В чем секрет популярности вертикально сверлильного станка 2Н125? Сверлильный станок 2н125 технические характеристики
1 Общие сведения
Любой станок в современной промышленности выполняет тот или иной тип работ. Одни агрегаты используются для нарезания заготовок, другие для их загибания или подготовки к дальнейшей обработке.
Если же мы имеем в виду модель станка 2Н125, то он в первую очередь предназначается для сверления металлических деталей. Однако сверление – это далеко не единственная возможная работа, которую на нем можно выполнять.
Если взглянуть на паспорт устройства и его технические характеристики, то можно понять, что разработчики не зря добавляют к его названию приставку «универсальный». Ведь использовать его можно для осуществления еще целого ряда работ.
Станок 2н125 очень удобен для обработки деталей с небольшими габаритами и массой
Так, образец 2Н125 может применяться для рассверливания и развертывания отверстий, зенкерования, нарезания резьбы разных диаметров и т.д.
При всем этом он имеет крайне простую конструкцию рабочего элемента, что состоит из единственного шпинделя. Хотя некоторые модификации уже оборудования поворотными насадками, что позволяют использовать одновременно несколько рабочих сверл, а также других необходимых инструментов.
Чаще всего такой станок используют на мелкосерийном производстве различных деталей. Наилучшим образом он показывает себя при работе со сталью средней прочности и толщины.
Базовая модель способна работать со сверлами диаметром до 25 мм. Улучшенные образцы в этом плане мощнее, и их технические характеристики позволят пользовать сверлами диаметром 35 мм.
Что интересно, изобрели это устройство очень давно. Производить его начали еще на Одесском станкостроительном заводе. Однако во времена войны завод эвакуировали в город Стерлитамак, где и было налажено полное производство таких станков для обеспечения экономики страны.
Причем встречается этот агрегат до сих пор и в огромных количествах. При должном уходе он даже сейчас работает практически безотказно. А все потому что кинематическая схема его сборки и технические характеристики подобраны так, чтобы механизм мог работать в любых условиях, а в случае поломки быстро ремонтировался подручными средствами.
Как вы сами понимаете, такие технические характеристики привлекают производителей. Ведь достаточно взглянуть в паспорт изделия, чтобы понять, что оно мало чем уступает современным моделям станков.
Внешний вид станка 2н125 в производственном цеху
Да, оно намного тяжелее, не столь удобно в работе, но опытный рабочий на механизме такого типа сможет выполнять те же функции с одинаковой производительностью. А вот стоимость станка, если взглянуть в паспорт, на порядок отличается от стоимости современных моделей.
к меню ↑
1.1 Основные разновидности
Паспорт станка 2Н125 не зря указывает, что он является универсальным агрегатом и предназначается для использования в разных ситуациях.
Об этом свидетельствует и кинематическая схема его сборки. И хотя изначально его поставляли в виде одношпиндельной модели, но длительный процесс эксплуатации позволил производителям выпустить несколько интересных модификаций.
Их схема хоть и не сильно отличается от изначальной, но все же вносит еще больше разнообразия в его комплектацию и направления для применения.
На рынке сейчас представлены следующие разновидности станка 2Н125:
- 2Н125А;
- 2Н125С;
- 2Н125Н;
- 2Н125К;
- 2Н125Ф2.
Модели 2Н125А – это своеобразная попытка сделать устройство автоматизированным. Здесь схема настройки задается с помощью подкрутки шпинделя, головок и регулировки нескольких положений. После этого рабочему остается только запустить агрегат и наблюдать за процессом.
Вертикально сверлильный станок модели 2Н125 С
Модель 2Н125С – это многофункциональные станки, на которые предусматривается возможность установки шпинделя с несколькими гнездами. Причем шпиндель можно регулировать, закреплять в нужном положении и т.д.
Схема работы такого станка существенно упрощена, ведь вам не придется каждый раз вынимать сверло, когда необходимо приступить к разработке иных задач.
Модель 2Н125Н имеют не только многошпиндельные головки, но и многофункциональные стволы с возможностью вращения.
Образец 2Н125К оборудован крестовым столом и возможность настраивать точные координаты сверления.
Ну а станки 2Н125Ф2 оборудованы механизмом ЧПУ, револьверной головкой шпинделя и крестовым столом, как в предыдущей версии. Они считаются самыми продвинутыми.
