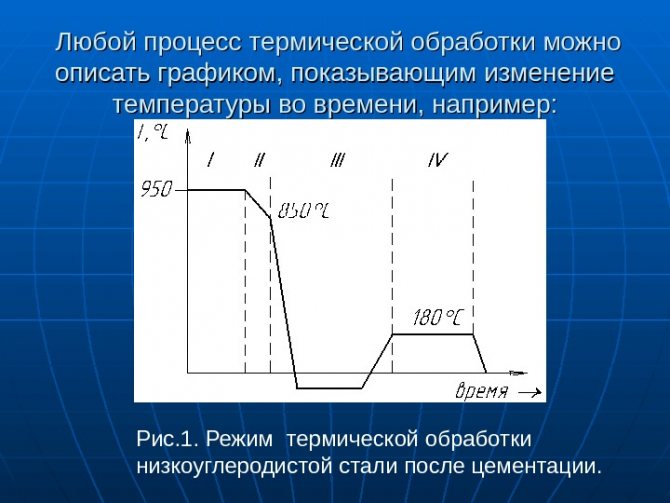
Все о термообработке стали 45: нагрев, охлаждение, отпуск. Режимы выдержки. Закалка и отпуск стали 45
Что такое закалка металла?
Закалка – процесс термообработки, используемый на протяжении веков для повышения твердости и износостойкости стали. Вид данной обработки металла позволяет менять его структуру.
Суть процесса состоит в нагреве металла, выдержке при температуре и охлаждение в определенной среде. Выбор температуры нагрева осуществляется в соответствии с химическим составом стали.

Ошибки при выборе режима и времени закаливания приводят к появлению трещин, хрупкости структуры или непригодности для использования полученных деталей.
Этапы закалки:
- Нагрев заготовки до определенной температуры.
- Охлаждение с определенной скоростью.
- Отпуск, способствующий снятию напряжений и коррекции твердости до заданных значений.
к содержанию ↑
Что такое отпуск?
Еще одним из процессов термической обработки является отпуск. Он необходим для снятия внутреннего напряжения, образовавшегося в результате закалки. В металлургии таким образом удается избежать высоких показателей хрупкости и увеличить пластичность готового изделия.
Хладноломкость
Отрицательные температуры способствуют переходу в хрупкое состояние, что сказывается на показателях пластичности и ударной вязкости. При воздействии динамических нагрузок низких температур детали разрушаются. При подборе материала, из которого будут изготовлены детали, работающие в экстремальных условиях, в первую очередь пользуются таким параметром, как хладноломкость.
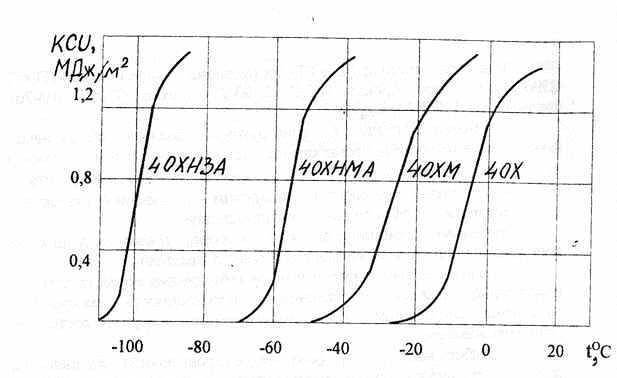
Порог хладноломкости в зависимости от содержания никеля
График характеризует, что повышенное наличие никеля увеличивает порог хладноломкости. Также на это значение оказывает влияние молибден.
Мелкозернистая структура, получаемая при высоком отпуске способствует увеличению показателя хладноломкости.
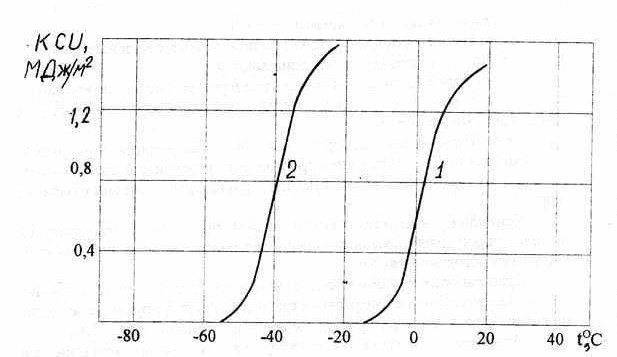
Зависимость порога хладноломкости от размера зерна
График показывает зависимость от размера зерна:
1 – размер зерна 0,002-0,01 мм;
2 – размер зерна 0,05-0,1 мм.
Наличие серы и фосфора отрицательно влияют на формирование мелкозернистой структуры.
Неправильный выбор материала для изготовления изделий, работающих в условиях крайнего севера и заполярья не раз приводил к катастрофическим последствиям. Например, вал, изготовленный из ст. 40 и прошедший улучшение в умеренном климате, работает не один год. А на Чукотке при морозе больше 50°С он сломается в первые месяцы эксплуатации.


Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.

Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Охлаждение в воде
Для стали 45 используют два основных типа охлаждения. Один из них – погружение нагретого металла ванну с водой. Главный минус этого метода – высокая скорость охлаждения, из-за которой возникает избыточное напряжение внутри заготовки. На поверхности детали появляются трещины или происходит ее колебание.
В масляной ванне
В ванне, заполненной минеральным маслом, сталь марки 45 охлаждается равномерно. При этом масло не нужно нагревать, в отличие от воды. Но необходимо строгое соблюдение мер безопасности при работе с маслом.
Важно! При попадании воды в состав масла могут возникать трещины.
С отпуском и без
При отпуске сталь доводят до точки ниже критической температуры, выдерживают определенное время и охлаждают с заданной скоростью. Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.
В зависимости от температуры отпуск проводится:

