ГОСТ 2.309-73 Единая система конструкторской документации. Обозначения шероховатости поверхностей. Шероховатость Поверхности По Видам Обработки
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
- Раздел 01.080 Графические обозначения
- Раздел 01.080.30 Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию
- Раздел 01.080 Графические обозначения
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
А также в:
- Раздел Электроэнергия
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
- Раздел 01.080 Графические обозначения
- Раздел 01.080.30 Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию
- Раздел 01.080 Графические обозначения
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
А также в:
- Раздел Строительство
- Раздел Стандарты
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел 01 Общие положения. Терминология. Стандартизация. Документация
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел Стандарты
Организации:
| Утвержден | Государственный комитет стандартов Совета Министров СССР | 2604 |
| Издан | Издательство стандартов | 1973 г. |
| Издан | ИПК Издательство стандартов | 2000 г. |
| Издан | Стандартинформ | 2007 г. |
Designations system for design documentation. Designations of surface finish
Нормативные ссылки:
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
- ГОСТ 2.104-2006 Единая система конструкторской документации. Основные надписи
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
Скачать PDFЗакрыть
- Сканы страниц ГОСТа
- Текст ГОСТа
стр. 1
стр. 2
стр. 3
стр. 4
стр. 5
стр. 6
стр. 7
стр. 8
стр. 9
ГОСТ 2.309-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ
ДОКУМЕНТАЦИИ
ОБОЗНАЧЕНИЯ
ШЕРОХОВАТОСТИ
ПОВЕРХНОСТЕЙ
|
Москва Стандартинформ 2007 |
Изменение
№ 3 принято Межгосударственным советом по стандартизации, метрологии и
сертификации (протокол № 21 от 28 мая 2002 г.)
За
принятие изменения проголосовали национальные органы по стандартизации
следующих государств: АМ, ВУ, KZ, КО, МD,
RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
|
Единая система конструкторской документации ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ Unified system for design documentation. |
ГОСТ Взамен |
* Издание (август
2007 г.) с Изменениями № 1, 2, 3, утвержденными в июне 1980 г., августе 1984
г., декабре 2002 (ИУС 11-80, 12-84, 3-2003).
Постановлением Государственного комитета стандартов
Совета Министров СССР от 9 ноября 1973 г. № 2604 дата введения установлена
01.01.75
Настоящий стандарт устанавливает обозначения
шероховатости поверхностей и правила нанесения их на чертежах изделий всех
отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302.
(Измененная редакция, Изм. № 1, 3).
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей
обозначают на чертеже для всех выполняемых по данному чертежу поверхностей
изделия, независимо от методов их образования, кроме поверхностей,
шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения
шероховатости поверхности приведена на черт. 1.
При применении знака без указания параметра и способа
обработки его изображают без полки.
Черт. 1
1.3. В обозначении шероховатости
поверхности применяют один из знаков, изображенных на черт. 2.
Высота h должна быть приблизительно
равна применяемой на чертеже высоте цифр размерных чисел. Высота H
равна (1,5 … 5) h. Толщина линий знаков должна быть приблизительно
равна половине толщины сплошной основной линии, применяемой на чертеже.
Черт. 2
В обозначении шероховатости поверхности, способ
обработки которой конструктором не устанавливается, применяют знак (черт. 2a).
В обозначении шероховатости поверхности, которая
должна быть образована только удалением слоя материала, применяют знак (черт. 2б).
В обозначении шероховатости поверхности, которая
должна быть образована без удаления слоя материала, применяют знак (черт. 2в) с указанием значения параметра
шероховатости.
1.2, 1.3. (Измененная редакция, Изм. № 3).
1.4. Поверхности детали,
изготовляемой из материала определенного профиля и размера, не подлежащие по
данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным
соответствующим стандартом или техническими условиями, или другим документом,
причем на этот документ должна быть приведена ссылка, например, в виде указания
сортамента материала в графе 3 основной надписи чертежа по ГОСТ
2.104-2006.
1.5. Значение параметра
шероховатости по ГОСТ 2789-73
указывают в обозначении шероховатости после
соответствующего символа, например: Ra
0,4; Rmax
6,3; Sm 0,63; t50 70; S
0,032; Rz 50.
Примечание. В примере t50
70 указана относительная опорная длина профиля tp =
70 % при уровне сечения профиля р = 50 %,
1.5а. При указании наибольшего
значения параметра шероховатости в обозначении приводят параметр шероховатости
без предельных отклонений, например: .
1.5б. При указании наименьшего
значения параметра шероховатости после обозначения параметра следует указывать
«min», например: ;
.
1.6. При указании
диапазона значений параметра шероховатости поверхности в обозначении
шероховатости приводят пределы значений параметра, размещая их в две строки,
например:
|
и т. п. |
В верхней строке приводят значение параметра,
соответствующее более грубой шероховатости.
