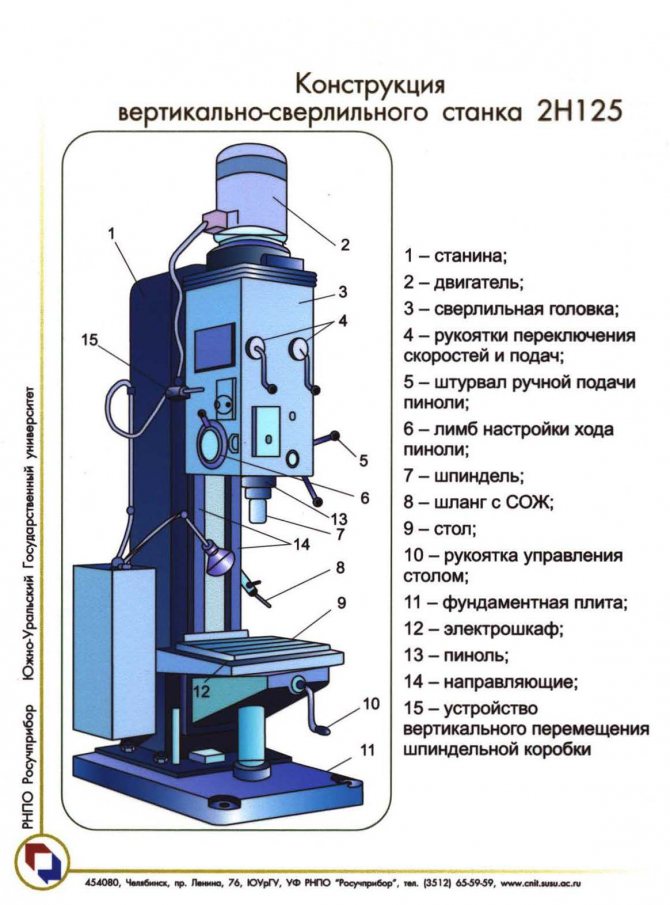
Технические характеристики и паспорт вертикально-сверлильного станка 2Н125. Универсальный вертикально-сверлильный станок 2Н125
Сведения о производителе вертикально-сверлильного станка 2Н125
Изготовитель вертикальных сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Читайте также: Штангенциркуль. Виды и устройство. Работа и применение. Как выбрать
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
- 2135
— станок вертикально-сверлильный универсальный Ø 35 - 2А125
— станок вертикально-сверлильный универсальный Ø 25 - 2А135
— станок вертикально-сверлильный универсальный Ø 35 - 2А150
— станок вертикально-сверлильный универсальный Ø 50 - 2Г175
— станок вертикально-сверлильный универсальный Ø 75 - 2Н125
— станок вертикально-сверлильный универсальный Ø 25 - 2Н135
— станок вертикально-сверлильный универсальный Ø 35 - 2Н150
— станок вертикально-сверлильный универсальный Ø 50 - 2Р135Ф2
— станок вертикально-сверлильный с ЧПУ Ø 35 - 2С125, 2С125-1 (2с125-01), 2С125-04
— станок вертикально-сверлильный универсальный Ø 25 - 2С132, 2С132К
— станок вертикально-сверлильный универсальный Ø 32 - 2С150ПМФ4
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 500 х 1000 - 400V
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 900 - СФ-16, СФ-16-02, СФ-16-05
— станок фрезерно-сверлильный настольный Ø 16
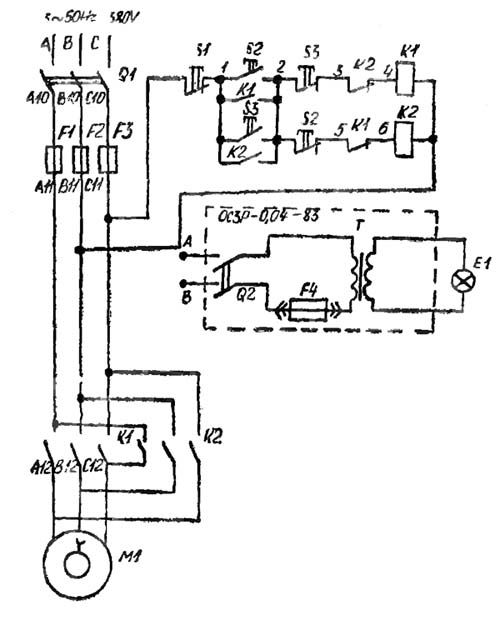
Схема электрическая принципиальная вертикально-сверлильного станка 2Н125 .