- в вентилируемых печах;
- в селитровом растворе;
- в минеральном масле;
- в растворенных щелочах.
Процесс отпуска позволяет изменить структуру и плавно снизить напряжения внутри металла. Показатель твердости при этом уменьшается на небольшое значение.
к содержанию ↑
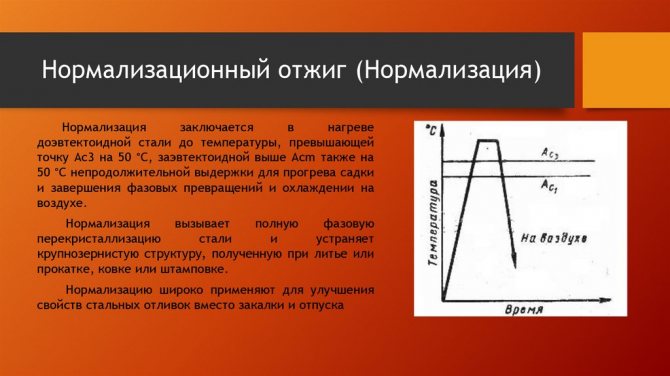
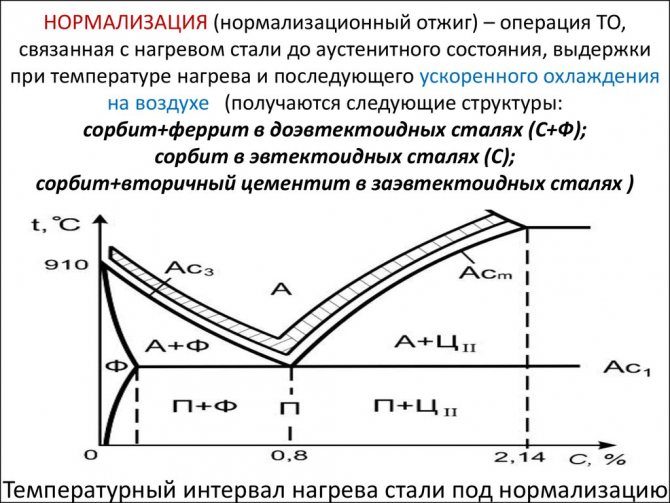
Нормализация