1.7. При указании номинального
значения параметра шероховатости поверхности в обозначении приводят это
значение с предельными отклонениями по ГОСТ
2789-73, например:
Ra 1 + 20 %; Rz 100–10 %;Sm
0,63+20%; t50 70
± 40 % и т. п.
1.5 — 1.7. (Измененная
редакция, Изм. № 2, 3).
1.8. При указании двух и более
параметров шероховатости поверхности в обозначении шероховатости значения
параметров записывают сверху вниз в следующем порядке (см. черт. 3):
параметр высоты неровностей профиля
параметр шага неровностей профиля,
относительная опорная длина профиля
Черт. 3
(Измененная редакция, Изм. № 3).
1.9. При нормировании требований к
шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не
приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73
для выбранного значения параметра шероховатости.
(Измененная редакция, Изм. № 2).
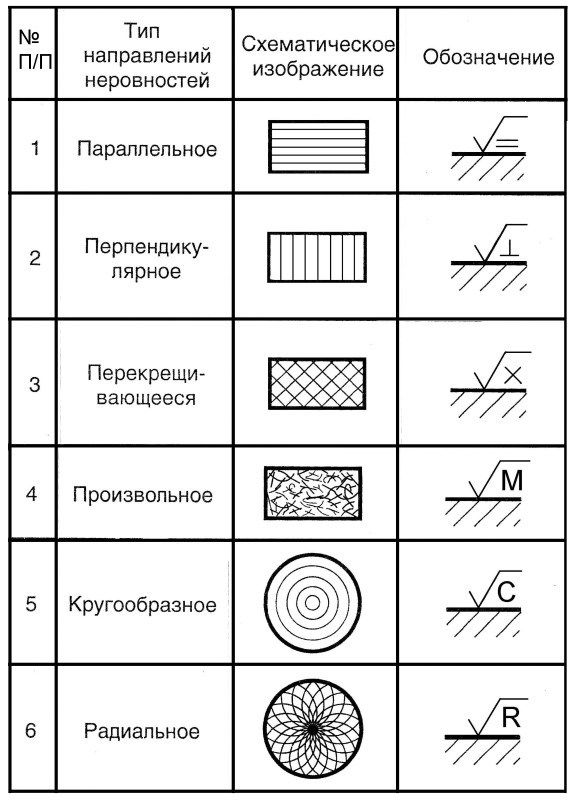
1.10. Условные обозначения
направления неровностей должны соответствовать приведенным в таблице. Условные
обозначения направления неровностей приводят на чертеже при необходимости.
|
Типы |
Обозначение |
Типы направления |
Обозначение |
Высота знака условного обозначения направления
неровностей должна быть приблизительно равна h. Толщина линий знака должна быть приблизительно равна
половине толщины сплошной основной линии.
1.11. Вид обработки поверхности
указывают в обозначении шероховатости только в случаях, когда он является
единственным, применимым для получения требуемого качества поверхности (черт. 4).
Черт. 4
1.10, 1.11. (Измененная
редакция, Изм. № 3).
1.12. Допускается применять упрощенное обозначение
шероховатости поверхностей с разъяснением его в технических требованиях чертежа
по примеру, указанному на черт. 5.
Черт. 5
В упрощенном обозначении используют знак и строчные буквы русского алфавита в алфавитном
порядке, без повторений и, как правило, без пропусков.
(Измененная редакция, Изм. № 2, 3).
1.13. Если направление измерения
шероховатости должно отличаться от предусмотренного ГОСТ 2789-73,
его указывают на чертеже по примеру, приведенному на черт. 6.
Черт. 6
(Измененная редакция. Изм. № 3).
Параметры для количественной оценки шероховатости
Три ключевых параметра используются для описания шероховатости конкретной поверхности, они позволяют описать высоту, профиль и максимальное отклонение, по которым можно представить тип поверхности в целом и ее назначение.
- Ra — самым первым идет обозначение профиля с указанием возможного отклонения, измеряется в микрометрах;
- Rz- определяет высоту неровностей по десяти основным точкам, измеряется в микрометрах;
- Rmax- показывает максимально допустимое значение по высоте, измеряется в микрометрах.
Таблица ключевых параметров шероховатости составлена для различных поверхностей и приведена в ГОСТ 2789-73.
Самым универсальным показателем из всех трех является Ra, поскольку он дает наиболее полное представление о профиле. Но бывают ситуации, при которых значение приобретают и другие параметры, к примеру если Ra трудно измерить с помощью приборов.
Рассмотрим несколько примеров значений параметров для поверхностей после механической обработки. После чистового обтачивания Ra составляет 2,5 -,1 25 мкм, а после тонкого обтачивания 1,25-0,63 мкм.