Схема электрическая принципиальная вертикально-сверлильного станка 2Н125 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-сверлильного станка 2Н125 в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая принципиальная второго варианта вертикально-сверлильного станка 2Н125 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную второго варианта вертикально-сверлильного станка 2Н125 в хорошем качестве можно по ссылке расположенной ниже:
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
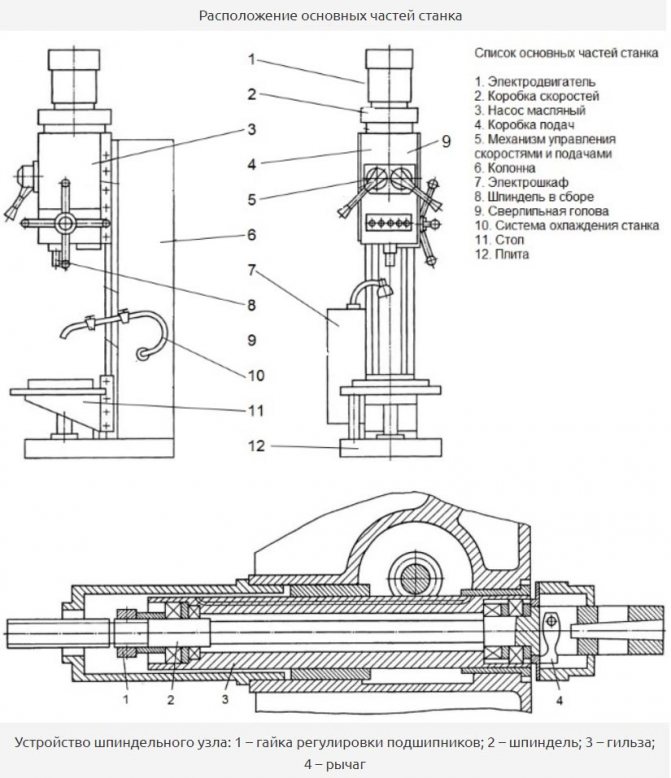
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
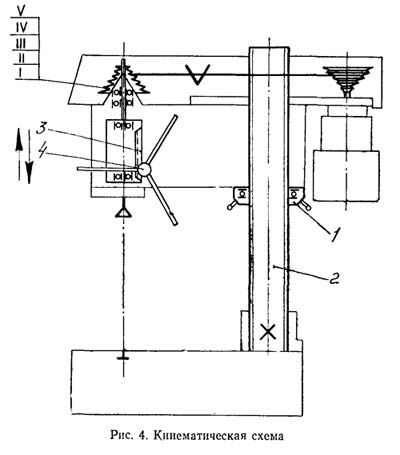
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
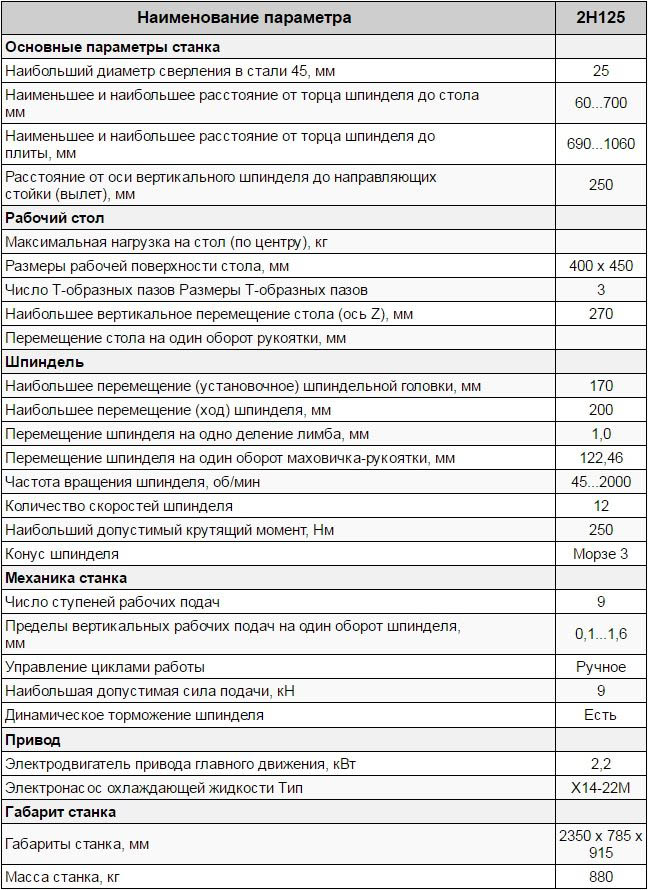
2 Важнейшие технические показатели сверлильного станка
Рабочий стол агрегата имеет размеры 400 на 450 мм, он способен перемещаться в вертикальном направлении на 270 мм. Максимальная дистанция до торцевой зоны шпинделя составляет 1060 мм (от плиты) и 700 мм (от стола), минимальная – соответственно 690 и 60 мм. Расстояние между стойками и оси шпинделя равняется 250 мм.

Сам шпиндель при повороте рукоятки-маховика передвигается на 122,46 мм, при перемещении указателя на деление лимба – на 1 мм. Шпиндельная головка способна передвигаться максимум на 170 мм (данное значение является установочным). А ход шпинделя составляет 200 мм. Конус шпинделя выполнен по официальному стандарту в форме Морзе 3. Шпиндель располагает крутящим моментом на уровне 250 Нм (максимально возможный показатель), 12-ю скоростями и частотой вращения от 45 до 2000 оборотов за одну минуту.

