Чем сверлить нержавейку: необходимые материалы и инструменты, техника выполнения (этапы), пошаговая инструкция работы и советы специалистов. Виды сверл для нержавейки
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Читайте также: Как выпрямить вмятины на профлистах самостоятельно
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
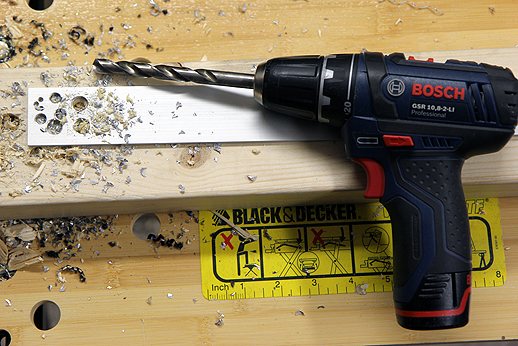
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Выбор подходящего сверла
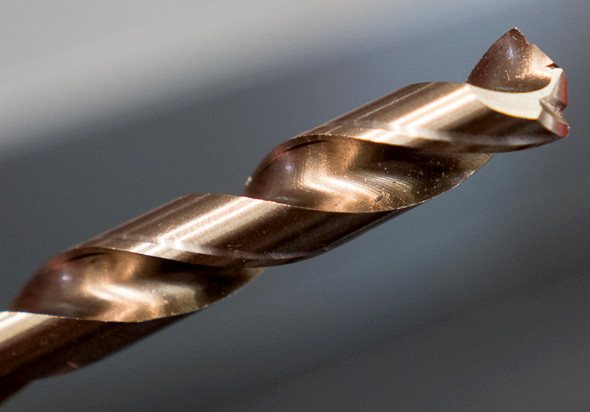
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия. Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления. При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Особенности нержавейки и выбор сверла
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.
Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.
Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.
Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.
На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.
Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.
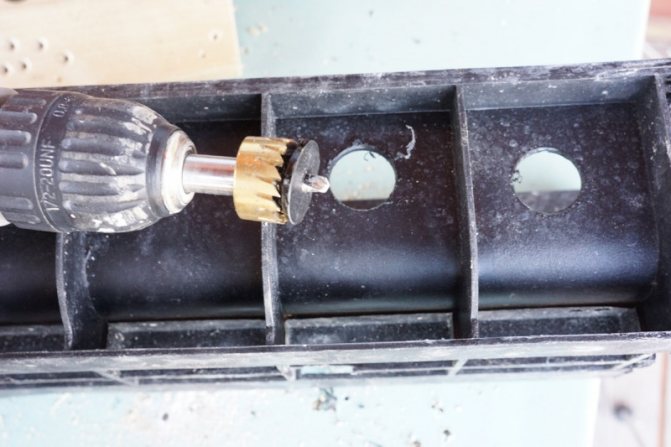
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.
Читайте также: Элементы конструкции и геометрические параметры протяжек
Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
Конструкционные параметры сверла: что учесть?
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Маркировка и цвет сверл по металлу
Те владельцы, которым хотя бы раз приходилось заниматься сверлением, думается, пытались понять, какой материал используют для изготовления этих приспособлений, что подразумевается под маркировкой, приводимой на инструменте? Благодаря чему удается создавать отверстия на поверхности, выполненной из того же материала, из которого изготовлено и само сверло?
Эффективность работы с помощью сверла достигается за счет того, что в качестве материала для него используется качественная и высокопрочная сталь. А вот дешевые варианты, которые производят на основе сырца, не способны справиться с большинством задач, с которыми сталкиваются многие владельцы.
Что означает маркировка сверла?
Обычно маркировка сверла по металлу содержит определенный набор букв и цифр. Первой обычно указывается буква основного элемента, а за ней уже идет цифра, которая соответствует процентному содержанию этого элемента в материале, использованном для производства сверла.
После первых двух символов часто указываются и другие элементы.
- Р – соответствует вольфраму;
- К — указывает на кобальт;
- Ф — означает ванадий;
- М – подразумевает молибден.
Чаще всего в маркировке отсутствует обозначение хрома, поскольку этот элемент в обязательном порядке входит в исходный материал, в котором на его долю приходится порядка 4%. Среди элементов, которые отсутствуют в маркировке, следует выделить углерод. Скажем, если сверло имеет маркировку Р7М6К6, то по ней можно понять, что в качестве материала производитель использовал быстрорежущую сталь, в составе которой представлены вольфрам в количестве 7% , молибден — 6%, кобальт — 6%.
Если обратить внимание на отечественную продукцию, то там нет подобный подобных сведений. Однако это относится в первую очередь к изделиям, диаметр которых составляет менее 2 мм. Приспособления же диаметром 2-3 мм содержат информацию о геометрии и марке стали. Дополнительные данные имеют сверла, которые представляют другие типоразмеры: в них также приводится товарный знак, а иногда и класс точности сверлильного изделия.
Что означает цвет сверла?
Каждое из предлагаемых сверл может быть оформлено в одном из следующих цветов:
- ярко-золотой;
- черный золотистый;
- серый;
- черный.
По золотому цвету можно понять, что производитель при изготовлении инструмента использовал нитрид титана. Подобная операция обеспечивает такому сверлу повышенные характеристики прочности. Работая с таким приспособлением, будет обеспечено меньшее трение между поверхностями.
Черный золотистый оттенок указывает на то, что исходное сырье содержит отпуск, назначение которого заключается в устранении внутреннего напряжения.
По серому цвету можно понять, что рассматриваемое сверло не подвергалось финишной обработке, с тем чтобы повысить уровень защиты и прочности материала. Отсюда можно сделать вывод, что это устройство имеет низкий уровень качества исполнения, а потому она довольно скоро выйдет из строя.
Читайте также: Трубопрокатные станы — классификация и устройство
Черный цвет позволяет говорить о том, что при изготовлении сверла проводилась операция, заключающаяся в воздействии на изделие перегретым паром. Польза от нее заключается в повышении его износостойкости.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа. На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2. Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Как сверлить нержавейку кобальтовым сверлом
В том случае если в вашем распоряжении имеется оборудование, позволяющее с высокой точностью выбрать оптимальные обороты, подачу и обеспечить охлаждение, для работы с нержавейкой рекомендуемыми будут следующие параметры:
Скорость резки. Оптимальным значением будет 10 м/мин. Приводимое значение будет оптимальным для сверления большинства нержавеющих сталей. К тому же ее использование предоставит возможность для выбора оборотов.
Определить обороты можно, воспользовавшись следующей формулой:
n=3180/D, где
для сверла диаметром 1,0 – 3180 об/мин;
для сверла 5,0 уже 636 об/мин;
Подача. Для расчета этого параметра также следует использовать простую формулу:
0,005-0,01d мм/n,
где d- диаметр сверла.
Выражаясь более простыми словами, за одну минуту сверло по металлу, диаметр которого составляет 5 мм должно создать отверстие глубиной 3 мм. При работе сверлом по металлу диаметром 10 мм создаваемое отверстие должно иметь размер 1,6 мм.
Проблема с перегревом решается при помощи олеиновой кислоты, которая будет выполнять роль охлаждающей жидкости.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала. Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы. В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.