Также в шероховатости важно понятие допуска, так как большинство геометрических отклонений детали, должно укладываться в пределы поля допуска.
Какие символы применяются
Для обозначения шероховатости применяют условные обозначения, которые описаны в ГОСТ, они размещаются непосредственно на поверхности. У каждой поверхности свои обозначения, они не должны накладываться или перекрывать друг друга.

Рисунок 2. Виды обозначения шероховатости на поверхности
Шероховатость древесины на чертеже
Древесина имеет свои обозначения шероховатости, которые описаны в ГОСТ 7016-2013. Особенностями поверхности этого материала являются неровности, кинематическая волнистость, структурные неровности, ворсистость и мшистость, которая может появиться на обработанных поверхностях. Шероховатость древесины характеризуется параметрами ее неровностей, которые включают среднее арифметическое высот наибольших неровностей (Ra), высоту неровностей профиля (Rp).
Параметры шероховатости у разных пород дерева
Свойства пород древесины очень сильно отличаются, следовательно и параметры шероховатости имеют различные величины. К примеру сосна, которая часто используется в строительстве, имеет высоту неровностей Rp =12,5 мкм, а береза имеет значение Rp =6,3мкм. Наименьшие параметры шероховатости имеет груша, Rp =5,0мкм.
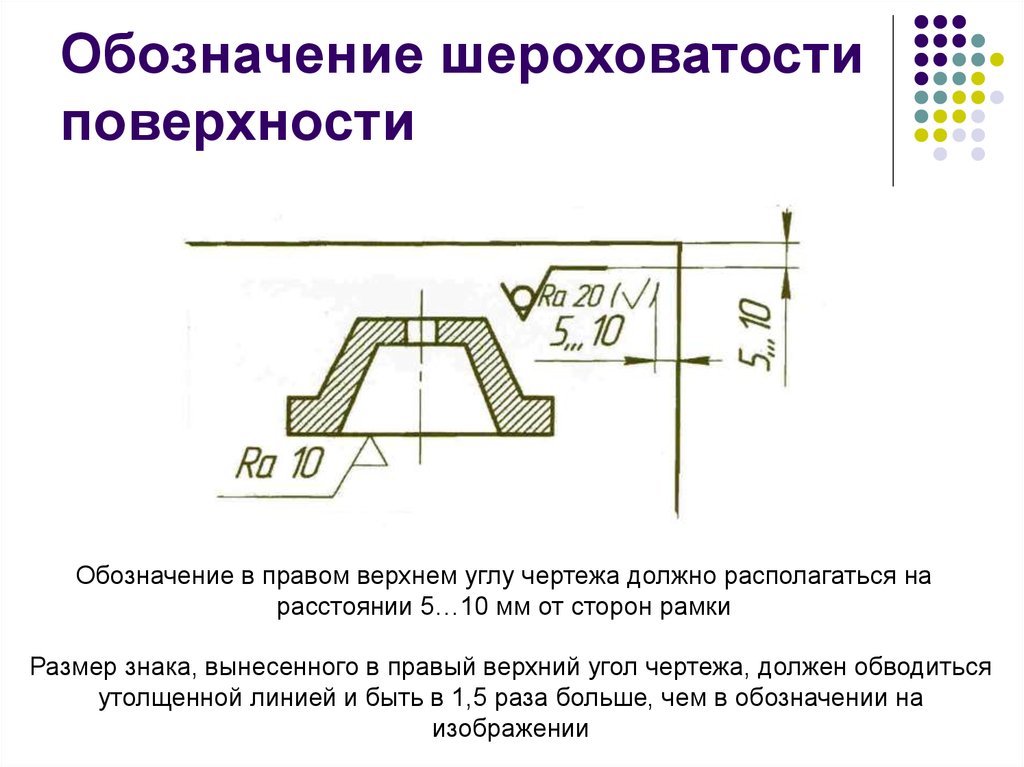
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.

Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности

Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
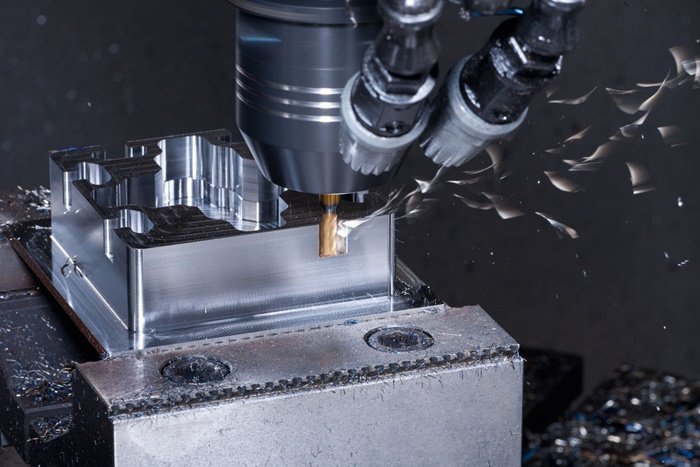
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Физические критерии качества.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.
