Ручные трехвалковые вальцы своими руками: чертежи, фото, видео. Вальцы для листового металла своими руками
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

Читайте также: На все руки мастера: собираем пилораму на основе бензопилы своими руками
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
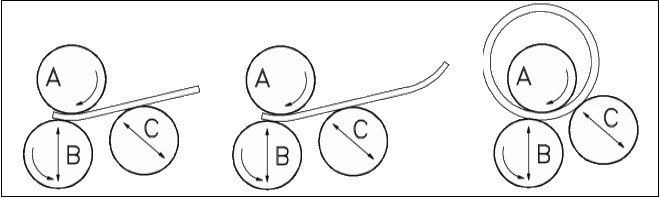
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
Читайте также: Художественная ковка в интерьере
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Выбор и обоснование конструктивной схемы станка
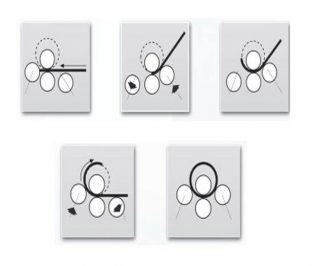
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
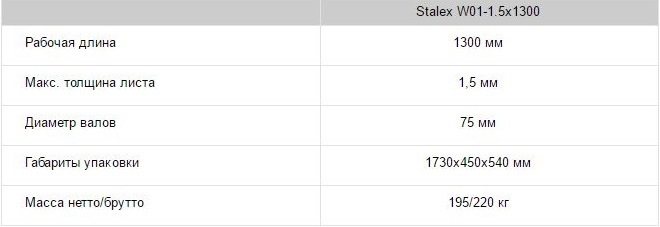
Технические характеристики вальцов

Пример ручной заводской модели станка
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.
Вальцы для листового металла своими руками чертежи
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь.
Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие.
Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами.
От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками.
Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
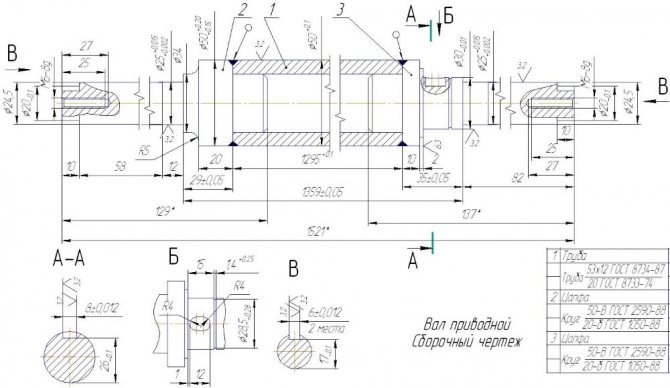
Вал приводной. Чертеж (нажмите для увеличения)
Вал откидной. Чертеж (нажмите для увеличения)
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
Опорная рама
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
Опорные стойки
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Приводной механизм
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
По описанной выше схеме (с небольшими конструктивными отличиями) можно также изготовить своими руками станок для гибки металлических труб.
Источник: http://met-all.org/oborudovanie/prochee/ruchnye-trehvalkovye-valtsy-svoimi-rukami-chertezhi.html
Самодельные вальцы для листового металла
страница » Своими руками » Листогибочный станок своими руками » Самодельные вальцы для листового металла
Мы продолжаем серию статей про самодельные приспособления, предназначенные для гибки листового металла. Рекомендуем прочитать: «Простейший самодельный гибочный станок листового металла»; «Самодельный листогибочный станок для окрашенной жести».
Сегодня обсудим самодельные вальцы для листового металла.
Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции. Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы.
Читайте также Термостойкий материал листовой
Конечно, в споре с оборудованием промышленного изготовления он проигрывает и в производительности, и в качестве выполненной работы, и в диапазоне технических характеристик. Но для изготовления гаражно-дачно-домашних поделок он вполне может быть применен.