Не будем забывать и про модели 2Н135, которые тоже являются разновидностью рассматриваемого механизма. Последние две цифры в его маркировке – это максимальный диаметр сверления отверстий. Поэтому модель 2Н135 или сверлильный станок 2н125 отличается от базовой, только возможностью создавать отверстия диаметром до 35 мм.
к меню ↑
Описание кинематической схемы сверлильного станка 2А125
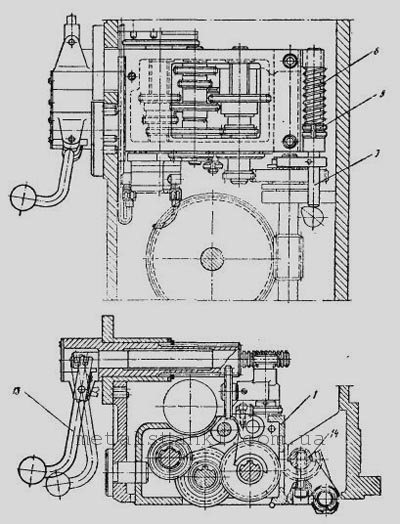
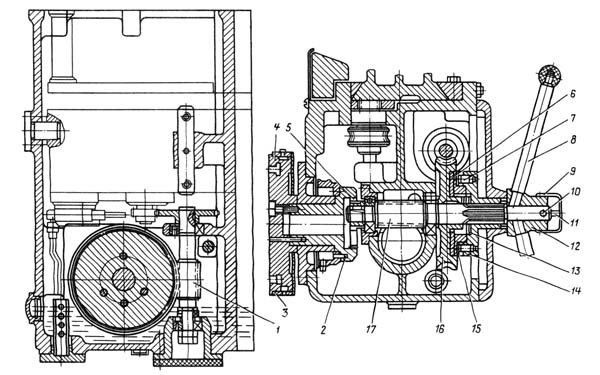
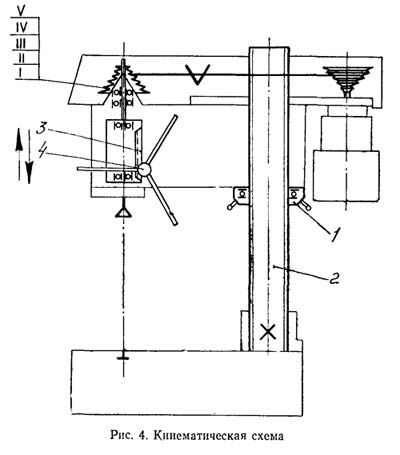
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.
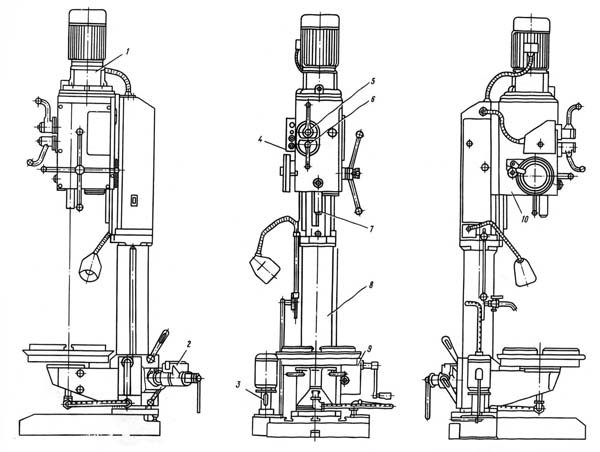
Расположение органов управления сверлильным станком 2Н125
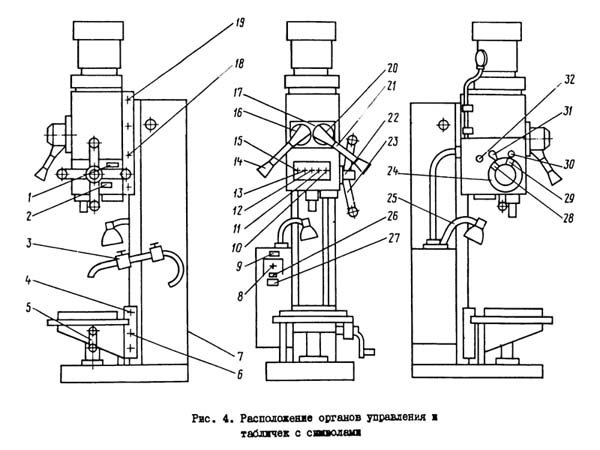
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка – «Заполнение» СОЖ
- Табличка – «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка – «Заземление»
- Вводный выключатель
- Табличка – «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка – «Частота вращения»
- Табличка – «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка – «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка – «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
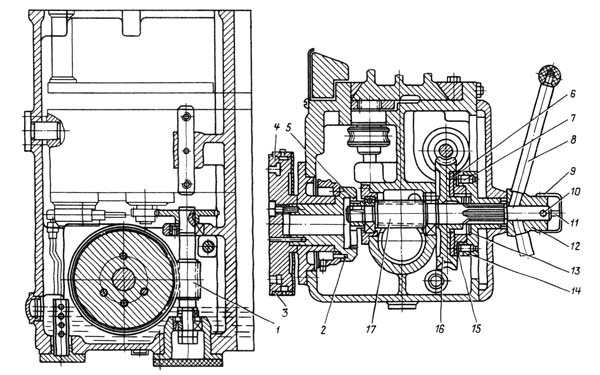
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.










Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Устройство вертикально сверлильного станка 2Н125Л
Устройство вертикально сверлильного станка 2Н125Л
I.Колона, стол, плита;
II.Механизм подъема стола;
V.Коробка подач станка;
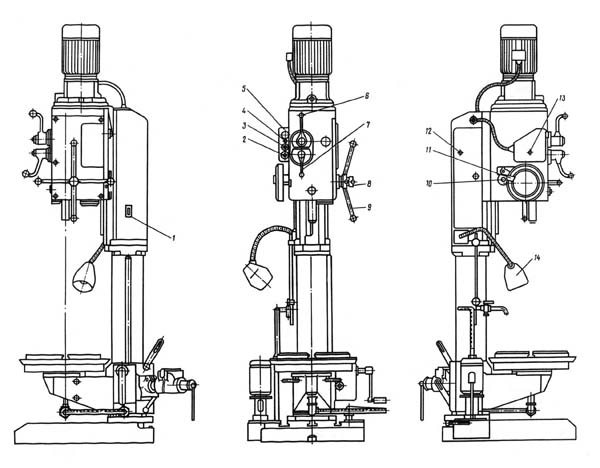
Органы управления вертикально-сверлильного станка 2Н125Л
- Вводный выключатель;
- Кнопка включения правого вращения шпиндельной бабки;
- Кнопка включения левого вращения шпиндельной бабки;
- Кнопка ”СТОП”;
- Выключатель освещения;
- Лампа контроля сети;
- Тумблер поворота шпиндельной бабки;
- Тумблер включения системы охлаждения;
- Ручка переключения скоростей;
- Ручка переключения подачи инструмента;
- Кнопка включения ручной подачи инструмента;
- Ручка механизма подач;
- Кулачок для настройки глубины сверления;
- Квадрат для ручного перемещения сверлильной головки;
- Ручка фиксации сверлильной головки;
- Регулировочные болты клина сверлильной головки;
- Лимб отчета глубины сверления;
- Ручка подъема кронштейна стола;
- Ручка зажима поворота стола;
- Ручка зажима кронштейна стола;
- Установочный клин тисков.
Коробка скоростей вертикально-сверлильного станка 2Н125Л
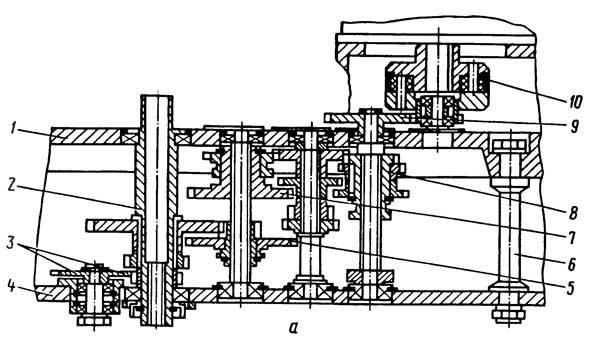
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.








Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Общий вид сверлильного станка 2Н125

Фото сверлильного станка 2Н125

Фото сверлильного станка 2Н125

Фото сверлильного станка 2Н125

Фото сверлильного станка 2Н125
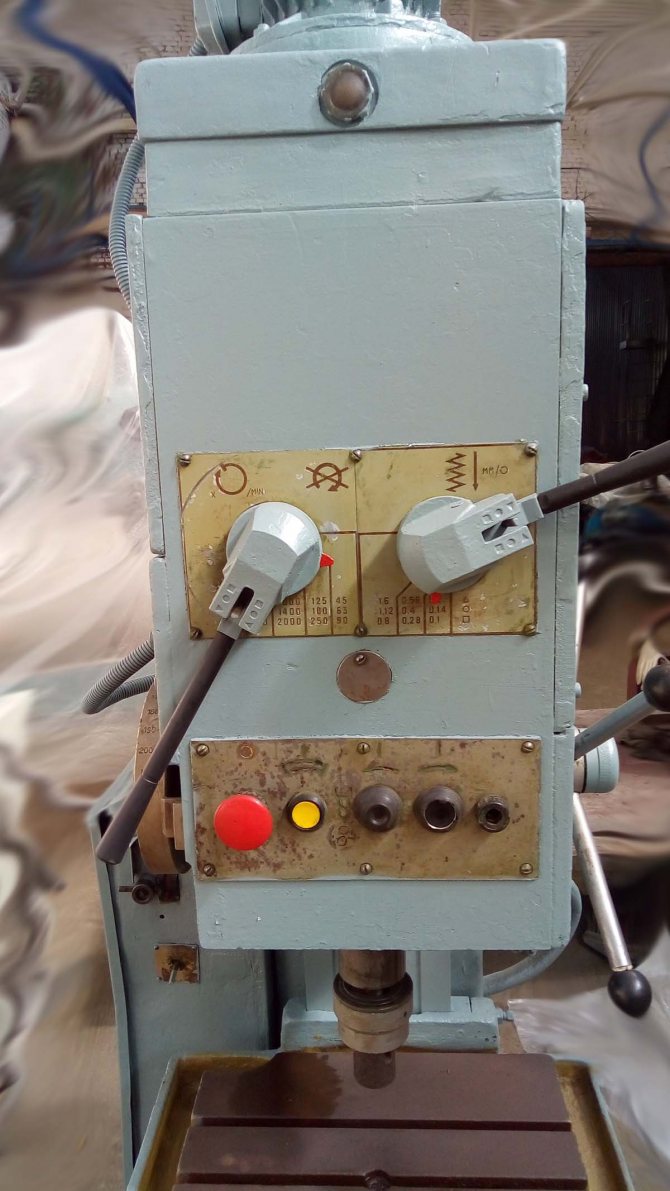
Фото сверлильного станка 2Н125
Расположение основных частей сверлильного станка 2Н125Л
Расположение основных узлов сверлильного станка 2н125л
Читайте также: Съемник для стягивания подшипников своими руками
Перечень основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
2А125 вертикально-сверлильный станок. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А125 с условным диаметром сверления 25 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 97 до 1360 оборотов в минуту, 9-скоростной коробки подач с диапазоном регулирования от 0,1 до 0,81 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 25 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 — первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К — следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 — самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 — последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.
Это интересно: Самодельный фрезерный станок с ЧПУ: собираем своими руками
2Н118 – Станок вертикально-сверлильный
Купить станочный подшипник с доставкой [email protected]
Технические характеристики:
Станки модели 2н118 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления – 18 мм. Конус Морзе шпинделя 2 ГОСТ 2847-67 Наибольшее осевое перемещение шпинделя – 150 мм. Вылет шпинделя – 200 мм. Расстояние от конца шпинделя до стола
наибольшее – 650 мм. наименьшее – 0 мм.
Перемещение шпинделя на 1 оборот маховичка рукоятки – 110 мм. Цена деления лимба – 1 мм. Перемещение шпиндельной головки на один оборот маховичка – 4,4 мм. Наибольшее перемещение шпиндельной головки – 300 мм. Наибольшее вертикальное перемещение стола – 350 мм. Перемещение стола на 1 оборот рукоятки – 2,4 мм. Ширина рабочей поверхности стола – 320 мм. Длина рабочей поверхности стола – 320 мм. Число скоростей шпинделя – 9 Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800. Число подач – 6. Величины подач, об/мин : 0,1; 0,14; 0,20; 0,28; 0,40; 0,56. Наибольшее усилие подачи на шпинделе – 560 кг. Наибольший крутящий момент на шпинделе – 880 кг.см. Мощность – 1,5 кВт. Габариты станка (длина x ширина x высота), мм 870x590x2080 Вес станка, кг 450 Число оборотов в минуту 1420
Производство: Молодечненский станкостроительный заводНазвание, маркировка: Руководство к станкуГод: 1971Страниц: 80Формат: jpg
Содержание документации:Руководство к станку– Назначение и область применения станка; – Распаковка и транспортировка станка;– Фундамент станка, монтаж и установка; – Подготовка станка к первоначальному пуску; – Паспорт станка; – Спецификация узлов станка;– Основные данные;– Описание конструкции станка;– Общая компоновка;– Электрооборудование;– Смазка станка;– Указания по технике безопасности;– Настройка и наладка станка;– Регулировка станка;– Гарантия;– Спецификация подшипников качения;– Альбом запасных деталей;
Описание станка:Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 миллиметров предназначен для выполнения следующих операций: сверление, рассверливание, нарезания резьбы, подрезки торцов ножами. Станок приспособлен для использования в инструментальных, эксперементальных и производственных цехах с индивидуальным выпуском продукции. Отнесённый к условному диаметру сверления 18 миллиметров станок допускает обработку деталей с усилием подачи 560 килограммов. Пределы чисел оборотов и подачи шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.