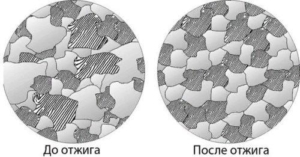
Рассматриваемая операция включает в себя нагревание стали и ее охлаждение на открытом воздухе, в результате чего может произойти измельчение крупнозернистой структуры.
В отличие от отжига, нормализация улучшает показатель вязкости и надежности в несколько раз. Такие изменения заметны при охлаждении на воздухе, способствующее разложить аустенитные фазы в небольших показателях температуры.
Перлит от французского переводится как “жемчуг” и обозначает горную породу вулканического происхождения.
После этого происходит увеличение перлита и это является одной из причин усовершенствования механических особенностей.
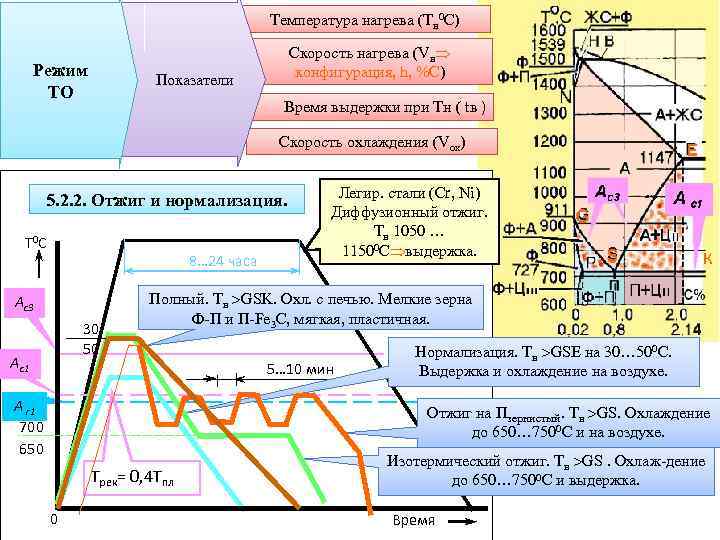
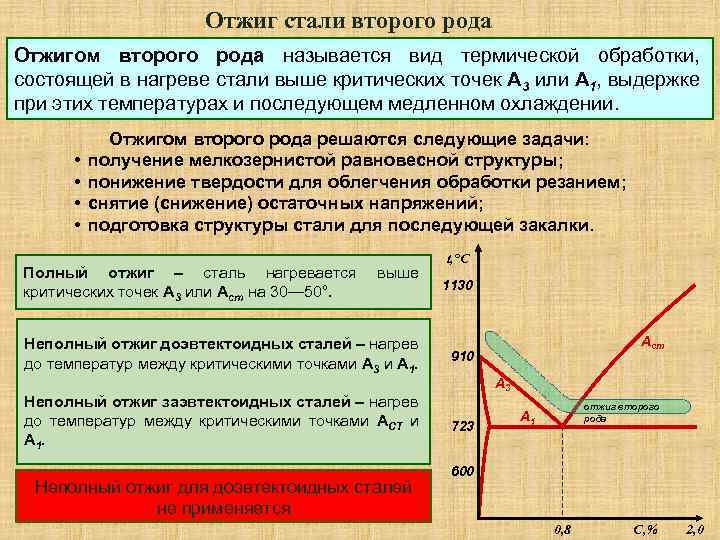
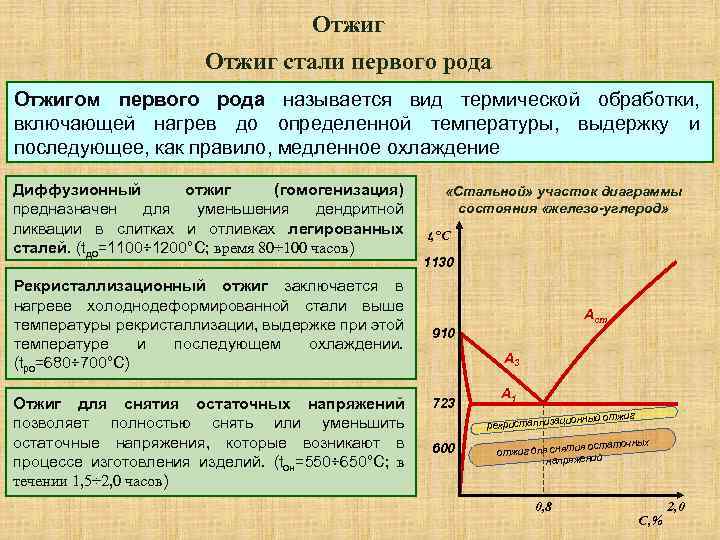
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.
Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Температура
Закалка стали 45 проводится при температурном диапазоне 830-850 градусов по Цельсию.
Соблюдении температурного режима позволяет избежать следующих дефектов:
- Высокая хрупкость. Нагрев заготовки свыше температуры каления приводит к ее перегреву, в результате образуется крупная структура.
- Уменьшение твёрдости. Низкие температуры нагревания, недостаточная выдержка и маленькая скорость охлаждения делают невозможным достижение необходимой твёрдости стали.
к содержанию ↑
Как отпустить закаленную сталь в домашних условиях?
Технологии придания большей твердости металлам и сплавам совершенствовались в течение долгих веков. Современное оборудование позволяет проводить термическую обработку таким образом, чтобы значительно улучшать свойства изделий даже из недорогих материалов.
Закалка стали и сплавов
Закалка (мартенситное превращение) — основной способ придания большей твердости сталям. В этом процессе изделие нагревают до такой температуры, что железо меняет кристаллическую решетку и может дополнительно насытиться углеродом. После выдержки в течение определенного времени, сталь охлаждают.
Это нужно сделать с большой скоростью, чтобы не допустить образования промежуточных форм железа.В результате быстрого превращения получается перенасыщенный углеродом твердый раствор с искаженной кристаллической структурой. Оба эти фактора отвечают за его высокую твердость (до HRC 65) и хрупкость.
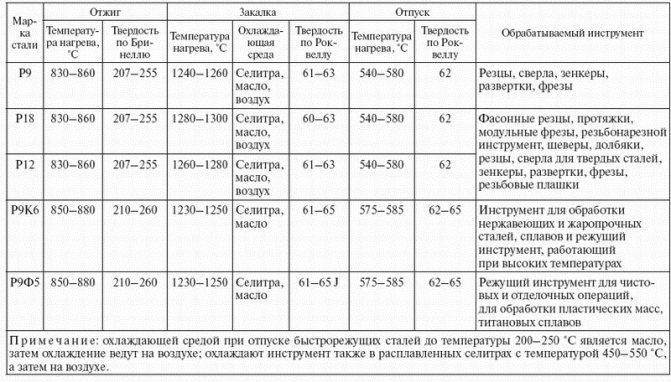
Большинство углеродистых и инструментальных сталей при закаливании нагревают до температуры от 800 до 900С, а вот быстрорежущие стали Р9 и Р18 калятся при 1200-1300С.
Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига;
в) после закалки; г) после отпуска. ×500.
Режимы закалки
Нагретое изделие опускают в охлаждающую среду, где оно остается до полного остывания Это самый простой по исполнению метод закалки, но его можно применять только для сталей с небольшим (до 0,8%) содержанием углерода либо для деталей простой формы. Эти ограничения связаны с термическими напряжениями, которые возникают при быстром охлаждении — детали сложной формы могут покоробиться или даже получить трещины.
При таком способе закалки изделие охлаждают до 250-300С в соляном растворе с выдержкой 2-3 минуты для снятия термических напряжений, а затем завершают охлаждение на воздухе. Это позволяет не допускать появления трещин или коробления деталей.
Минус этого метода в сравнительно небольшой скорости охлаждения, поэтому его применяют для мелких (до 10 мм в поперечнике) деталей из углеродистых или более крупных — из легированных сталей, для которых скорость закалки не столь критична.