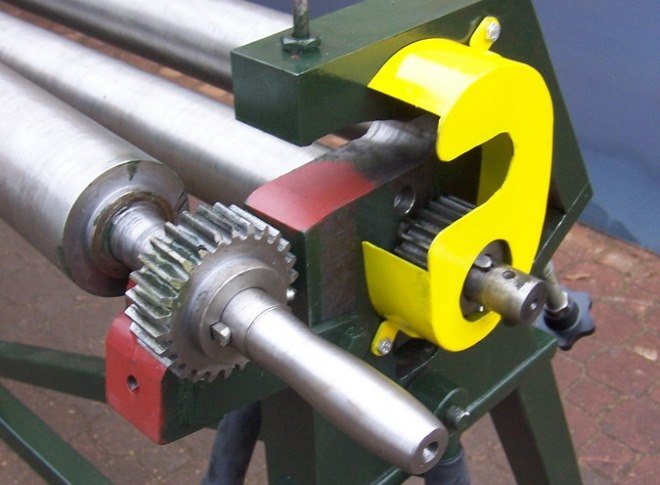
Конструкция самодельного вальцовочного станка
Вальцовочный станок состоит из массивного основания, подающего и приемного валов, связывающего их редуктора и прижимного устройства. Кинематическая схема одного из вариантов конструкции предложена на рисунках.
Вид 1. Кинематическая схема вальцовочного станка.
Вид 2. Кинематическая схема вальцовочного станка.
Спецификация схемы:1. Рукоятка ручного привода;2. Приёмный вал;3. Приводящий вал;4. Шестерня приёмного вала;5. Шестерня приводящего вала;6. Основание;7. Боковая стойка;8. Амортизатор;9. Стягивающая пластина;
10.Регулировочные винты.
Конструкция редуктора
Основными элементами конструкции являются валы.
Деталировка. Вал и боковая стойка.
Валы обязательно должны быть изготовлены из стали и пройти закалку. Их следует вытачивать на токарном станке.Длина шеек должна ровняться высоте выбранных вами шарикоподшипников, а одна — увеличена на хвостовик (высоту монтажного фланца рукоятки). Хвостовик должен иметь диаметр, позволяющий шарикоподшипнику свободно «пройти» до шейки.
Сложнее обстоит дело с редуктором.
Деталировка.Шестерня.
Если нет возможности изготовить шестерни (а это возможно только в заводских условиях на специальном оборудовании) или подобрать уже готовый планетарный редуктор для привода валов, то применяют цепную передачу от велосипеда. В этом случае на оси валов устанавливаются зубчатые шестерни-«звёздочки» задних колёс взрослого дорожного (самой дешёвой конструкции, без наворотов и суппортов) велосипеда. В этом случае на шейке вала необходимо выполнить фрезерные работы для установки шпонки.
Напоминаем, что валы должны вращаться с абсолютно одинаковой скоростью, так как иначе возможно проскальзывание обрабатываемого материала (со всеми вытекающими печальными последствиями). Поэтому, следует устанавливать новые шестерни или такие, которые не были в эксплуатации (без износа). Следует предусмотреть подпружиненный натяжитель цепи со «звёздочкой» от маленького (детского) велосипеда.
Обратите внимание на совместимость «звёздочек» с велосипедной цепью (возможен разный модуль зубчатых шестерён). Для проверки совместимости, следует каждую шестерню «прокатить» по разложенной на столе цепи. При совместимости зубья должны легко попадать в звенья.
Цепь, также, лучше применять новую. Вместе с покупкой «звёздочек» и велосипедной цепи следует купить для неё ремонтный комплект, в котором имеются звенья-вставки и втулки-оси. Цепь, перед установкой, необходимо подогнать по размеру (по длине) для нашего приспособления. Тут вам и потребуются детали из этого комплекта (как производится замена указано в «Инструкции по применению» ремкомплекта).
Технология сборки вальцовочного станка для листового металла
Сборка начинается с запрессовки в ползуны (4 штуки) шарикоподшипников (4 штуки).
Деталировка. Шарикоподшипник и ползун.
Эту операцию целесообразно выполнять в слесарных тисках.