Настольно-сверлильный станок 2М112
Выдержавший несколько модернизаций советский вертикальный настольно-сверлильный станок модели 2М112, имеющий координатный стол, до сих пор широко востребован и для нужд домашней мастерской, и в небольших ремонтных предприятиях. Независимо от производителя (а модель 2М112 выпускалась в Литве заводом Komunaras, и в г. Киров, ныне Вятка – местным станкостроительным заводом), данный агрегат сохраняет достаточную функциональность и удобство.
Высокая надежность станка и хорошие технические характеристики обеспечиваются крайне простой конструкцией. В конструкции применено всего 6 подшипников, а шкивы для смены числа оборотов, хоть и громоздки и неудобны, позволили исключить удобную, но не надежную шестеренчатую коробку переключения оборотов. Подшипники станка 2М112 установлены в узле, в котором находится шпиндель, который иначе именуют пиноль, и благодаря которому осуществляется вертикальное перемещение инструмента. Еще один подшипник находится в узле подъема шпиндельной бабки. Малое количество смазываемых узлов облегчает обслуживание настольно-сверлильного станка 2М112.
Ввиду простоты, надежности и низкой стоимости станок хорошо зарекомендовал себя в учебных мастерских.
Технические характеристики станка 2М112
Расшифровка названия станка следующая. Первая цифра 2 обозначает, что рассматриваемое оборудование относится к сверлильному, а буква М означает, что базовая модель (её условное обозначение 2112) подвергалась модернизации. Первая из единичек в обозначении указывает тип агрегата, а две последние цифры – наибольший размер круглого в плане отверстия, которое можно получить на данном оборудовании.
Настольно-сверлильный станок 2М112 имеет технические характеристики, свойственные всем устройствам сверлильных станков подобного класса.
Таким образом, универсальный настольный вертикально сверлильный станок модели 2М112 может работать с отверстиями не более 12 мм в диаметре, причём материалом условной заготовки считается некаленая сталь 45 (для менее прочных материалов, например, алюминия, допускается и больше).
Основные технические характеристики:
- Вылет шпинделя – 0,19 м.
- Номер применённого конуса Морзе – В18.
- Вертикальное перемещение патрона со рабочим инструментом – 100 мм.
- Диапазон регулировки просвета между нижним торцом шпинделя и верхней кромки пазов на столе – 50…400 мм.
- Стол – координатный, рабочие размеры 200×250 мм (производятся варианты и с увеличенным по ширине столом).
- Количество скоростей вращения шпинделя (изменяется ступенчато) – 5, от 450 до 4500 мин -1 .
- Привод – электрический: мощность двигателя – 550 Вт, питающее напряжение 3 фазы 380 В.
- Габаритные размеры сверлильного станка 2М112 (длина×ширина×высота) – 770×370×950 мм.
- Вес – 120 кг.
Кинематическая схема настольно-сверлильного станка 2М112
Читайте также: Советы по выбору пилки для электролобзика по дереву и металлу
Советские станки, изготавливаемые как на заводе Комунарас, так и на производстве в г. Киров — рассчитывались на точность операции сверления Н (обычную) по ГОСТ 8-82.
Кроме сверления, назначение оборудования заключается в том, чтобы производить нарезание резьбы. Для этого конструкция предусматривает вертикальный специальный резьбонарезной патрон.
Устройство сверлильного станка 2М112
Кинематическая схема и общий вид включают в себя следующие элементы:
- Электрический двигатель.