Начинается быстрым охлаждением в воде и завершается медленным — в масле. Обычно такую закалку используют для изделий из инструментальных сталей. Основная сложность заключается в расчете времени охлаждения в первой среде.
- Поверхностная закалка (лазерная, токами высокой частоты)
Применяется для деталей, которые должны быть твердыми на поверхности, но иметь при этом вязкую сердцевину, например, зубья шестеренок. При поверхностной закалке внешний слой металла разогревается до закритических значений, а затем охлаждается либо в процессе теплоотвода (при лазерной закалке), либо жидкостью, циркулирующей в специальном контуре индуктора (при закалке током высокой частоты)
Отпуск
Закаленная сталь становится чрезмерно хрупкой, что является главным недостатком этого метода упрочнения. Для нормализации конструкционных свойств производят отпуск — нагрев до температуры ниже фазового превращения, выдержку и медленное охлаждение.
При отпуске происходит частичная «отмена» закалки, сталь становится чуть менее твердой, но более пластичной.
Различают низкий (150-200С, для инструмента и деталей с повышенной износостойкостью), средний (300-400С, для рессор) и высокий (550-650, для высоконагруженных деталей) отпуск.
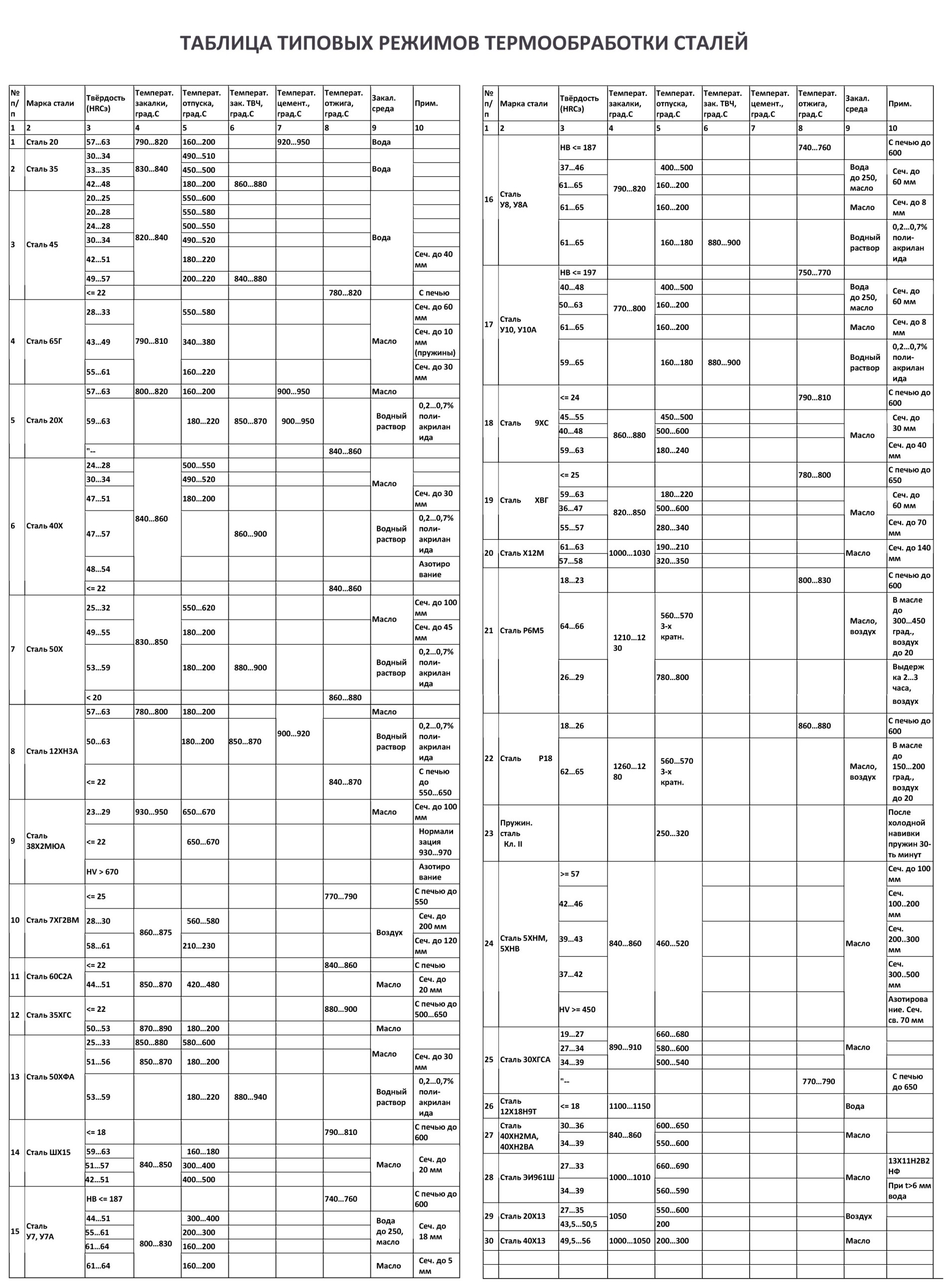
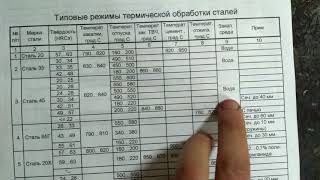
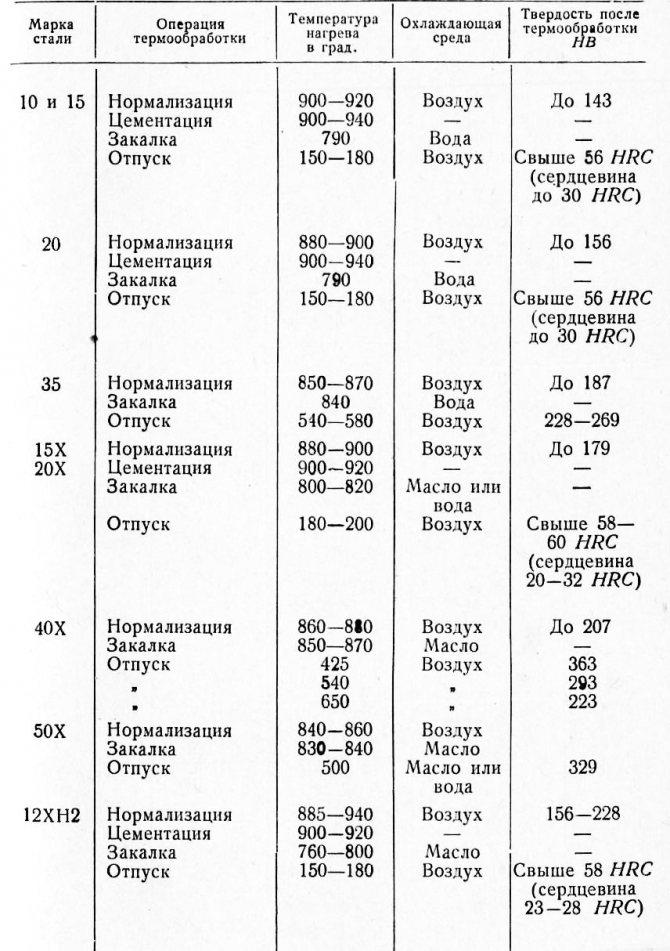
Таблица температур закалки и отпуска сталей
| № п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Сталь 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | Сталь 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Сталь 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 |
Источник: http://www.m-deer.ru/tehnologiya/zakalka_still.html
Закалка и отпуск стали. Цвета каления и побежалости
Возможно, вам не раз приходилось слышать эти термины, когда речь шла о кованых ножах, да и вообще о сталях. Настало время разобраться, что же они означают.
Закалка, по своей сути – это нагрев готового изделия до определенной температуры с последующим охлаждением с определенной скоростью, а отпуск – это следующий за закалкой дополнительный нагрев до более низких температур с иных режимом охлаждения; каким именно, зависит от марки стали. Скорость регулируется т.н. «закалочной средой» – жидкостью, в которой клинок охлаждается с определенной скоростью: машинное масло, солевые растворы, поток воздуха с и т.п. Например, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода.
Чтобы перейти к конкретным цифрам, нужно понять, зачем вообще нужны эти два процесса.
Что улучшает правильная закалка стали
Если спросить среднестатистического человека, который не имеет отношения к ковке ножей, на вопрос «Что дает закалка?» он первым делом скажет о прочности. В целом, он будет прав, хотя из нескольких качеств, которые улучшает закалка, лидировать будет все-таки твердость. Но обо всем по порядку.
- Твердость клинковых сталей, как правило, измеряется по шкале Роквелла (HRC); европейские ножи чуть не дотягивают до показателя в 60 HRC, азиатские чуть переваливают за эту отметку. Если мы будем царапать друг о друга два одинаковых сплава различной твердости, следы останутся на том, что мягче; таким образом, твердость дает нам понятие о том, как хорошо сплав сопротивляется механическим повреждениям.
- Прочность обычно подразумевает стойкость стали к разрушению (на изгиб, на удар и т.д.) – для ножа это важно, когда мы, к примеру, проверяем его «на изгиб». Если сталь сыровата, то клинок после сгибания частично останется деформированным. Правда, если сталь перекалена, будет еще хуже – клинок сломается; поэтому при закалке важно соблюдать золотую середину.