Далее, во внутреннюю обойму шарикоподшипников (вставленных в ползуны) запрессовываются шейки валов. Производится это на наковальне методом осевых ударов молотком через прокладки из мягкой меди (возможен другой мягкий металл: алюминий и т. п.). Тот, кто не найдет нужные шарикоподшипники, может запрессовать в ползуны бронзовые втулки, выточенные под его установочные размеры (с учётом скользящей посадки для шейки вала).
Два слова про основание. В качестве основания, в зависимости от ваших потребностей и возможностей, может использоваться любая массивная конструкция: от стальной пластины — до сварной рамы из уголка (или другого профиля).
Разметку и установку боковых стоек будем производиться «по месту».
Ползуны (в сборке с валами) собрать с боковыми стойками (4 штуки) и разместить на основании. При сборке ползунов со стойками, рекомендуется направляющие последних смазать густой смазкой (подробно о смазке — в конце статьи). Проверить свободное вращение валов, и сделать разметку для монтажа всех боковых стоек (эскиз стоек – смотри выше). Крепление стоек целесообразно выполнять при помощи болтов М 6…8 с потайной головкой (сварка не рекомендуется – всю конструкцию «поведёт»).Последовательность монтажа боковых стоек:
- установить две стойки с одной стороны (любой), проверить свободный ход ползунов этой стороны и проверить разметку для крепления стоек другой стороны. При необходимости разметку скорректировать;
- установить одну стойку другой стороны (аналогично указанному выше), проверить свободные ход ползунов (всех!) и вращение валов. Проверить разметку установки последней стойки и при необходимости скорректировать;
- установить последнюю стойку (аналогично указанному выше). Проверить свободные ход ползунов и вращение валов.
Возникшие заедания устраняются поочерёдным ослаблением крепления боковых стоек и подкладыванием под них клиньев из обрезков тонкой жести или других подходящих кусочков металла.
Сверху на ползуны кладется амортизатор (из жёсткой резины) и на него — прижимная планка. Четырьмя винтами эта планка прижимает амортизатор к ползунам приёмного вала и последний — к приводящему. При эксплуатации этими винтами регулируется давление одного вала на другой.
На хвостовик шейки приводящего вала устанавливается рукоятка ручного привода — можно использовать ручку от ручной мясорубки.
Рукоятка ручного привода.
В этом случае, на хвостовике под её присоединительный размер следует наждаком «снять лыску».Самодельные вальцы для листового металла вы собрали, но начинать их эксплуатацию ещё рано.
Заключительные операции
После сборки обязательно снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» (притупите) острые кромки. Что бы инструментом было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ».
Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.И заключительная операция – это смазка. Проверьте наличие смазки на направляющих ползунов (вы их смазывали при сборке). Произведите смазку регулировочных винтов и подшипников.
Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.).
Применение и возможности
Цилиндрические и конические конструкции из металла используются для производства строительных работ и практически во всех отраслях промышленности. Для придания материалу требуемой формы применяется трехвалковая машина, изгибающая листовой прокат с применением метода холодной деформации.
Продукция, созданная с использованием листогибочных 3-х валковых вальцов, востребована при изготовлении строительных элементов, деталей для сборки металлоконструкций, предметов интерьера и быта. Изделия из стали и цветного металла необходимы для энергетики, используются в наружной рекламе, в мебельном производстве и оформлении интерьера. При помощи универсального станка выпускается банковское и медицинское оборудование, ограждения и системы кровельной безопасности.
Точная и качественная обработка металла в трехвалковом листогибе позволяет обеспечивать надежность систем промышленной вентиляции и водоотвода, гарантировать качественную сборку автомобильной, авиационной и судовой техники. Компактные и мощные устройства отличаются высокой скоростью работы, сочетающейся с низким энергопотреблением и приемлемой стоимостью.
Вальцы трехвалковые. Особенности конструкции
Простая конструкция листогибочной трехвалковой машины состоит из сварной станины, электропривода, 2 стоек и 3 рабочих валков. Усиленная структурная жесткость несущей рамы обеспечивает надежную устойчивость агрегата. Независимое перемещение валков при прокатке заготовки устраняет необходимость в дополнительной переналадке оборудования при обработке кромочной части материала.