Масса станка в снаряженном состоянии (стандартный набор инструментов) – 880 кг, ширина – 785, высота – 915, длина – 2350 мм. На агрегате находится двигатель Х14-22М со сравнительно небольшой мощностью 2,2 кВт. Механика сверлильной установки характеризуется ручным контролем циклов работы, девятью ступенями рабочих подач, динамической системой торможения шпинделя, максимальной силой подачи в 9 кН и пределами подач (в вертикальном направлении) от 0,1 до 1,6 мм (на каждый оборот шпинделя).
Описание кинематической схемы сверлильного станка 2А125
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.
Станок сверлильный 2Н125Л
|
Универсальные вертикально-сверлильные станки моделей 2Н125 предназначены для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Выполняют операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками, фрезерования. Технические характеристики: Диаметр сверления, мм 25 Условный диаметр нарезаемой резьбы в стали 45 М18 Внутренний конус, мм Морзе 3 Ход шпинделя, мм 150 Вылет шпинделя от колонны, мм 250 Перемещение стола, мм, не более 520 Количество подач 3 Подача, мм/мин 0, 1-0, 3 Мощность электродвигателя, кВт 1, 5 Габаритные размеры, мм — длина 800 — ширина 500 — высота 2050 Масса, кг 580 |

Станок сверлильный 2Н125Л
Код объявления: 84275 Просмотров: 2143 Дата размещения: 11.03.2019 Действительно до: 30.09.2019 Тип: Объявление о продаже оборудования Категория: Металлообрабатывающее / Металлургическое :: Сверлильные и расточные станки
Оплата и доставка
Цена: 90000 руб за шт Транспортное средство: по договорённости Инкотермс и поставка: FCA
Сведения о продавце
Автор: ООО «Крона» Адрес эл. почты: Отправить письмо Web-сайт: https://www.oookrona.ru Контактная информация: Адрес: Россия, Нижний Новгород, 603037, ул пр-т Героев 74а-16 Телефон, Контактное лицо: Пермикин Ярослав Сергеевич, зам. директора
| Другие объявления из данной категории: |
| Продам Координатно-расточной 2421 (DSG KAUNAS) 1973 г.в. Станок в отличном состоянии, стол 250х450 мм, также в комплекте поворотный стол. На данный момент отключен от эл. сети, при заинтересованности сможем подключить. Цена и фото по запросу. |
Оборудование из данной категории:
| 2А470 Одностоечный вертикальный координатно-расточной станок с электронной отсчетно-измерительной системой предназначен для обработки отверстий с точным расположением осей в прямоугольной системе координат и чистового фрезерования вдоль осей координат. На станке может выполняться разметка и контроль… |
| 2м55 Предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей. |
| 2А55 На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов в обоих направлениях, нарезку резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность станка и… |
www.toolsmart.ru
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.
Это интересно: Самодельный фрезерный станок с ЧПУ: собираем своими руками
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок универсальный вертикально-сверлильный 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 — первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К — следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 — самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 — последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструкторское бюро специальных станков.
Модификации сверлильных станков 2Н125
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки: 2Н125. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе указанных выше базовых моделей станков созданы следующие модифицированные модели:
Читайте также: Самодельный электрокультиватор своими руками видео
2Н125А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н125К — координатные вертикально-сверлильные станки с крестовым столом;
2Н125С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н125Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Н125Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2Н125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Сравнение с другими моделями
2Н125Ф2 относится к числу самых развитых и совершенных моделей аппаратов указанной серии. Основное преимущество агрегата в наличии в нем механизма с числовым программным управлением. Аппарат оснащен столом крестового типа и револьверной шпиндельной головкой.
Модель 2Н125С характеризуется еще большей многофункциональностью по сравнению с оригинальным станком. Такие аппараты оснащены шпинделями с несколькими гнездами. В них вставляются разные сверла, что расширяет возможности станка. Работа на агрегате значительно упрощена за счет отсутствия необходимости вытаскивать и менять сверла, когда требуется перейти от одной задачи к другой.
Вертикально-сверлильный станок 2Н125К оснащен рабочим столом в виде креста, что заметно упрощает работу на нем.
Модификация 2Н135 позволяет оператору сверлить изделия, имеющие диаметр 35 мм. Базовая модель аппарата в состоянии просверливать детали диаметром только 25 мм.
Характеристики, разновидности и нюансы
Реверсное устройство, конструктивно предусмотренное в вертикально-сверлильном станке, позволяет использовать метчики для нарезания резьбы.
Читать также: Мультиметр как проверить аккумулятор автомобиля
1. 2Н125 имеет стандартную комплектацию, но может оснащаться дополнительными узлами.
Читайте также: Изучаем технику безопасности при работе на станке с ЧПУ
2. Электрооборудование имеет несколько степеней защиты от перегрузки:
- катушки;
- тепловые реле;
- магнитные пускатели.