- Упругость. Это как раз то, о чем мы говорили чуть выше – способность возвращать исходную форму после снятия нагрузки. Если закалка сделана по всем правилам, с этим показателем все будет в порядке: при изгибе примерно на 10 градусов (а для тонких кухонных ножей и до 30) клинок вернет изначальную форму.
- Износостойкость. Правильный режим закалки улучшает все показатели, которые входят в это понятие: способность сопротивляться механическому и абразивному износу, способность держать заточку и стойкость к ударным нагрузкам.
Главное в погоне за всеми этими качествами – достичь закалкой такого компромисса всех вышеуказанных свойств, чтобы нож и резал хорошо, и был прочен.
Как делают закалку и отпуск
После того, как заготовке клинка придали необходимую форму, ее закаляют. Конечно, все очень индивидуально для разных марок сталей, для конкретных изделий, но в среднем мастера называют температурой нагрева под закалку около 700–800 градусов Цельсия. Оптимальный цвет изделия в таком случае будет алым или вишневым.
Если краснота уходит, уступая место оранжевым и желтым оттенкам, температура, скорее всего, перевалила за отметку 1 100 градусов – это для большинства сталей уже многовато.
Белый цвет говорит о том, что температура достигла как минимум 1 300 градусов, и для закалки она не подходит – при ней произойдет перекал; в этом случае вернуть стали прочность будет невозможно.
Читайте также Карбоновая сталь что это?
Именно эти цвета и называются цветами каления. Мы встретимся с ними еще раз – когда будем рассматривать отпуск.
Цвета каления показывают нам температуру, которой достигла заготовка. Их не следует путать с цветами побежалости – оттенками окислов
Когда клинок закален, он приобретает высокую твердость, но теряет при этом в прочности. Теперь прочность необходимо вернуть: этой цели и служит отпуск.
Отпуск, как мы помним, это повторное нагревание до более низких температур с последующим охлаждением; добавим к этому, что между повторными нагреваниями следует и полное остывание клинка – естественным путем или же путем охлаждения его в солевом растворе или масле. Температуру нагрева для отпуска выбираем следующим образом.
- Высокотемпературный отпуск, скорее всего, нам не нужен – он делается для деталей, которые подвергаются не столько деформациям, сколько ударным нагрузкам, а это явно не относится к ножам. Тем не менее, скажем о нем, что его температурные границы – это 500–680 градусов.
- Среднетемпературный отпуск – это прогрев до 350–500 градусов; это тоже много, подойдет разве что для метательных ножей.
- Низкотемпературный отпуск – то, что нужно. Прогрев здесь идет до 250 градусов. Конечно, нож не будет таким стойким к боковым ударным нагрузкам, но ведь это нам и не нужно: мы уже достигли необходимой твердости при закалке, а сейчас нас интересует прочность. При такой температуре она получится в самый раз.
Нужную температуру снова покажут цвета каления: оптимальным в данном случае (для ножа) будет светло-желтый цвет.
Источник: https://varimtutru.com/kak-otpustit-zakalennuyu-stal-v-domashnih-usloviyah/
Как закаливается сталь 45: процесс, способы, твердость после закалки
Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
Химический состав
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность. Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит. Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит.Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине.
Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Режимы и время выдержки
Способы нагрева металла:

- в муфельной печи постоянного или переменного действия;
- в устройствах ТВЧ (токи высокой частоты).
В основе этих способов лежат разные технологии, приводящие к изменению значений твердости (HRC) заготовок.
Особенности нагрева в разных устройствах:
- Скорость нагрева в электропечи 2-3 градуса в секунду до температуры 840 – 860 °С.
- Нагрев в ТВЧ со скоростью 250 °С/сек до 880 – 920 °С, либо при 500 °С/сек – до 980 – 1020 °С.
Важно! Температурные режимы и время выдержки изменяют атомную решетку железа. Нагрев и выдержка способствуют растворению феррита в аустените, металл приобретает гранецентрированную структуру. От толщины заготовки зависит время выдержки в печи.
к содержанию ↑
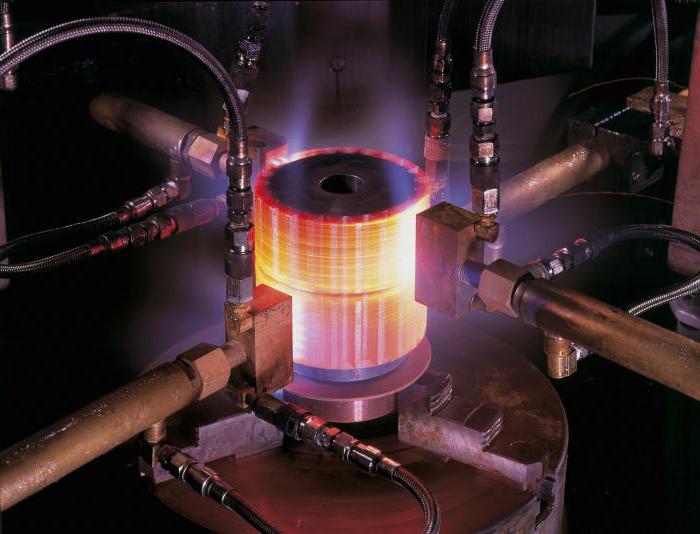
Особенности технологии закалки токами высокой частоты
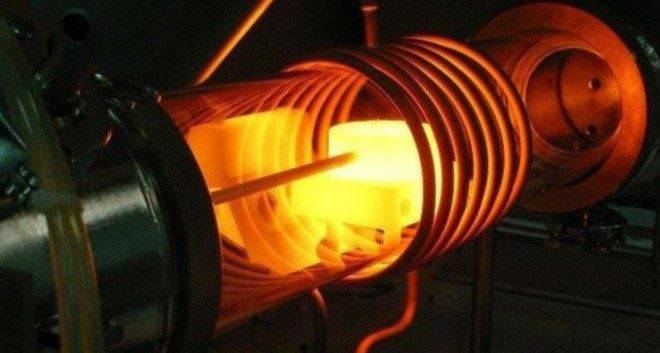
Нагрев осуществляют в установке, называемой индукционной. Состоит из генератора высокой частоты и индуктора простой или сложной формы. Закаливаемая деталь может устанавливаться в самом индукторе или возле него.
Переменный ток, проходя через индуктор, вызывает возникновение вихревых токов (токи Фуко), благодаря чему происходит быстрый нагрев поверхности заготовки.
Изменяя параметры тока, можно регулировать глубину прогрева заготовки, а следовательно, и прочность. Твердость поверхности лежит в пределах 58÷62 HRC, в то время как сердцевина остается более мягкой. Таких показателей невозможно добиться, осуществляя нагрев в печи, т. к. он будет осуществляться по всему объему.
Сразу после закалки сталь 45 подлежит следующему этапу термообработки – нормализации или отпуску.
Процесс закалки ТВЧ стали 45 показан на видео:
Режим закалки может быть одновременным и последовательным. Это зависит от размеров детали, которая подлежит закалке. Первый случай используется для деталей небольших размеров, второй – для крупногабаритных.
Как сделать крепче топор
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
https://youtube.com/watch?v=IjuKarv04Ec



Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Твердость
До процедуры
Физические свойства стали 45 изменяются с повышением температуры. По шкале Роквелла твердость необработанной стали составляет 20-22 единицы.
После
Термообработка стальной заготовки увеличивает показатель твердости стали в 2-2,5 раза.
Важно! Закалка повышает твердость изделия до 50 HRC, увеличивает его износостойкость и прочность.
как закалить сталь 45 Видео
6 мес. назад
Закалка матриц из 45 стали производиться на воду, отпуск низкотемпературный. Если вам необходимо закалить…

2 г. назад
Есть несколько способов для отличия 45 стали от обычной. Два самых простых — это снять с изделия стружку…

2 г. назад

3 г. назад

1 г. назад

2 г. назад
В этом видео я показываю один из способов,как я произвожу закалку металла и отпуск,показана закалка зубила.

8 мес. назад

1 г. назад
Строгание на самодельном поворотном столе.

4 г. назад
Старый обучающий фильм по термообработки стали. Начинающим кузнецам будит полезно.

1 г. назад

2 г. назад
Закалка цилиндрического пуансона для пробивки отверстия диаметром 7,2 мм.

1 г. назад
В этом видео я показываю,что будет с металлом если его при закалке охладить не в той жидкости.Покажу лопнувш…

1 г. назад

8 г. назад
Это интересно: Закалка стали — температура, режимы, технология, твердость стали после закалки
характеристики, вес, твердость, аналоги марки стали 45
Марка стали: 45.
Класс: сталь конструкционная углеродистая качественная.
Использование в промышленности: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Твердость: HB 10 -1 = 170 МПа
Читайте также: Самостоятельный ремонт кнопки включения шлифмашины
Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
Температура ковки, oС: начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: не склонна.
Вид поставки:
- Сортововй прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76.
| Зарубежные аналоги марки стали 45 | |
| США | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Германия | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Япония | S45C, S48C, SWRCh55K, SWRCh58K |
| Франция | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42h2, XC42h2TS, XC45, XC45h2, XC48, XC48h2 |
| Англия | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| Евросоюз | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Италия | 1C45, C43, C45, C45E, C45R, C46 |
| Бельгия | C45-1, C45-2, C46 |
| Испания | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| Китай | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Швеция | 1650, 1672 |
| Болгария | 45, C45, C45E |
| Венгрия | A3, C45E |
| Польша | 45 |
| Румыния | OLC45, OLC45q, OLC45X |
| Чехия | 12050, 12056 |
| Австрия | C45SW |
| Австралия | 1045, HK1042, K1042 |
| Швейцария | C45, Ck45 |
| Южная Корея | SM45C, SM48C |
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Сталь 45 и ее характеристики
- Малая чувствительность к флокенам.
- Сталь 45 и ее удельный вес: показатель равен 7826 кг/м3.
- К отпускной хрупкости не склонна.
- Термообработка: Состояние поставки.
- Твердость стали 45: показатель равен следующим значениям: HB 10 -1 = 170 МПа
Прочность у данного материала повышенный. Именно поэтому из него изготавливаются предметы, которые можно нормализовать, улучшать, чьи поверхности можно подвергать термической обработке.
В данном материале имеется 0,45 процента углерода. Другие примеси крайне незначительны.
Сталь относится к трудносвариваемым материалам. Чтобы произвести процедуру сварки, требуется сначала подогреть сталь, а затем обработать термически. При ковке температура сначала должна быть 1250 градусов по Цельсию, а в конце снизиться до 700 градусов.
Если изделие имеет сечение, которое меньше или равно 400 миллиметрам, то его можно охлаждать на воздухе.
Термическая обработка
Если данный сплав не подвергают термической обработке, в его структуре преобладает цементит и феррит, а значит, его невозможно механически обработать. Внутреннее напряжение между атомами этого сплава будет настолько высоким, что при фрезеровании и точении он будет трескаться. Для того чтобы этого избежать применяют термическую обработку. Она может состоять из нескольких процессов: отжиг, нормализация, закалка, отпуск. Сама же термическая обработка будет зависеть от вида изделия (поковка, прокат) и от его технического назначения.
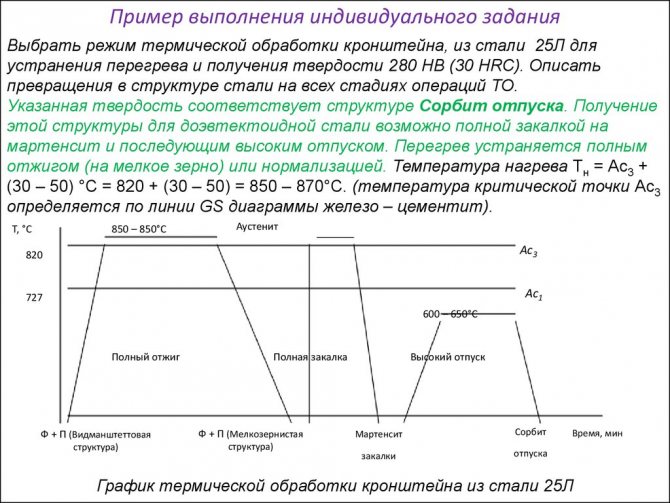
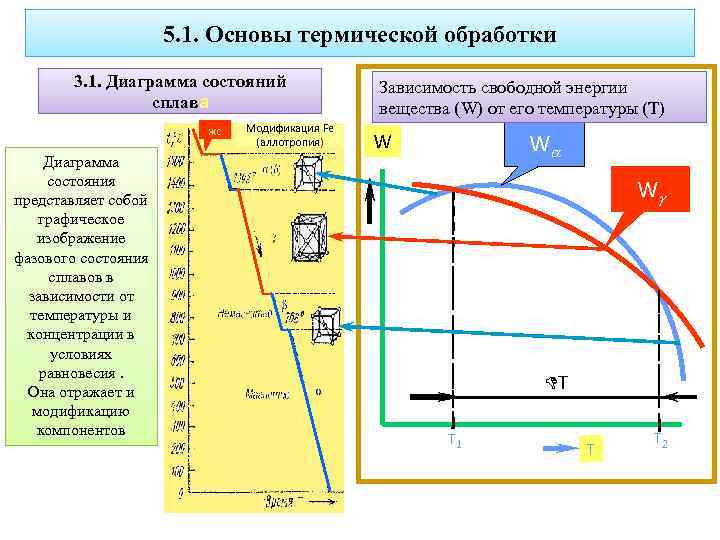
Взглянув еще раз на диаграмму состояний, можно сделать вывод, что 850 °С – это оптимальная температура для закалки. Именно в этой точке для стали с содержанием углерода 0,45% происходит переход в аустенитное состояние.
Поэтому чаще всего закалка стали 45 производится при температуре 850 °С, а отпуск — 550 °С. В таком случае сплав будет обладать пределом прочности – 900 МПа, пределом текучести — 800 МПа, ударной вязкостью – 1,2 МДж/м2, относительным сужением – 65% и твердостью 260. Если повысить температуру отпуска, то предел прочности, текучести и твердость понизятся, а остальные значения, наоборот, увеличатся.
Общая информация о продукте
Значимый пункт, включенный в характеристику стали 65Г — это низкая стоимость. Именно благодаря этому все изделия из данного сплава пользуются огромным спросом.
Сам по себе материал принадлежит к группе пружинно-рессорных сталей. Лучше всего вещество поддается таким операциям, как воронение и чернение. Благодаря особым качествам стали материал чаще всего используется для производства разных метательных ножей, редко, но, все же, используется для основы при сборке ножей разделочного типа. Редкое использование сплава связано с тем, что он достаточно быстро покрывается ржавчиной и окисляется.
Стоит отметить, что закалка стали 65Г — это одна из основных процедур, так как сплав практически не боится высоких температур. Единственный минус, который может возникнуть при слишком сильном перегрева, это снижение ударной вязкости.

Технология закалки разных марок стали – как и для чего выполняется
Согласно ГОСТ на термообработку стали, закаливание разных марок может быть:
- С одним охладителем. Образец, доведенный до определенной температуры, погружают в жидкость. Там металл находится, пока не остынет до требуемой отметки. Применяется метод для углеродистых и легированных, а также изделий с несложной конструкцией.
- Прерывистой. Используются две среды. Металл сначала проходит быстрое охлаждение. Для этого подойдет вода. Затем продукцию погружают в масло. Это необходимо для медленного достижения определенной температурной отметки. Применяют способ для высокоуглеродистой стали.
При разных способах закалки отличаться могут не только получаемые качественные характеристики стали, но и цвета каления