При работе 3-валковых вальцов металлический лист поэтапно обкатывается тремя рабочими элементами, постепенно деформируясь и принимая запланированный радиус гиба. Плавное позиционирование металла исключает чрезмерное трение материала о рабочие плоскости валков. Все механизмы оснащены специальными устройствами, блокирующими работу станка при возможных перегрузках.
Сгибание металла в соответствии с заданными параметрами трехвалковые вальцы производят путем вращения рабочих элементов, скорость движения которых обычно регулируется гидравлическим способом. Валки приводит в действие система ведущих колес, принимающих вращение от главного привода, соединенного с электродвигателем ременной передачей.
Преимущества использования
Применение ручных трехвалковых вальцов дает возможность значительно повысить производительность предприятия и позволяет увеличить качество металлопродукции. Способность с высокой точностью производить элементы произвольной криволинейной формы дополняет:
- повышенная прочность рабочих деталей, имеющих индукционную закалку;
- возможность осуществлять пластическую деформацию труб и профиля;
- наличие нескольких режимов работы.
Современные трехвалковые станки полностью отвечают требованиям государственных нормативов, просты в обслуживании и гарантируют эффективное и безопасное использование, надежную работу и комфортный труд персонала. Оборудование не нуждается в сложном уходе, а невысокая стоимость и доступность комплектующих делают несложным и оперативным возможный ремонта станка.
Особенности производства вощины с помощью вальцов
Этот аппарат состоит из следующих компонентов: 2 гравированных вала, 2 шестерни, регулировочные болты и основание.
Вальцы помещают в ёмкость с разделительным раствором. Его используют для того, чтобы процесс изготовления был более лёгким: таким образом размягчённый воск не прилипнет к выступам, а на листе будут формироваться только качественные «ямки» требуемой формы.
