять по уровню качества на следующие типы:
- металл самого высокого качества, в составе которого присутствует не более 0,03% серы и фосфора;
- качественные стали, которые характеризуются следующим содержанием вредных примесей: фосфор – не более 0,035%, сера – не более 0,04%;
- стали обыкновенного качества, в составе которых содержится не более 0,05% серы и не более 0,04% фосфора.
Стальные сплавы, которые относят к категории инструментальных, могут быть только качественными и высококачественными. Требования к конструкционным сталям несколько ниже, в данной категории могут находиться сплавы обыкновенного качества и качественные.
Количественное содержание углерода в стальном сплаве также оказывает влияние на то, к какой категории его относят. Так, стали с содержанием углерода, не превышающим 0,25%, входят в категорию малоуглеродистых, ровно 0,6% содержат среднеуглеродистые, больше 0,6% – высокоуглеродистые.
")
Схема микроструктуры углеродистой стали в зависимости от содержания углерода (темное поле — перлит, светлое — феррит)
Тип структуры углеродистых сталей также может отличаться. В зависимости от него такие сплавы подразделяют на следующие категории:
- доэвтектоидные;
- эвтектоидные;
- заэвтектоидные.
Легированная инструментальная сталь
По сравнению с вышеописанной легированная обладает большей толщиной прокаливаемого слоя и меньшей склонностью к перегреву, что позволяет существенно снизить риск образования трещин во время термообработки инструмента. Благодаря этому минимальный габаритный размер инструмента увеличивается с 12 до 40 мм.
Низколегированные стали марок типа 11Х и 13Х рекомендуются для изготовления метчиков, ножей и напильников толщиной 1-15 мм. Особенно если указанный инструмент при этом имеет большую длину.
Стали 9ХС и ХВГС обладают повышенной красностойкостью с критической температурой 250 ºС. Они используются для сверл, плашек, гребенок и прочего инструмента диаметром до 80 мм. Недостатком их является небольшая хрупкость в отожжённом состоянии и чувствительность к образованию трещин во время шлифовки.
Также легированная инструментальная сталь отлично зарекомендовала себя в изготовлении разного рода измерительного инструмента — штангенциркули, линейки, скобы и прочее — за счет низкого значения коэффициента теплового расширения. Наиболее подходящими из них послужили стали типа Х и ХГ.