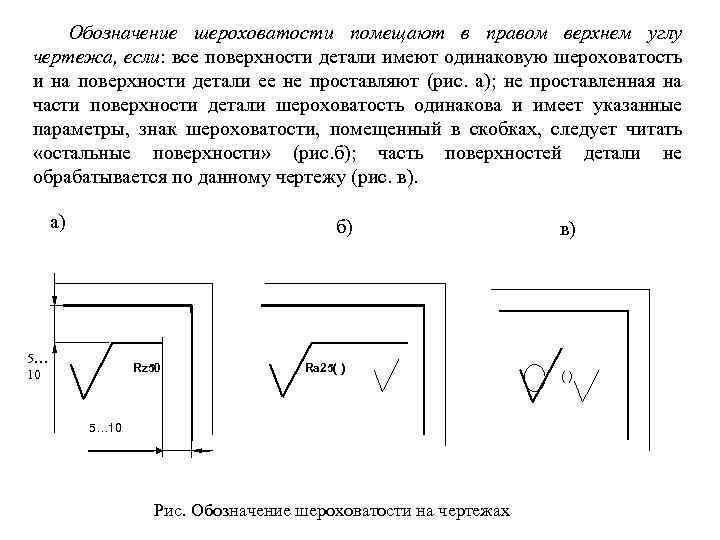
Как обозначается шероховатость поверхности на чертеже
Условный знак, который ориентирован к обрабатываемой поверхности, должен давать полное и исчерпывающее представление о том, какой шероховатостью обладает поверхность. Для обозначения используются линии, равные половине толщины основной линии. Высота меньшей части знака h(размер равен основным цифровым обозначениям), а всего знака 1,5-5 h (H). Нанесение знака производится после вычерчивания деталей. Угол между двумя направляющими условного знака составляет 60 градусов.
Сам условный знак также несет информацию, если он не имеет никаких дополнительных обозначений, то способ обработки поверхности конструктором не устанавливается (знак без полки), если применяется удаление слоя материала, то добавляют черту, которая образует треугольник, если шероховатость образована без удаления слоя материала, то добавляют круг.
Шероховатость на сборочном чертеже
Как и на других видах чертежей, на сборочном чертеже указывается шероховатость поверхностей. Эти обозначения позволяют понять требуется ли дополнительная обработка поверхности, к примеру полировка детали, точение или травление.
> Лайфхак: если чертеж перегружен информацией, то можно применить упрощенное обозначение обозначения шероховатости, которое более полно расшифровывается в примечаниях.
2. Назначение параметров шероховатости
Параметры шероховатости поверхностей назначают исходя из применения и конструктивных особенностей деталей машин. В большинстве случаев основными параметрами являются высотные, из которых наиболее информативным является параметр Ra. Этот параметр определен как предпочтительный. Параметр Rz применяется, когда прямой контроль параметра Ra по техническим причинам не представляется возможным.
Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей связаны с фактической площадью контакта, выражаемой через параметр tp. Эксплуатационные свойства поверхности и назначаемые параметры шероховатости приведены в табл. 2.
Таблица 2 – Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
| Эксплуатационное
свойство поверхности |
Параметры шероховатости и характеристики,
определяющие эксплуатационное свойство |
| Износоустойчивость при всех видах трения | Ra (Rz), tp, направление неровностей |
| Виброустойчивость | Ra (Rz), Sm, S, направление неровностей |
| Контактная жесткость | Ra (Rz), tp |
| Прочность соединения | Ra (Rz) |
| Прочность конструкции при циклических нагрузках | Rmax, Sm, S, направление неровностей |
| Герметичность соединений | Ra (Rz), Rmax, tp |
| Сопротивление в волноводах | Ra, Sm, S |
Числовые значения параметров шероховатости и базовых длин при нормировании выбираются по табл. 3.
Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы приведены в табл. 4. Этой таблицей можно пользоваться при назначении норм шероховатости, если по условиям сборки или работы изделий шероховатость поверхности не требуется ограничить более жесткими требованиями.