Обязательным у 2Н125 является подключение электросхемы к центральному заземлению в целях предохранения от замыкания. Для этого оборудование имеет кронштейн.
| 45-2000 | |
| Количество скоростей | 12 |
| Количество передач | 9 |
| Наименование | Использование | ||
| Станина (фундаментная плита) с колонной | Являются снованием; внутри колонны расположена система охлаждения с резервуаром отстаивания жидкости. Большая часть деталей плиты выполняется из чугуна. | Обеспечивает устойчивость вертикально-сверлильных станков, имеет большой вес. Колонна жестко закрепляется; дает невосприимчивость к вибрационным нагрузкам. На данный узел устанавливается электродвигатель. | |
| Стол | Имеет пазы в форме Т. | Может менять расположение в вертикальной плоскости. | |
| Головка сверления | Коробчатая отливка на стойке, в которой у 2Н125 расположены: противовес шпинделя, а также устройства подач и переключения скоростей с ременным приводом. Допускается замена шкивов клиноременной передачи для достижения параметров скорости вращения шпинделя, подходящих для решения поставленной технологической цели. | ||
| Коробка подач | 4 вала с расположенными на них блоками подвижных шестерней, соединенных в комплекс2х3. | Выполняет до 9 подач разного значения. Имеется кулачковая муфта, защищающая все части блока от поломок при возникновении критической нагрузки, а также при проведении операции с упором. | |
| Коробка скоростей с приводом | Подает вращательное движение на шпиндель. | Закрепляется на станине. | |
| Система смазки | Осуществляется плунжерным насосом. | Для контроля расхода имеется маслоуказатель. | |
| Блок переключения | Подач | 6 положений: 3 на ост, 3 на окружности. | Процесс у 2Н125 производится ручкой. Рабочий требуется контроль количества запущенных операций. |
| Скоростей | 7 точек: 3 вдоль оси, остальные по окружности. | ||
| Шпиндельная головка | Место крепления патрона под сверла. Нижнему подшипнику передается усилие подачи по оси, а верхний принимает усилия выбивки. | Технические характеристики предусматривают в 2Н125 только 1 узел этого типа. Расположена на вертикальной колонне. |
Читать также: Основные виды обработки металлов давлением
С момента первого изготовления со станком 2Н125 неоднократно проводили работы по технологическому улучшению, в результате которых было разработано и выпущено множество разных модификаций.
- Модели имеют мало отличающуюся кинематическую основу , по принципу действия схожи с базовым устройством.
- Среди усовершенствованных агрегатов есть станки не с одной сверлильной головкой. Это дает возможность устанавливать множественной установки инструментов, в разы увеличивая производительность.
| Модель | Тип изменения | Нюансы |
| 2Н125А | Процесс сверления автоматизирован. | Параметры выставляются перед началом операции, впоследствии осуществляется их контроль. |
| 2Н125С | Вертикально-сверлильный станок, имеющий многофункциональный шпиндельный блок, несколько гнезд для крепления инструментария. | Головки установлены на пиноли фланцевого типа. Повышение эффективности и скорости обработки. |
| 2Н125Н | Добавлены многошпиндельные головки для сверления, а также столы с функцией поворота. | Расширенный функционал, выполнение действий более удобно, чем в 2Н125. |
| 2Н125К | Операционный стол крестообразной конструкции. | Координатный плоскостной механизм. |
| 2Н125Ф2 | Задействована система ЧПУ, имеются крестового вида стол и головка револьверного типа. |
Имеющийся тип изменения можно определить по последней литере в цифробуквенном обозначении станка.
- Для удобства обслуживания и ремонта у 2Н125 и всех его модификаций доступ к электрооборудованию и основным узлам управления происходит через специальный шкаф.
- Шпиндель устанавливается стандартного исполнения с конусом по форме М3. Его головка может смещаться не более чем на 170 мм, при ходе в 200 мм.
- На всех агрегатах, согласно техническим характеристикам, стоит электродвигатель Х14-22М, мощность которого равна 2,2 кВт.
- Рабочие подачи, холостой ход и большинство остальных параметров идентичны.
- Работа двигателя, реверсный ход запускаются кнопочным выключателем.
Главным отличием более современных моделей является наличие автоматики и ЧПУ. Однако большинство вертикально-сверлильных станков оснащено ручной механикой.
Главным плюсом станка 2Н125 можно назвать отсутствие специальных требований к условиям организации его работы. Основное, что необходимо осуществить после установки и наладки агрегата:
- проверить отсутствие дефектов внутри и снаружи узлов;
- дать станку немного поработать на холостых оборотах.
Читать также: Вес одного электрода 3 мм
Любые ремонтные работы выполняются при полном отключении электропитания.
- Конструкция 2Н125 имеет систему охлаждения детали в случае ее нагрева при обработке. Для этого над операционной поверхностью выводится трубка, которая может менять свое положение.
- Технические характеристики дают возможность перенастраивать режим подачи, при этом не требуется полностью останавливать шпиндель.
- Допускается использование сверл любых типов и установка разных мечиков.
- Максимальная высота заготовки, в которой допустимо сверление отверстия, равна 27 см.
Универсальность вертикально-сверлильных станков позволяет в равной степени использовать их на дерево и металлообрабатывающих предприятиях.