- Клиноременную передачу.
- Вертикальный кронштейн.
- Шпиндель, входящий в состав инструментальной головки.
- Рукоять передвижения инструментальной головки по кронштейну.
- Рукоятку подачи пиноли.
- Опорную плиту с координатным столом, на поверхности которого имеются Т-образные пазы.
- Защитный кожух, закрывающий шкив сверлильного станка 2М112.
- Хомут с мерной линейкой.

Настольно-сверлильный станок 2М112 без защитного кожуха
Описание работы сверлильного станка 2М112
Шпиндель сверлильного станка 2М112 может перемещаться по колонне и крепится посредством винтового зажима. Пиноль станка может подниматься до высоты 400 мм над поверхностью рабочего стола, позволяя обрабатывать заготовки в широком диапазоне размеров.
Перед пуском двигателя обрабатываемая деталь закрепляется зажимами, находящимися в Т-образных пазах, которые имеет координатного стол 2М112. Производитель сверлильного станка 2М112 в качестве дополнительного оборудования предлагает тиски, которые устанавливаются на станине в пазы координатного стола.
Шпиндель проверяется на рабочую скорость вращения, которая зависит от твёрдости детали, после чего вручную устанавливаются вылет инструментальной головки и её положение относительно координатного стола. В патрон устанавливается сверло (или метчик) необходимого диаметра. Ход (особенно, если он – большой) проверяется при неработающем приводе, после чего включается электродвигатель, и с деталью производится необходимая технологическая операция, сверление или нарезание резьбы.
Электрическая схема настольно-сверлильного станка 2М112
Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Конус Морзе позволяет быстро сменить патрон для сверлильного станка 2М112 на иной рабочий инструмент с аналогичным креплением.
Удобство работы повышается благодаря тому, что рабочий стол неподвижен, а вращается пиноль, а точнее весь шпиндельный узел вокруг неподвижной опоры.
У станка 2М112 имеется подсветка, расположенная в шпиндельном узле.
Производители сверлильного агрегата 2М112 предусматривает его обязательное защитное заземление при работе для повышения безопасности. Подробные указания по заземлению содержит паспорт агрегата.
Скачать паспорт (инструкцию по эксплуатации) настольно-сверлильного станка 2М112
Обслуживание
Все работы по обслуживанию универсального настольно-сверлильного станка 2М112 заключаются в контроле натяжения ремня шкива и смазке отдельных узлов устройства. При нормальной нагрузке чаще всего (раз в 2 дня) смазку и очистку требует шпиндель (пиноль), особенно шлицевые поверхности. Раз в неделю смазывается поверхность вертикальной колонны и регулировочная гайка. Раз в полгода требует замены смазки подшипники шпинделя и колонки. При частой смене количества оборотов нуждается в смазке регулятор натяжения ремня и фиксатор защитного кожуха шпинделя. Подшипники смазываются консистентной смазкой типа ЦИАТИМ или Литол.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.

Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.

Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
2 Важнейшие технические показатели сверлильного станка
Рабочий стол агрегата имеет размеры 400 на 450 мм, он способен перемещаться в вертикальном направлении на 270 мм. Максимальная дистанция до торцевой зоны шпинделя составляет 1060 мм (от плиты) и 700 мм (от стола), минимальная – соответственно 690 и 60 мм. Расстояние между стойками и оси шпинделя равняется 250 мм.

Сам шпиндель при повороте рукоятки-маховика передвигается на 122,46 мм, при перемещении указателя на деление лимба – на 1 мм. Шпиндельная головка способна передвигаться максимум на 170 мм (данное значение является установочным). А ход шпинделя составляет 200 мм. Конус шпинделя выполнен по официальному стандарту в форме Морзе 3. Шпиндель располагает крутящим моментом на уровне 250 Нм (максимально возможный показатель), 12-ю скоростями и частотой вращения от 45 до 2000 оборотов за одну минуту.

Масса станка в снаряженном состоянии (стандартный набор инструментов) – 880 кг, ширина – 785, высота – 915, длина – 2350 мм. На агрегате находится двигатель Х14-22М со сравнительно небольшой мощностью 2,2 кВт. Механика сверлильной установки характеризуется ручным контролем циклов работы, девятью ступенями рабочих подач, динамической системой торможения шпинделя, максимальной силой подачи в 9 кН и пределами подач (в вертикальном направлении) от 0,1 до 1,6 мм (на каждый оборот шпинделя).