Таблица 3 – Числовые значения параметров шероховатости и базовой длины (ГОСТ 2789-73)
| Высотные параметры, мкм | |||||||
| Ra | |||||||
| 1000 | 320 | 50* | 8,0 | 2,5 | 0,40* | 0,063 | 0,010 |
| 800 | 250 | 40 | 6,3* | 1,00 | 0,32 | 0,050* | 0,008 |
| 630 | 100* | 32 | 5,0 | 0,80* | 0,25 | 0,040 | — |
| 500 | 80 | 25* | 4,0 | 0,63 | 0,100* | 0,032 | — |
| 400* | 63 | 10,0 | 3,2* | 0,5 | 0,080 | 0,025* | — |
| Rz | |||||||
| 1600 | 320 | 63 | 0 | 3,2* | 0,63 | 0,125 | 0,025 |
| 1250 | 250 | 50* | 12,5 | 2,5 | 0,5 | 0,100* | — |
| 1000 | 200* | 40 | 10,0 | 2,0 | 0,40* | 0,080 | — |
| 800 | 160 | 32 | 8,0 | 1,60 | 0,32 | 0,063 | — |
| 630 | 125 | 25.0* | 6,3* | 1,25 | 0,25 | 0,050 | — |
| 500 | 100* | 20,0 | 5,0 | 1,00 | 0,20* | 0,040 | — |
| 400* | 80 | 16, | 4,0 | 0,8 | 0,160 | 0,032 | — |
| Шаговые параметры, мм | |||||||
| Шаговые параметры Sm и S | |||||||
| 12,5 | 4,0 | 1,25 | 0,40 | 0,125 | 0,040 | 0,0125 | 0,004 |
| 10,0 | 3,2 | 1,00 | 0,32 | 0,100 | 0,032 | 0,010 | 0,0025 |
| 8,0 | 2,5 | 0,80 | 0,25 | 0,080 | 0,025 | 0,008 | 0,002 |
| 6,3 | 2,0 | 0,63 | 0,20 | 0,063 | 0,020 | 0,006 | |
| 5,0 | 1,6 | 0,50 | 0,16 | 0,050 | 0,016 | 0,005 | |
| Относительная опорная длина профиля tp | |||||||
| Уровень сечения р, % от Rmax | |||||||
| Базовая длина l, мм | |||||||
| 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 | |||||||
| Примечание. Предпочтительные значения параметров обозначены звездочкой. |
Таблица 4 – Минимальные требования к шероховатости поверхности в зависимости от допусков размеров и формы, Ra, мкм
| Допуск размера
по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
Допуск
размера по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
||||||
| До 18 | Св. 18
до 50 |
Св. 50
до 120 |
Св.120
до 500 |
До18 | Св. 18
до 50 |
Св. 50
до 120 |
Св. 120
до 500 |
||||
| Ra, мкм | Ra, мкм | ||||||||||
| IT3 | 100
60 40 |
0,2
0,1 0,05 |
0,4
0,2 0,1 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
IT9 | 100 и
60 40 25 |
3,2
1,6 0,8 |
3,2
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT4 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
IT10 | 100 и
60 40 25 |
3,2
1,6 0,8 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT5 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
IT11 | 100 и
60 40 25 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
12,5
6,3 3,2 |
12,5
6,3 3,2 |
| IT6 | 100
60 40 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
IT12
и IT13 |
100 и
60 40 |
12,5
6,3 |
12,5
6,3 |
25
12,5 |
25
12,5 |
| IT7 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT14
и IT15 |
100 и
60 40 |
12,5
12,5 |
25
12,5 |
50
25 |
50
25 |
| IT8 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT16
и IT17 |
100 и
60 40 |
25
25 |
50
25 |
100
50 |
100
50 |
| Примечание: если основной допуск формы меньше значения указанного в таблице, то значение Ra следует назначить не более 0,15ф, ф – допуск формы. |
Если сопряжение и метод обработки не позволяют определить требования к шероховатости поверхности, нормирование шероховатости следует проводить по другим критериям, ориентируясь на данные передовых отраслей промышленности (табл. 5).
Параметр Rz нормируется в тех случаях, когда по функциональным или техническим требованиям необходимо ограничить полную высоту неровностей профиля или шероховатость рыхлого поверхностного слоя (поковки, отливки). В табл. 6 приведены примеры назначения параметра Rz.