Этот раствор продаётся в специализированных магазинах, но его можно изготовиться и самостоятельно. Для этого потребуется: жидкая сыта из мёда или раствор из 1 л воды, 100 г жидкого мыла без ароматизаторов и 2 ч. л. глицерина для формирования на поверхности вощины тонкого слоя с запахом, который привлекает пчёл.
Видео: Вальцы для вощины
Процесс производства вощины таков:
- Восковый лист укладывают в ванночку.
- Этот лист осторожно продвигают к зазору между вальцами и направляют в него.
- Рукоятку поворачивают от себя, а вальцы начинают вращаться. Благодаря такому процессу лист полностью будет помещён в зазор и пропущен через него.
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
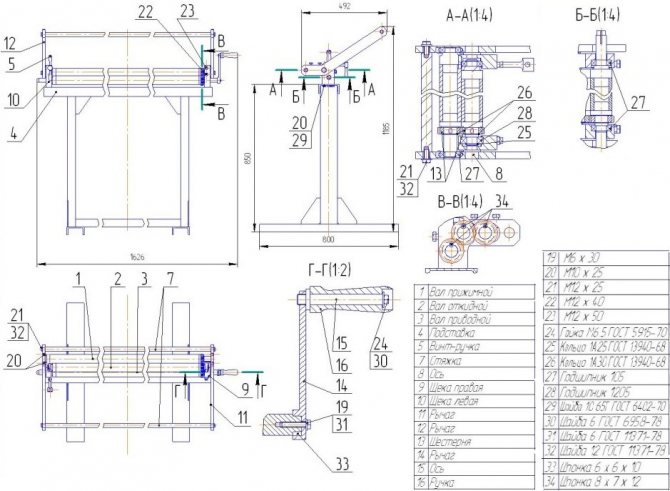
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
Читайте также: Особенности и разновидности сверлильных станков с ЧПУ
Вал приводной. Чертеж (нажмите для увеличения)
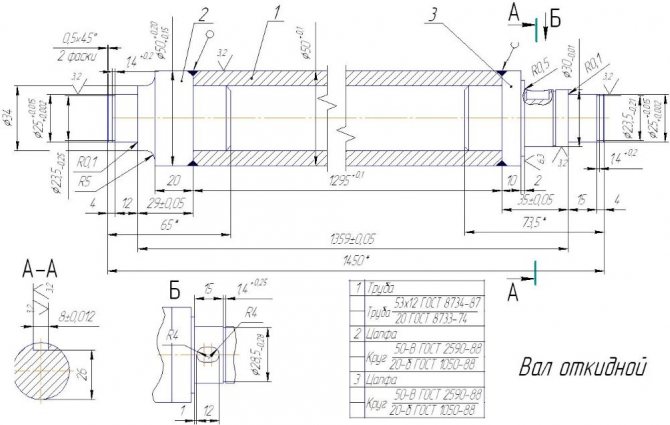
Вал откидной. Чертеж (нажмите для увеличения)
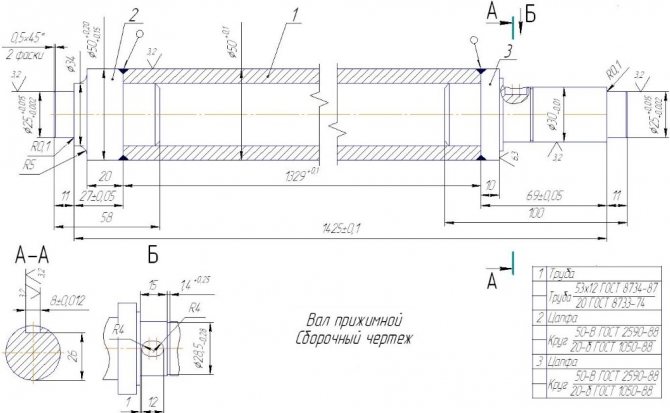
Вал прижимной. Чертеж (нажмите для увеличения)
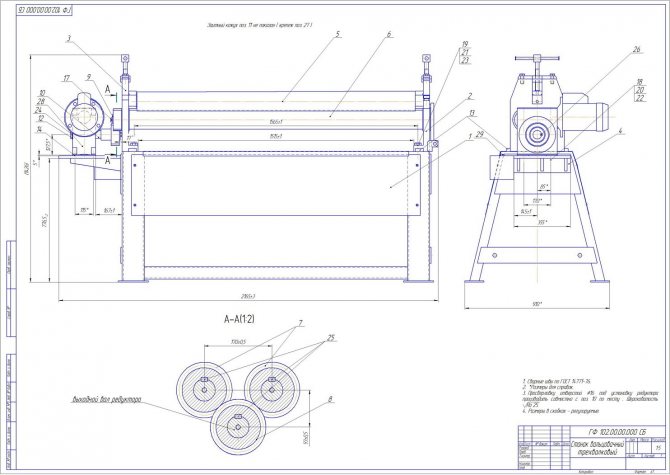
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Состав узлов и особенности их изготовления
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Выбор трехвалкового станка
Трехвалковый листогиб имеет простое устройство. Его основными рабочими узлами являются:
- станина (основание);
- валы 3 шт.;
- приводной механизм;
- нажимной узел;
- рукоять;
- пульт управления.
Выбор трехвалкового гидравлического станка осуществляется с учетом производственных особенностей и технологических задач. Есть ряд характеристик, на которые стоит обратить внимание перед покупкой листогиба:
- габариты станка (листогибочных валов) — данный показатель влияет на ширину готового изделия;
- диаметр рабочих валов — от этого показателя зависит радиус кривизны обечаек;
- расстояние между валами — влияет на допустимую толщину листовой заготовки;
- скорость подачи листового материала — от нее зависит производительность станка за определенный промежуток времени.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
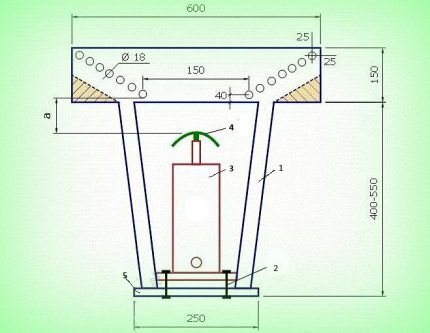
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.