Сфера применения и возможности
Основная сфера применения сверлильного станка 2н125 — производство мелкими сериями. Агрегат предназначен для обработки изделий, имеющих небольшую толщину и изготовленных из стали средней прочности.
Максимально допустимый диаметр сверл, предназначенных для станка, составляет 25 мм. Такое положение предусматривает паспорт аппарата. Современные модели станка предоставляют мастерам возможность использовать сверла с еще большим диаметром, достигающим 35 мм.
Конструкция агрегата имеет особенности:
- наличие реверсивного механизма, предназначенного для более точной резьбы;
- принцип ручного управления, при котором выполнение подачи происходит вручную;
- возможность изменения режима работы станка, не останавливая при этом шпиндель;
- высокая устойчивость конструкции за счет равномерного размещения станочных элементов и его большой массы.
Ручное управление аппаратом основывается на его вертикальном движении за счет ручки-маховика, нуждающейся в периодическом смазывании.
2 Технические характеристики
Теперь изучим технические характеристики, которые станок 2н135 может выдавать в спокойном состоянии. Мы здесь приведем только базовый список рабочих параметров. Если хотите узнать все характеристики, то рекомендуем вам взглянуть на паспорт изделия.
Станок сверлильный модели 2н135
Там в обязательном порядке указывают все его рабочие параметры, схему сборки, модификацию, год выпуска, используемые материалы и еще множество других полезных вещей.
Основные характеристики:
- количество оборотов – до 2000 в минуту;
- количество подач – 9;
- длина перемещения шпинделя за один поворот рабочей ручки – 122,5 мм;
- количество скоростей – 12;
- вес – 880 кг;
- размеры стола – 400 на 450 мм (у базовых моделей);
- класс точности – Н.
Сверлильный станок 2н135 преимущественно запитывают от трехфазной сети, хотя при желании он будет питаться и от обычной бытовой сети. Вся настройка и контроль за процессом работы ведется почти полностью ручным способом.
Движение шпинделя осуществляется с помощью вращательной ручки. Это важный момент, ведь изначально человеку необходимо научиться взаимодействовать с ней в точности.
Принципиальная схема устройства станка 2н135
К счастью, если ручка хорошо обслуживалась, а сам сверлильный станок 2н135 смазан и оборудован должным образом, то проблем в работе возникнуть не должно.
Смена сверл происходит за счет снятия их со шпинделя и затяжки новых.
Если станок модифицирован и имеет многоступенчатый шпиндель или револьверную головку, то сверла можно устанавливать по своему желанию, вращая головку в необходимом направлении, а затем фиксируя ее специальными закрепительными гайками.
к меню ↑
2.1 Пример работы станка 2Н125 (видео)
Главная страница » Сверлильные
Ответы эксперта
Ермолаев
Игорь Александрович
Строительный стаж: 13 лет
Задать вопрос
Руководство по эксплуатации электрооборудования сверлильного станка 2Н125.
Данное руководство по эксплуатации электрооборудования «Вертикально-сверлильный станок 2Н125» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования вертикально-сверлильного станка 2Н125.
Вариации и конкуренты
Поскольку возможных типов отверстий существует огромное множество, было бы логично применять для получения некоторых наиболее специфичных особую технику. На основе базовой конструкции 2н125 отечественными инженерами были созданы следующие модификации популярного станка:
- Оборудование со встроенным автоматизированным управлением 2Н125А.
- Координатный агрегат с рабочим столом крестового типа 2Н125К.
- Однопозиционный агрегат 2Н125С, рассчитанный на работу с многошпиндельными головками.
- 2Н125Н – многопозиционный аналог модели 2Н125С.
- 2Н125Ф2 – усовершенствованный станок с числовым программным управлением, револьверной головкой, крестовым столом и другими дополнительными опциями.
Разумеется, не только в России производится сверлильное оборудование. Другие страны также достаточно активно покоряют этот рынок. Именно поэтому было справедливо представить список моделей-аналогов, которые во многом совпадают с вертикально-сверлильным станком 2н125 в технико-эксплуатационном плане. Среди них отдельно выделим китайский агрегат Z4025-2 и белорусскую модель 2Т125.