Таблица 5 – Примеры нормирования шероховатости поверхности деталей
| Характеристика поверхности | Значение параметра Ra, мкм, не более | |||||||||
| Посадочные поверхности сменных деталей | Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 500 | |||||||||
| 5 | Вал
Отверстие |
0,2
0,4 |
0,4
0,8 |
|||||||
| 6 | Вал
Отверстие |
0,4
0,4-0,8 |
0,8
0,8-1,6 |
|||||||
| 7 | Вал
Отверстие |
0,4-0,8
0,8 |
0,8-1,6
1,6 |
|||||||
| 8 | Вал Отверстие | 0,8
0,8-1,6 |
1,6
1,6-3,2 |
|||||||
| Поверхности деталей в посадках с натягом:
а) собираемые под прессом |
Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 120 | Св. 120
до 500 |
||||||||
| 5 | Вал
Отверстие |
0,1-0,2
0,2-0,4 |
0,4
0,8 |
0,4
0,8 |
||||||
| 6-7 | Вал
Отверстие |
0,4
0,8 |
0,8
1,6 |
1,6
1,6 |
||||||
| 8 | Вал
Отверстие |
0,8
1,6 |
0,8-1,6
1,6-3,2 |
1,6-3,2
1,6-3,2 |
||||||
| б) собираемые способом термических деформаций | Вал Отверстие | 1,6
1,6-3,2 |
||||||||
| Поверхности деталей при селективной сборке | Поверхность | Допуск сортировочной группы, мкм | ||||||||
| <2,5 | 2,5 | 5 | 10 | 20 | ||||||
| Вал Отверстие | 0,05
0,1 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
|||||
| Поверхности деталей для посадок с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||
| 2,5 | 4 | 6 | 10 | 16 | 25 | |||||
| Вал
Отверстие |
0,05
0,1 |
0,1
0,2 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
||||
| Посадочные поверхности подшипников скольжения | Поверхность | Квалитеты | Жидкостный режим трения | |||||||
| 6-9 | 10-12 | |||||||||
| Вал
Отверстие |
0,4-0,8
0,8-1,6 |
0,8-3,2
1,6-3,2 |
0,1-0,4
0,2-0,8 |
|||||||
| Поверхности валов под уплотнение | Уплотнение | Скорость м/с. | ||||||||
| До 3 | 5 | Св. 5 | ||||||||
| Резиновое | 0,8-1,6; полировать | 0,4-0,8; полировать | 0,2-0,4;
полировать |
|||||||
| Войлочное | 0,8-1,6 полировать | — | ||||||||
| Лабиринтное | 3,2-6,3 | — | ||||||||
| Жировые канавки | 3,2-6,3 | — | ||||||||
| Поверхности направляющих
скольжения |
Скорость, м/с | Допуск плоскостности, мкм (на 100мм) | ||||||||
| До 6 | 10 | 25 | 60 | Св.
60 |
||||||
| До 0,5
Св. 0,5 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
3,2
1,6 |
|||||
| качения | До 0,5
Св. 0,5 |
0,1
0,05 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
||||
| Поверхности торцовых опор (пят и подпятников) | Скорость, м/с | Допуск торцового биения, мкм | ||||||||
| До 6 | 16 | 25 | Св.
25 |
|||||||
| До 0,5
Св. 0,5 |
0,1
0,1 |
0,4
0,2 |
0,8-1,6
0,8 |
3,2
1,6 |
||||||
| Поверхности разъёма корпусов (редукторов, подшипников и т.п.) | Соединение | С прокладкой | Без прокладки | |||||||
| Герметичное
Негерметичное |
3,2-6,3
6,3-12,5 |
0,8-1,6
6,3-12,5 |
||||||||
| Поверхности кронштейнов, втулок, поводков, колец, ступиц, крышек и аналогичных деталей прилегающих к другим поверхностям, но не являющимися посадочными | 3,2-6,3 | |||||||||
| Рабочие поверхности кулачков и копиров | Сопряжение | Допуск формы профиля, мкм | ||||||||
| До 6 | 30 | 50 | Св. 50 | |||||||
| С ножами или сухарями | 0,4 | 0,8 | 1,6 | 3,2 | ||||||
| С роликами | 0,8 | 1,6 | 32 | 6,3 | ||||||
| Рабочие поверхности шкивов плоско- и клиноременных передач | Диаметр шкива, мм | |||||||||
| До 120 | Св. 120 до
315 |
Св. 315 | ||||||||
| 1,6 | 3,2 | 6,3 | ||||||||
| Рабочие поверхности катков фрикционных передач | В зависимости от габарита и условий работы | |||||||||
| 0,2-0,8 | ||||||||||
| Рабочие поверхности фрикционов | Колодки,
муфты, диски |
Колодки | Муфты | Диски | ||||||
| 1,6-3,2 | 0,8-1,6 | 0,1-0,8 | ||||||||
| Тормозные барабаны | Диаметр барабана, мм | |||||||||
| До 500 | Св. 500 | |||||||||
| 0,8-1,6 | 1,6-3,2 | |||||||||
| Рабочие поверхности конических соединений | Соединения | |||||||||
| Герметичные | Центрирующие | Прочие | ||||||||
| 0,1-0,4 | 0,4-1,6 | 1,6-3,2 | ||||||||
| Соединения с призматическими и сегментными шпонками | Соединения | Поверхность | Шпонка | Паз вала | Паз втулки | |||||