Применение охлаждающих и смазочных материалов
Сверление отверстий в изделиях, которые изготовлены из нержавеющей стали стандартным металлическим сверлом и по простой технологии не рекомендуется ввиду особенной структуры сплава, которая отличается повышенной вязкостью. Использование обычного сверла приводит к тому, что в процессе работы происходит избыточно сильный нагрев всех элементов, которые в нем участвуют, что может негативно повлиять на рабочий инструмент и финишное качество.
Чтобы избежать трудностей при самостоятельном сверлении и сделать отверстие правильно и максимально ровно используют качественные охлаждающие жидкости, которые одновременно выступают и смазочным материалом.
В промышленных масштабах действуют мощные сверлильные станки и оборудование, которое оснащено системой автоматической подачи жидкости. Некоторые мастера оборудуют подобным приспособлением и старые или самодельные станы, сооружая его на основе насоса от автомобильной помпы или другого подходящего варианта.
Распространенной и грубой ошибкой начинающих мастеров является окунание сверла в воду во время работы. То есть сначала делают отверстие насухо, затем раскаленный стержень опускают в холодный раствор. Поступать так категорически нельзя, это снижает свойства детали, и на определенном этапе заготовка сломается, тоже касается и самого рабочего инструмента.
Состав, который применяют при сверлении нержавейки чаще всего производят на основе смеси технического масла или других видов с высокими показателями вязкости и коллоидной серы, протертой в порошок (которую часто используют для процедуры окуривания в садоводстве и виноградарстве.). Эти два элемента смешивают между собой в равных пропорциях и получают необходимый для качественной работы охлаждающий материал.
Более эффективным вариантом охлаждения является раствор на основе серы и жирных кислот.
Последние легко получить самостоятельно по следующей технологии:
- небольшой кусок хозяйственного мыла стандартной марки измельчают до порошкообразного состояния;
- добавляют в емкость горячую воду (70-80 градусов) и как следует все перемешивают;
- в слегка остывший раствор добавляют несколько капель технической кислоты(соляной);
- через несколько минут, когда на поверхности образуются характерные жирные пузырьки, их «гасят» большим количеством охлажденной или ледяной воды.
Полученный затвердевший слой и есть необходимые для работы жирные кислоты, которые впоследствии смешивают с серным порошком в пропорции 1 к 6 и используют в качестве компенсатора нагрева при сверлении. При невозможности проделать подобную процедуру или за неимением подходящих материалов можно приобрести готовые варианты жидкостного охлаждения, которые продаются в специальных магазинах (но стоимость их будет гораздо выше, чем тех, что получают самостоятельно).
Для того, чтобы отверстие получилось ровным и качественным используют несколько простых правил, которые позволяют выполнять работу по нержавейке качественно, а именно:
Читайте также: Собираем ЧПУ станок из принтера своими руками
При сверлении деталей, которые расположены в горизонтальной плоскости сверло просовывают через резиновую шайбуили другой подходящий по размерам и свойствам материал(например пластиковая пробка), которые в свою очередь заполняют охлаждающим составом и устанавливают непосредственно над местом необходимого реза. Или дополнительно опрыскивают участок универсальными средствами по металлам в виде аэрозолей.
Для вертикальных поверхностей можно установить парафиновый шарик, который является неплохой смазкой. Для облегчения работ в любой плоскости специалисты рекомендуют делать предварительную разметку (осевые риски) или специальный шаблон с уже отмеченными контурами.
Независимо от типа детали, толщины и других параметров, бытовой электроинструмент или станок с помощью регулировок настраивают на минимальную подачу по оборотам (100-450 об. мин.). Это позволит получить равномерное и четкое сверление. Показателем правильно подобранной скорости является длинная и однородная металлическая стружка, которая возникает в процессе работы.
При толщине стального изделия более 7 миллиметров процедуру выполняют в несколько технологических заходов. Сначала делают небольшое по диаметру предварительное отверстие подходящим для этого сверлом (например на 4-5мм), а затем аккуратно досверливают его до необходимых параметров. Это позволяет получить максимально ровные и аккуратные края, что особенно актуально при работе с пищевыми или сантехническими нержавеющими трубами.
Сверлить нержавейку в домашних условиях не сложно, если иметь теоретические и практические представления о нем и выбрать надежные электроинструменты и набор качественных сверел. Не стоит забывать о постоянном охлаждении металла, технике безопасности и технологических перерывах.
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для . Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло. Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками. Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя. Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов. Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Сверла по нержавейке: как просверлить нержавейку в домашних условиях

Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей.
Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Технология и методика сверления нержавеющей стали
Первое и самое важное, что нужно запомнить: сверлить нержавейку нужно только с использованием охлаждающей смазки и специальными сверлами. Что касается толщины материала, подвергаемого обработке, здесь технология предусматривает следующее:
- Нержавейку, толщина которой находится в пределах 1–2 миллиметров, можно просверлить обычными сверлами по металлу. В этом случае угол заточки инструмента должен соответствовать 120 градусам, а обороты электродрели не должны превышать 100 в минуту.
- Миллиметровый и более тонкий слой нержавейки лучше просверлить оснасткой ступенчатого типа. Она обеспечивает ровный канал, где нет заусенцев и задиров на кромке.
- Получение отверстий в нержавеющей стали с толщиной более 6 мм лучше проводить специализированными резцами в два этапа. Вначале нужно просверлить металл тонкой оснасткой с диаметром в 2–3 мм, а затем довести до нужного диаметра финишным сверлом.
Если стружка нержавейки начинает приобретать темные оттенки и становится мелкой, это сигнализирует о том, что режущие кромки затупились и перегреваются. Работать в таком режиме нельзя.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта.
За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала.
Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Чтобы просверлить нержавейку кобальтовым сверлом, также следует применять смазочные материалы и не использовать высокие обороты электроинструмента.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку.
Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется.
В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки.
Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом.
Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch. Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях. Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Соблюдение несложных правил
Для того, чтобы не столкнуться с трудными ситуациями, такими как, сильный перегрев места сверления, чрезвычайный нагрев сверла и других, нужно соблюдать некоторые простые правила, что поможет выполнить абсолютно гладкие отверстия без сопутствующих затрат времени и денег. Также надо иметь в виду, что из-за вязкой структуры нержавеющей стали, пласт нержавейки надо сверлить на малых оборотах, чтобы не допускать перегрева сверла. Сверла нужно использовать только очень острые. Помимо этого, чтобы не допустить значительный перегрев места сверления, что приведет к большим трудностям по проведению сверления, каждые 10 секунд надо минимизировать температуру сверла.
Следите за стружкой в период осуществления сверления, если она получается все мельче и темнее, это означает, что сверло затупилось, а место отверстия в нержавейке перегрелось. Поэтому вы должны подточить сверло или поменять на другое, чтобы успешно закончить начатое дело. Как правило, начинать сверление нужно со сверла, имеющего малый диаметр, размером которого соответственно четверка или пятерка. Затем постепенно переходить на сверло, которое имеет подходящий размер для получения нужного отверстия. Выполняя процесс сверления подобным образом, можно произвести более гладкое отверстие, и при этом сильно уменьшить время, затраченное на это.
Асбестовая труба 200 цены на асбестоцементные трубы диаметром 200
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Смазочные материалы
Сверление отверстий в изделиях из , выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.
При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Сверла кобальтовые – общие характеристики
- Возможно сверление без предварительной зенковки даже идеально гладких поверхностей. Инструмент при вертикальном расположении в сторону не «уходит». Как говорят, самоцентруется.
- Отверстие получается с абсолютно точными размерами, без заусениц и иных дефектов, что свойственно сверлению обычным инструментом. Риск «закусывания» нержавейки в рабочей зоне исключен.
- Кобальтовые сверла характеризуются повышенной износостойкостью.
- Скорость сверление возрастает практически вдвое по сравнению с традиционными аналогами.
Техника безопасности при сверлении
Главные эксплуатационные факторы, которые повышают риски травматизма, — это электричество и вибрации. Удар током смертельно опасен, поэтому важно всегда контролировать положение кабеля. Он ни в коем случае не должен попадать в зону работы. Причем изначально лучше отдавать предпочтение моделям дрели с двойной электроизоляцией.
Затем другой вопрос – как просверлить нержавейку с минимальным дискомфортом от вибраций? Дело в том, что длительные и систематические работы со строительным инструментом именно через сильные колебания в итоге сказываются на состоянии нервной системы, на зрении и органах дыхания.
Выходом станет применение штатной системы гашения вибраций, а также установка дополнительных пружинных устройств на корпус. К примеру, шарнирные демпфирующие приспособления создают эффект амортизации, практически исключая ощутимые колебания.