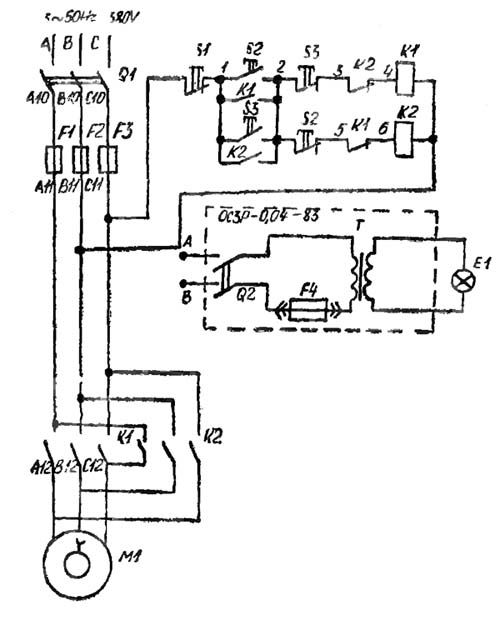
Схема электрическая принципиальная вертикально-сверлильного станка 2Н125 .
Схема электрическая принципиальная вертикально-сверлильного станка 2Н125 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-сверлильного станка 2Н125 в хорошем качестве можно по ссылке расположенной ниже:
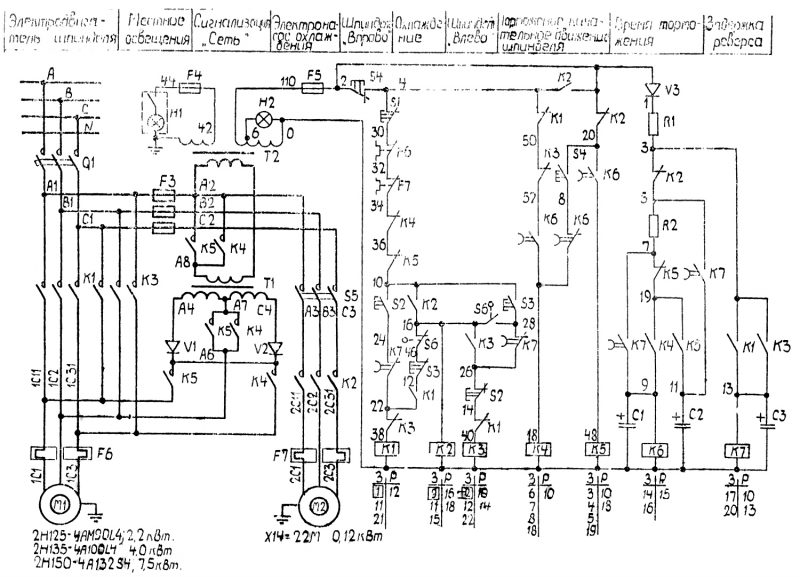
Схема электрическая принципиальная второго варианта вертикально-сверлильного станка 2Н125 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную второго варианта вертикально-сверлильного станка 2Н125 в хорошем качестве можно по ссылке расположенной ниже:
Электрооборудование и электрическая схема сверлильного станка 2Н135
Электрическая схема сверлильного станка 2Н135
Схема электрическая сверлильного станка 2Н135. Смотреть в увеличенном масштабе
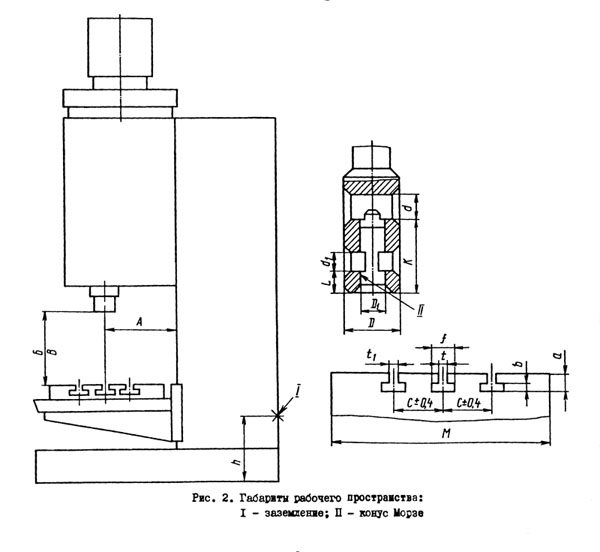
Габарит рабочего пространства сверлильного станка 2Н125
Читайте также: Восстановление отверстий: наплавка и расточка, как восстановить разбитое отверстие в металле
Чертеж рабочего пространства сверлильного станка 2Н125
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 80 | 44,399 | 500 |
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.