| Неподвижное | Рабочая Нерабочая | 3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| С направляющей шпонкой | Рабочая Нерабочая | 1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| Зубчатые (шлицевые) соединения | Соединение | Впадина отверстия | Зуб вала | Центрирующая поверхность | Нецентрирующие поверхности | |||||
| Отверстие | Вал | Отверстие | Вал | |||||||
| Неподвижное | 1,6-3,2 | 1,6-3,2 | 0,8-1,6 | 0,4-1,6 | 3,2-6,3 | 1,6-6,3 | ||||
| Подвижное | 0,8-
1,6 |
0,4-0,8 | 0,8-1,6 | 3,2 | 1,6-3,2 | |||||
| Резьбовые соединения | Рабочие поверхности резьбы | Степень точности резьбы | ||||||||
| 7-9 | ||||||||||
| Крепежная резьба на болтах, винтах, гайках | 1,6 | 3,2 | 3,2-6,3 | |||||||
| Резьба на валах, штоках, втулках и на конусах | 0,8-1,6 | 1,6 | 32 | |||||||
| Резьбы ходовых и грузовых винтов | — | 0,4 | 0,8 | |||||||
| Резьбы гаек ходовых и грузовых винтов | — | 0,8 | 1,6 | |||||||
| Зубчатые и червячные передачи | Поверхности | Степень точности | ||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| Профили зубьев прямозубых, косозубых и шевронных цилиндрических и червячных колес | 0,1-
0,2 |
0,2-0,4 | 0,4 | 0,4-
0,8 |
1,6 | 3,2 | 6,3 | 6,3 | ||
| Профили зубьев конических колес | — | — | 0,2-
0,4 |
0,4-0,8 | 0,8-
1,6 |
1,6-
3,2 |
3,2-
6,3 |
6,3 | ||
| Профили витков червяков | 0,1 | 0,2 | 0,2 | 0,4 | 0,4-
0,8 |
0,8-
1,6 |
1,6-
3,2 |
— | — | |
| По поверхностям впадин | То же, что и для рабочих поверхностей, или ближайшее более грубое предпочтительное значение | |||||||||
| По диаметрам выступов | 3,2-12,5 | |||||||||
| Звездочки для приводных цепей | Поверхности | Точность исполнения | ||||||||
| Нормальная | Повышенная | |||||||||
| Рабочие | 3,2-6,3 | 1,6-3,2 | ||||||||
| Впадин | 6,3 | 3,2 | ||||||||
| Выступов | 3,2-12,5 | |||||||||
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек | 3,2-12,5 | |||||||||
| Нерабочие поверхности осей и валов | 6,3-12,5 | |||||||||
| Канавки, фаски, выточки, зенковки, закругления и т.п. | 3,2-12,5 | |||||||||
| Проходные отверстия под болты, винты, заклёпки и т.п. | 25 | |||||||||
| Болты и гайки чистые (кругом) | 3,2-12,5 | |||||||||
| Болты и гайки получистые (в местах обработки) | 25 | |||||||||
| Поверхности головок винтов | 3,2-12,5 | |||||||||
| Опорные поверхности прижин сжатия | 12,5-25 |
Таблица 6 – Параметр Rz шероховатости поверхностей элементов деталей
| Элемент детали | Rz, мкм |
| Нерабочие контуры деталей. Поверхности деталей установленных на бетонных, кирпичных и деревянных основаниях | 320…160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап. | 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцевые поверхности валов, муфт, втулок. Поверхности головок винтов | 40 |
| Торцевые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80-500мм. Поверхности отверстий 12-го квалитета диаметром 18-500 мм и 11-го квалитета. | 20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т.п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | 40…10 |
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется. Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться). Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться). Примеры обозначения шероховатости поверхности
   |
Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  |
Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 |
Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
 |
Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
 |
Указана шероховатость поверхностей образующих контур. |
 |
Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |

Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73.

Правила нанесения знаков на чертежах
Как обозначить в программе AutoCAD
В программе Автокад схожий алгоритм действий, но искать команду нужно через вкладку «Аннотации», затем зайти в панель «Обозначения» и выбрать «Шероховатость», далее также выбирается поверхность, точка выноски и задается обозначение «С полкой», «С удалением» или «Без удаления».
В первых версиях Автокада такой функции как «Шероховатость» не было, она появилась в более поздних.