Испытания
Как я уже сказал брал их для сверления ламината, а он очень любит «быстро кушать» любую расходку, но коронки весьма неплохо делают в нем отверстия без видимых следов износа:

Как я уже сказал из-за невеликой «глубины» коронок засверливать приходится с двух сторон. В итоге получаются аккуратные отверсия без малейший следов сколов:

Тоже самое могу сказать про деревянную вагонку. Но тут нюанс, вагонка может быть чуть-чуть толще, чем получается просверлить даже с двух сторон, поэтому просто снимаем пружинку и сверлим без нее: Получаются такие забавные «втулки»:

И пластик:
Видео резки ламината, вагонки и пластика: А вот металл, коронками HSS, как я написал вначале, нужно сверлить аккуратно, особенно толстый. Я же, как обычно, сначала сломаю, потом начинаю разбираться, поэтому, со всей дури, на полных оборотах и посильнее надавив на дрель начал сверлить трубу прямоугольного сечения (примерно 1.5мм толщиной) и в итоге потерял одну из коронок, обломав ей зубы:

После этого пошел «курить» просторы Интернета и форумы, в итоге таки смог нормально начать сверлить отверстия:

Насверлил:

После сверления коронка не показала каких либо следов износа:

В общем металл, сверлим аккуратно, желательно с отдельной предварительной засверловкой, на средних для дрели оборотах и очень желательно с использованием СОЖ (смазочно-охлаждающей жидкости), хотя я не знаю, как ее подавать к месту сверления в бытовых условиях. Нержавейка для коронок не составила никакой проблемы:

Видео резки металла:
Читайте также: Что такое твердость стали? (ч.2)
Общие рекомендации по ходу работы
Многое в рабочем процессе будет зависеть от конкретных условий и характеристик инструмента. Но есть и универсальные правила выполнения ответственных сверлильных операций, которые рекомендуют специалисты:
- Контроль смазки. Быстро стекающее масло не даст нужного эффекта. Для его стабилизации можно предварительно разработать «ванну» вокруг отверстия и тогда на протяжении всего рабочего процесса жало сверла будет в оптимальном состоянии.
- Использовать функционал дрели. Не стоит игнорировать реверсный ход и регуляцию скоростных режимов. Бывают ситуации, когда они не просто облегчают работу, но и предотвращают неприятные ситуации.
- Тонкости сверления нержавеющей стали при создании сквозных отверстий. В ситуациях, когда сверло выходит наружу с обратной стороны, может проявиться грата (блокировка резцов о кромку). Избежать такого клина поможет изначальная подставка древесного бруска под точку сверления с наружной стороны.