1. Данное оборудование стоит приобрести для:
- зенкерования и зенкования;
- развертывания отверстий;
- растачивания отверстий;
- нарезания резьбы;
- выглаживания.
Кроме того его можно купить для выполнения мелких фрезерных и прочих операций.
2. У 2Н125 необходимость в ремонтах из-за нестабильной работы узлов минимальна. Но для поддержания равновесия нужно соблюдать основные положения по эксплуатации указанные в паспорте:
Читайте также: Деревянные грабли для сена своими руками
- использовать только исправные приспособления и инструменты;
- обязательно охлаждать станок во время работы;
- при сверлении периодически освобождать инструмент от стружки.
3. Описание агрегата указывает, что автоматическое выключение подачи инструмента срабатывает:
- после достижения требуемой глубины сверления;
- при критических нагрузках, для защиты от поломки.
Вертикально-сверлильный агрегат 2Н125 и его модификации имеют минимальное количество недостатков. Наибольшее нарекание у операторов вызывает отсутствие механизма быстрой остановки двигателя. Данное действие можно произвести только путем перевода в нейтральное положение рычага коробки скоростей.
Вы должны быть пользователем, чтобы оставить комментарий
Электрооборудование и электрическая схема сверлильного станка 2А125
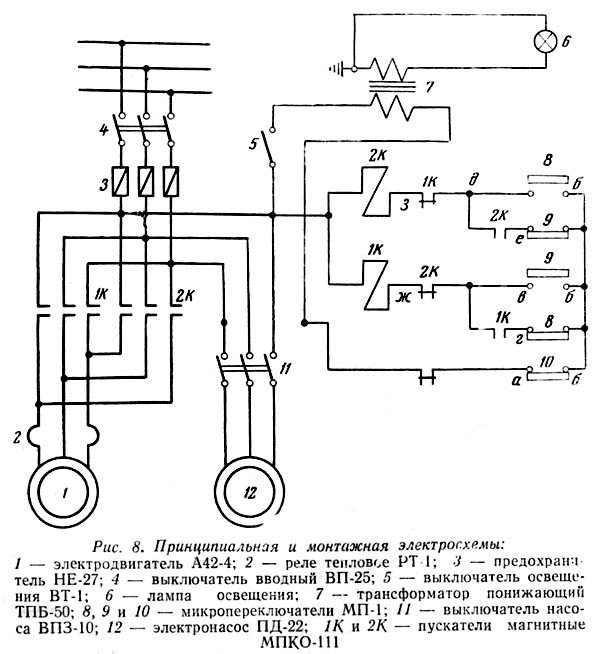
Электрическая схема вертикально-сверлильного станка
Перечень элементов схемы электрической вертикально-сверлильного станка 2А125
- Электродвигатель привода А42-4
- Реле тепловое
- Предохранитель НЕ-27
- Выключатель вводный ВП-25
- Выключатель освещения ВТ-1
- Лампа освещения
- Трансформатор понижающий ТПВ-50
- Микропереключатель МП-1
- Микропереключатель МП-1
- Микропереключатель МП-1
- Выключатель насоса СОЖ ВПЗ-10
- Электронасос СОЖ ПД-22
1К, 2К — Пускатели магнитные МПКО-111
Электрооборудование вертикально-сверлильного станка 2А125. Общие сведения
Электрооборудование станка (рис. 
состоит из следующих узлов:
- трехфазного короткозамкнутого асинхронного электродвигателя на лапах типа А 42/4 мощностью 2,8 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- электронасоса ПД-22 мощностью 0,125 кВт
- пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- коммутационных проводов, идущих в основном по внутренним полостям колонны
Описание электросхемы вертикально-сверлильного станка 2А125
- Включением вводного выключателя 4 подается напряжение на пусковую и командную «аппаратуру. Выключатель 11 насоса служит для включения охлаждения
- В исходном (среднем) положении рукоятки штифт через пружину воздействует на микропереключатель 10, контакты которого (а и б) разомкнуты, и цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, при этом контакты а и б микропереключателя 10 и контакты б и в микропереключателя 9 замыкаются, включаются пускатель 1К и электродвигатель 1. При опускании рукоятки контакты б и в размыкаются, катушка пускателя 1К питается по цепи а — б — г — в — ж.