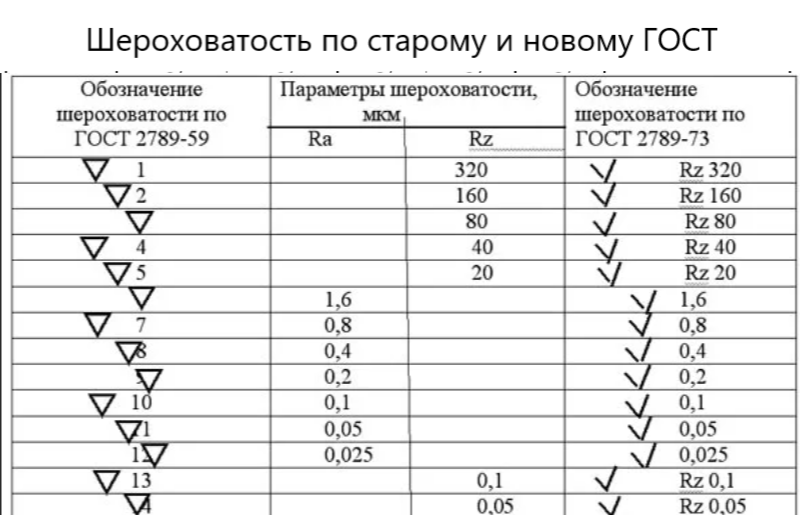
Рисунок 4. Шероховатость в программе Компас и Автокад
Варианты обозначения шероховатости поверхности
Как
и многие вопросы в конструировании, обозначение шероховатостей поверхности
строго регламентируется соответствующим ГОСТом в единой системе конструкторской
документации (ЕСКД). В данном конкретном случае это ГОСТ 2.309-73 –
«Обозначение шероховатостей поверхностей».
При
механической обработке изделия, будь то деталь, целиком изготавливаемая из
материала, или дообработка сборочной единицы в сборке, на обрабатываемые
поверхности наносится в обязательном порядке обозначение шероховатости. Это
сделано для того, чтобы рабочие, изготавливающие вашу деталь, знали, какой
чистоты должна быть поверхность детали, а не оставили вам криво и косо
отрубленный кусок железа в нужных габаритных размерах.








Обозначение шероховатости производится строго регламентированным значком, его можно видеть на рисунке ниже.
Отличительной особенностью знака является тот факт, что в случае применения оного без определенной характеристики, как, например, в случае не обработки поверхности (будет рассказано чуть далее), допускается изображать его без полки, просто в виде галочки.
Виды значка делятся на три типа:
— устанавливается в случае, когда конструктор
не указывает конкретный способ обработки поверхности, требуя только конечный
результат в виде определенной шероховатости поверхности.
—
устанавливается в том случае, когда указанная шероховатость должна быть
обязательно достигнута с удалением слоя материала с поверхности. Например,
когда деталь явно берется с запасом по габаритам, оставляя допуск на обработку.
—
устанавливается в тех случаях, когда поверхность не должна быть обработана с
удалением слоя материала. Он же в простонародье именуется «не обработка».
Обычно устанавливают на поверхности, которые не обрабатываются – внутренние и
внешние диаметры труб, поверхности листов гнутых деталей, или определенные
стороны листов металла, чистота поверхности которых не играет роли в
изготовлении изделия. Подразумевается, что чистота этой поверхности указана в
ГОСТе или ТУ на материал, указанные в поле «Материал» основной надписи, и
должна ей соответствовать.
Габариты значка шероховатости имеют определенные заданные ГОСТом размеры, они показаны на рисунке ниже.
Высота
маленькой полки h
должна быть приблизительно равна высоте букв шрифта на поле чертежа, H больше h в от 1,5 до 5 раз, и зависит от того,
что записано под полкой знака. Толщина линий примерно половина толщины от
основной линии на чертеже.
Основные
правила обозначение шероховатостей поверхностей:
Значение параметра шероховатости берется из ГОСТ 2789-73
Это значение записывается под полкой значка после соответствующего обозначения, описанного так же в ГОСТ 2789-73. Пример – Ra1,6; Rz50.
При указании наибольшего значения шероховатости указывается только это значение — Ra1,6
Допускается указывать наименьшее значение шероховатости — Ra6,3min
Допускается указывать диапазон шероховатостей от минимального до максимального значения, в таком случае пределы указывается в две строки после обозначения типа шероховатости
Допускается указывать несколько диапазонов разных типов шероховатостей под одним знаком. Показано на рисунке далее.
Условные обозначение направления неровностей должны соответствовать обозначениями их ГОСТ 2789-73, но приводятся они только при необходимости. Ниже приведена таблица соответствия условных обозначений направлениям неровностей.
В случае, когда достигнуть необходимой чистоты поверхности можно только конкретным способом, либо конструкция изделия подразумевает использование только одного способа обработки поверхности, этот способ указывается над полкой значка.
На чертежах допускается упрощенное изображение шероховатостей поверхностей. В таком случае нужная шероховатость обзывается одной из свободных букв, не использованных на чертеже, а полное ее обозначение расшифровывается в технических требованиях.
В случае, если направление для измерения шероховатости определенной поверхности отличается от предусмотренного ГОСТ, это отображается на чертеже при помощи специальной двунаправленной стрелки.