- Ступенчатой. Изделия охлаждаются в среде, чья термоотметка превышает мартенситный уровень обрабатываемой марки. Во время остывания и выдержки, деталь по всему периметру становится температуры закалочной емкости. После этого осуществляется медленное охлаждение с закалкой. Так аустенит преобразуется в мартенсит.
- Струйной. Поверхность интенсивно обрызгивают водным напором. Паровой кокон при этом не образуется, благодаря чему можно добиться глубокой прокалки. Применяют если необходимо обработать только часть поверхности.
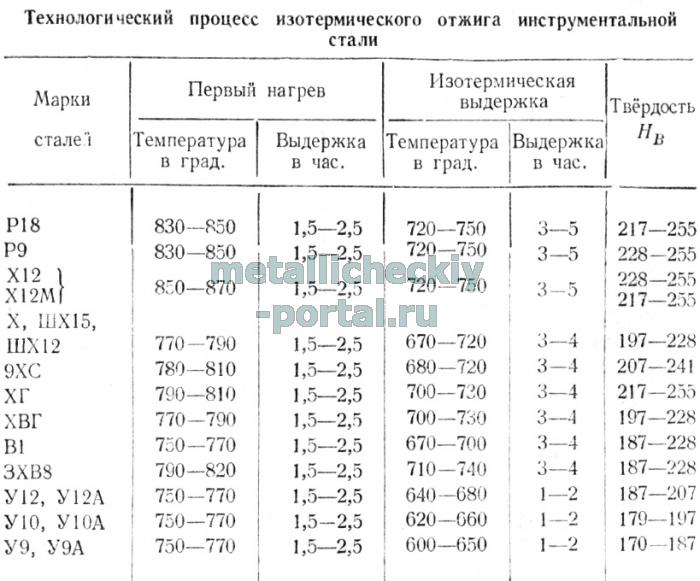
- Изотермической. Метод схож со ступенчатым закаливанием, но отличается временем выдержки. Сталь пребывает в среде ровно столько времени, сколько необходимо для завершения изотермического преобразования аустенита.
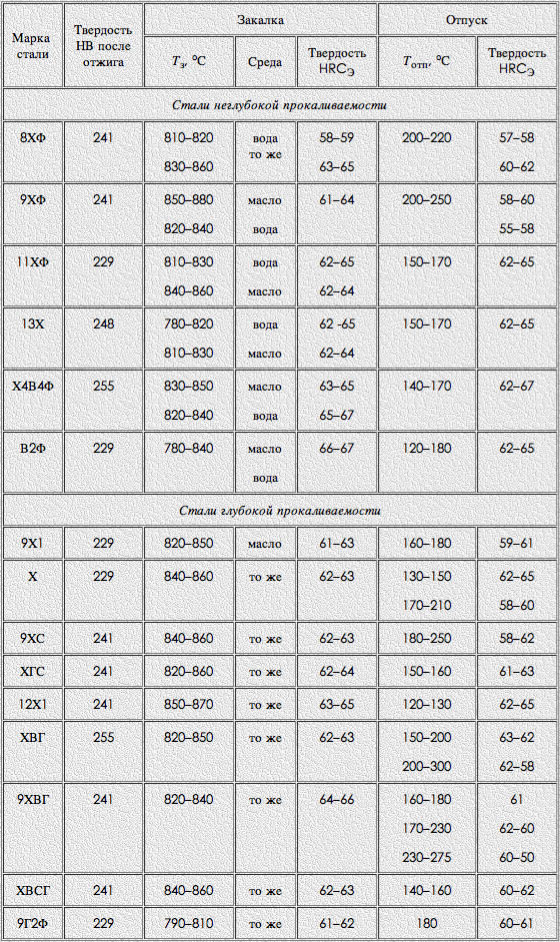
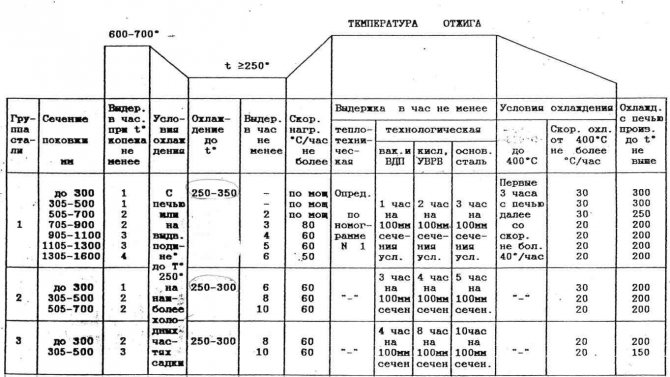
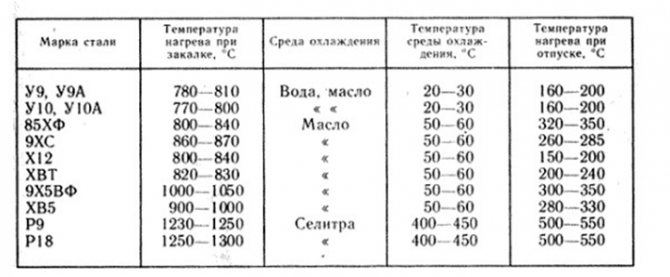
Основные температурные и временные режимы термообработки сталей – таблица показателей разных марок
Защита изделия от внешних воздействий
Довольно часто возникает необходимость защиты деталей от таких вредных воздействий, как окалина и потеря углерода. Для этого чаще всего используют специальные газы, которые подают в печь, где находится обрабатываемая деталь. Конечно, это возможно только при полной герметизации печи. В большинстве случаев источником газа является специальный генератор, который работает на углеводородных газах (метан, аммиак и др.).
В любом случае полная закалка стали должна проходить под защитой. Если газ подвести не получается, то имеет смысл использовать герметичную тару. В качестве герметика используется глина, которая не дает проходить воздуху внутрь. Перед этим желательно осыпать деталь чугунной стружкой.
Механические свойства стали 45 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| Нормализация | |||||
| 200 | 340 | 690 | 20 | 36 | 64 |
| 300 | 255 | 710 | 22 | 44 | 66 |
| 400 | 225 | 560 | 21 | 65 | 55 |
| 500 | 175 | 370 | 23 | 67 | 39 |
| 600 | 78 | 215 | 33 | 90 | 59 |
| Образец толщиной 6 мм и длиной 30 мм, кованый и нормализованный. | |||||
| Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с | |||||
| 700 | 140 | 170 | 43 | 96 | |
| 800 | 64 | 110 | 58 | 98 | |
| 900 | 54 | 76 | 62 | 100 | |
| 1000 | 34 | 50 | 72 | 100 | |
| 1100 | 22 | 34 | 81 | 100 | |
| 1200 | 15 | 27 | 90 | 100 |
Обзоры цен на нефть и металлы.

Для любого сплава характерны свои характеристики, химический состав элементов, набор заменителей, функциональность, назначение и т.д. Что такое сталь 45? Прежде всего, это сплав, в котором содержится 0,45% углерода, в то время как доля остальных примесей крайне незначительна. Её основными заменителями считают сталь 40х и 50, которые также отличаются высокой прочностью, надежностью и износоустойчивостью.
Структура
До процедуры
Сталь конструкционная до этапа закаливания имеет объемно-центрированную структуру. В процессе нагревания до уровня аустенита происходит изменение состояния структурной решетки железа с переходом в структуру гранецентрированную.
После
После закаливания углерод, входящий в перлит, перемещается в новую гранецентрированную решетку железа. Этап охлаждения характеризуется быстрым снижением температуры обрабатываемой заготовки. Скорость перемещения атомов углеродов падает и происходит их внедрение в структуру новой решетки. В образовавшейся пересыщенной структуре возникают внутренние напряжения.
Гранецентрированная решетка превращается в однонапрвравленную тетрагональную структуру. Образовавшийся мартенсит имеет вид мелких игольчатых кристаллов, придающих стали высокие показатели прочности.
Одновременно два вида кристаллов мартенсита и аустенита начинают воздействовать друг с другом и создавать внутреннее напряжение. Прочность структуры связана с взаимной компенсацией этих кристаллов в момент активного влияния на металл внешних сил.
к содержанию ↑
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.
Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.