- Если станок был настроен на сверление, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезания резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и г размыкаются и выключается пускатель 1К, замыкая контакты б и д, в результате чего включается реверсивный пускатель 2К. Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д микропереключателя размыкаются, а пускатель 2К питается через блок-контакты по цепи а — б — е — д — з
- Для следующей операции необходимо рукоятку управления дожать в положение «вправо», выключив пускатель 2К; цепь питания размыкается в точках б и е и включается пускатель 1K по цепи а — б — в — ж
- В любой момент станок можно выключить, переводя рукоятку в среднее положение, и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А125
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
Габарит рабочего пространства сверлильного станка 2Н125
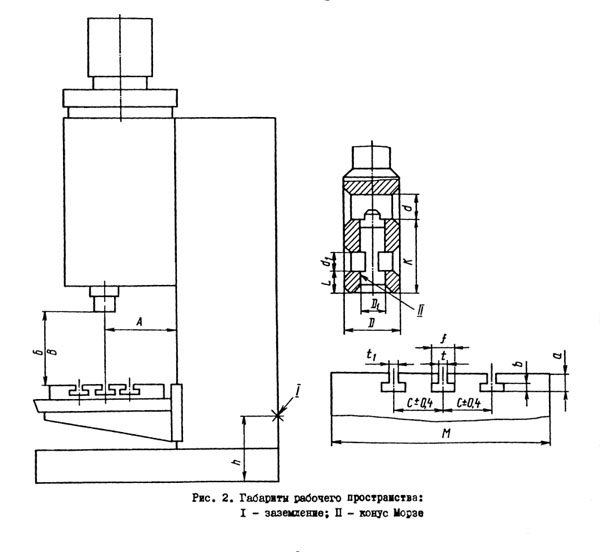
Чертеж рабочего пространства сверлильного станка 2Н125
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 0 | 80 | 44,399 | 500 |
Общий вид сверлильного станка 2Н125

Фото сверлильного станка 2Н125

Фото сверлильного станка 2Н125
Читайте также: Редукторы типы назначение устройство передаточное число

Фото сверлильного станка 2Н125

Фото сверлильного станка 2Н125
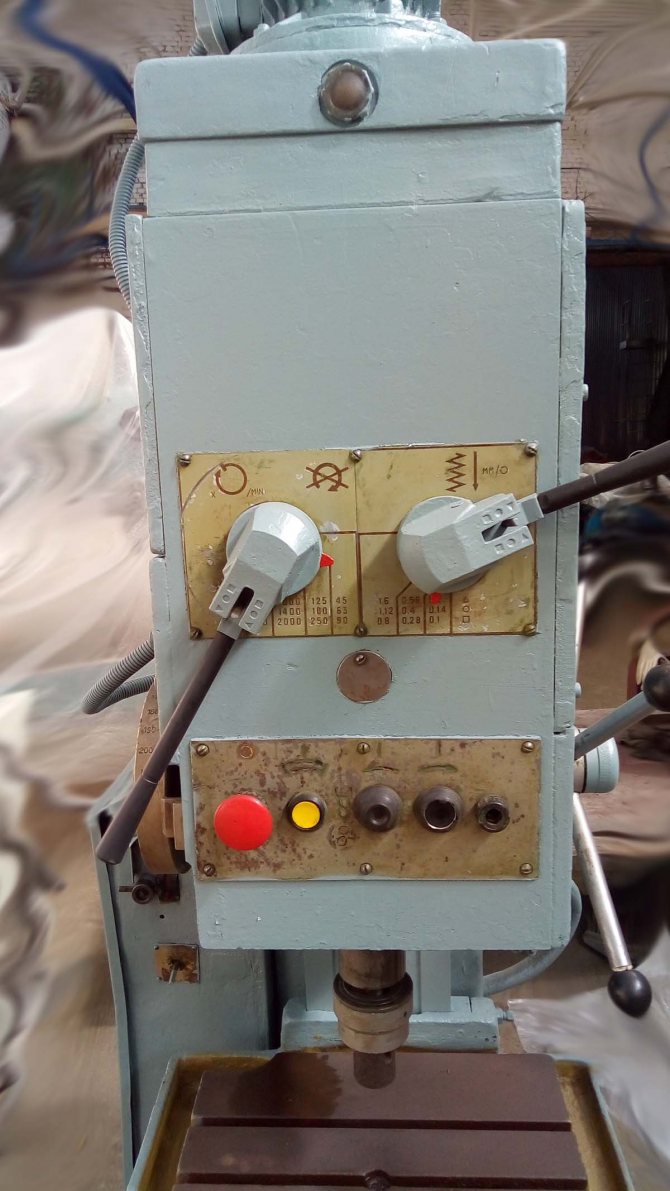
Фото сверлильного станка 2Н125
Сфера применения и возможности
Основная сфера применения сверлильного станка 2н125 — производство мелкими сериями. Агрегат предназначен для обработки изделий, имеющих небольшую толщину и изготовленных из стали средней прочности.
Максимально допустимый диаметр сверл, предназначенных для станка, составляет 25 мм. Такое положение предусматривает паспорт аппарата. Современные модели станка предоставляют мастерам возможность использовать сверла с еще большим диаметром, достигающим 35 мм.
Конструкция агрегата имеет особенности:
- наличие реверсивного механизма, предназначенного для более точной резьбы;
- принцип ручного управления, при котором выполнение подачи происходит вручную;
- возможность изменения режима работы станка, не останавливая при этом шпиндель;
- высокая устойчивость конструкции за счет равномерного размещения станочных элементов и его большой массы.
Рекомендуемой сетью для нормальной работы агрегата является трехфазная электросеть, в которой создается напряжение 380 В. Оборудование в состоянии работать и при подключении к однофазной сети, но мощность его значительно снизится.
Ручное управление аппаратом основывается на его вертикальном движении за счет ручки-маховика, нуждающейся в периодическом смазывании.
Вариации и конкуренты
Поскольку возможных типов отверстий существует огромное множество, было бы логично применять для получения некоторых наиболее специфичных особую технику. На основе базовой конструкции 2н125 отечественными инженерами были созданы следующие модификации популярного станка:
- Оборудование со встроенным автоматизированным управлением 2Н125А.
- Координатный агрегат с рабочим столом крестового типа 2Н125К.
- Однопозиционный агрегат 2Н125С, рассчитанный на работу с многошпиндельными головками.
- 2Н125Н – многопозиционный аналог модели 2Н125С.
- 2Н125Ф2 – усовершенствованный станок с числовым программным управлением, револьверной головкой, крестовым столом и другими дополнительными опциями.
Разумеется, не только в России производится сверлильное оборудование. Другие страны также достаточно активно покоряют этот рынок. Именно поэтому было справедливо представить список моделей-аналогов, которые во многом совпадают с вертикально-сверлильным станком 2н125 в технико-эксплуатационном плане. Среди них отдельно выделим китайский агрегат Z4025-2 и белорусскую модель 2Т125.
Приемы сверления легких сплавов
Многие виды и марки легких сплавов характеризуются меньшим сопротивлением резанию, чем черные металлы. Поэтому их обрабатывают на повышенных скоростях резания инструментами из быстрорежущих сталей, оснащенными твердыми сплавами. При обработке отверстий, например в магниевых сплавах (МЛ4, МЛ5 и др.), на сверлильных станках следует учитывать, что экономичная величина скоростей при пользовании указанными инструментами значительно выше той, которую могут обеспечить сверлильные станки. Кроме того, при обработке магниевых сплавов на больших скоростях возникает опасность их самовоспламенения.
Учитывая специфику обработки легких сплавов, сверление их рекомендуется производить, соблюдая следующие правила:
- 1. Отверстия в заготовках из магниевых сплавов надо сверлить сверлами из углеродистых или легированных иструментальных сталей. На передней поверхности сверла делать фаску с передним углом, равным 5° (рис. 87), и шириной 0,2..0,6 мм в зависимости от диаметра сверла (фаски тем шире, чем больше диаметр сверла).
- 2. Для уменьшения осевой силы резания и получения дробленой стружки у этих же сверл следует подтачивать перемычку до толщины 0,08..1,0 диаметра сверла D; угол φ делать равным 45°, задний угол α ~ 15°.
- 3. У сверл для сверления отверстий в дюралевых сплавах марок Д1, Д16 и др. должна быть хромирована режущая часть. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла.
- 4. Для сверления алюминиевых сплавов необходимо применять сверла с большими углами φ и ω, чем для сверления черных металлов; угол φ должен быть равен 66..70°, а угол наклона винтовых канавок ω равен 35..45°, задний угол α = 8..10°.
Основные правила эксплуатации
После установки оборудования необходимо ознакомиться с инструкцией по эксплуатации. Преимуществом такого типа оборудования являются минимальные требования, предъявляемые к условиям работы. Главное – проконтролировать отсутствие внешних и внутренних дефектов на рабочих органах станка.
Установку следует выполнять на твердую поверхность, которая выдержит вес оборудования. По окончании первичной наладки режимов станок должен поработать на холостом ходу некоторое время. Затем можно устанавливать сверла и выполнять пробную обработку металлических изделий.
Рабочий должен ознакомиться с правилами безопасности перед началом работы. Обязательно применение специальных защитных средств: перчаток, очков и рабочей одежды. В случае возникновения неполадок станок полностью отключается от электросети и только затем выполняются профилактические работы.
В видеоматериале представлен обзор аналогичной модели 2Н125Л:
Оценка статьи: (нет голосов, будьте первым)
Загрузка…Поделиться с друзьями:Похожие публикации

Обзор станка 1А616: описание, характеристики, фото
Обзор станка 3К634: конструкция, характеристики, правила эксплуатации
Обзор станка Мастер-Универсал 2500Е: назначение, конструкция, характеристики, отзывы



Расположение основных частей сверлильного станка 2Н125
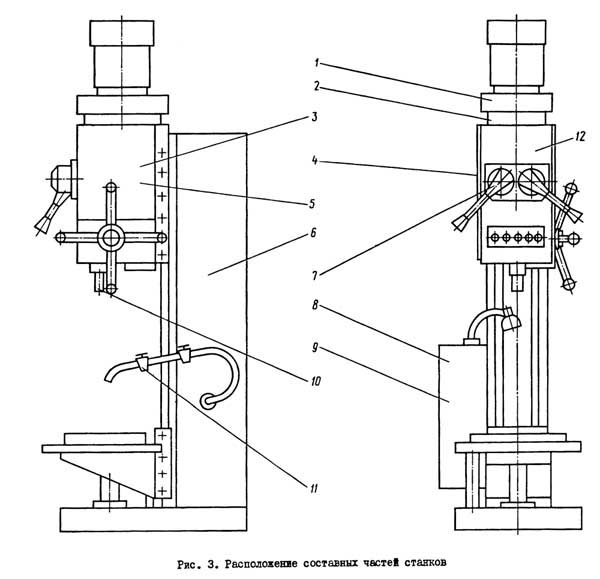
Расположение основных узлов сверлильного станка 2Н125
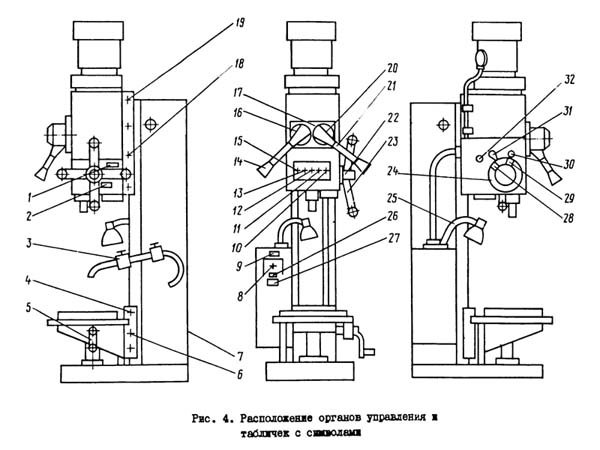
Расположение органов управления сверлильным станком 2Н125
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.

Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125А
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125С
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125Н
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125К
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.

Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
Настольно-сверлильный станок 2М112
Выдержавший несколько модернизаций советский вертикальный настольно-сверлильный станок модели 2М112, имеющий координатный стол, до сих пор широко востребован и для нужд домашней мастерской, и в небольших ремонтных предприятиях. Независимо от производителя (а модель 2М112 выпускалась в Литве заводом Komunaras, и в г. Киров, ныне Вятка – местным станкостроительным заводом), данный агрегат сохраняет достаточную функциональность и удобство.
Высокая надежность станка и хорошие технические характеристики обеспечиваются крайне простой конструкцией. В конструкции применено всего 6 подшипников, а шкивы для смены числа оборотов, хоть и громоздки и неудобны, позволили исключить удобную, но не надежную шестеренчатую коробку переключения оборотов. Подшипники станка 2М112 установлены в узле, в котором находится шпиндель, который иначе именуют пиноль, и благодаря которому осуществляется вертикальное перемещение инструмента. Еще один подшипник находится в узле подъема шпиндельной бабки. Малое количество смазываемых узлов облегчает обслуживание настольно-сверлильного станка 2М112.
Ввиду простоты, надежности и низкой стоимости станок хорошо зарекомендовал себя в учебных мастерских.
Технические характеристики станка 2М112
Расшифровка названия станка следующая. Первая цифра 2 обозначает, что рассматриваемое оборудование относится к сверлильному, а буква М означает, что базовая модель (её условное обозначение 2112) подвергалась модернизации. Первая из единичек в обозначении указывает тип агрегата, а две последние цифры – наибольший размер круглого в плане отверстия, которое можно получить на данном оборудовании.
Настольно-сверлильный станок 2М112 имеет технические характеристики, свойственные всем устройствам сверлильных станков подобного класса.
Таким образом, универсальный настольный вертикально сверлильный станок модели 2М112 может работать с отверстиями не более 12 мм в диаметре, причём материалом условной заготовки считается некаленая сталь 45 (для менее прочных материалов, например, алюминия, допускается и больше).
Основные технические характеристики:
- Вылет шпинделя – 0,19 м.
- Номер применённого конуса Морзе – В18.
- Вертикальное перемещение патрона со рабочим инструментом – 100 мм.
- Диапазон регулировки просвета между нижним торцом шпинделя и верхней кромки пазов на столе – 50…400 мм.
- Стол – координатный, рабочие размеры 200×250 мм (производятся варианты и с увеличенным по ширине столом).
- Количество скоростей вращения шпинделя (изменяется ступенчато) – 5, от 450 до 4500 мин -1 .
- Привод – электрический: мощность двигателя – 550 Вт, питающее напряжение 3 фазы 380 В.
- Габаритные размеры сверлильного станка 2М112 (длина×ширина×высота) – 770×370×950 мм.
- Вес – 120 кг.
Кинематическая схема настольно-сверлильного станка 2М112
Читайте также: Советы по выбору пилки для электролобзика по дереву и металлу
Советские станки, изготавливаемые как на заводе Комунарас, так и на производстве в г. Киров — рассчитывались на точность операции сверления Н (обычную) по ГОСТ 8-82.
Кроме сверления, назначение оборудования заключается в том, чтобы производить нарезание резьбы. Для этого конструкция предусматривает вертикальный специальный резьбонарезной патрон.
Устройство сверлильного станка 2М112
Кинематическая схема и общий вид включают в себя следующие элементы:
- Электрический двигатель.
- Клиноременную передачу.
- Вертикальный кронштейн.
- Шпиндель, входящий в состав инструментальной головки.
- Рукоять передвижения инструментальной головки по кронштейну.
- Рукоятку подачи пиноли.
- Опорную плиту с координатным столом, на поверхности которого имеются Т-образные пазы.
- Защитный кожух, закрывающий шкив сверлильного станка 2М112.
- Хомут с мерной линейкой.

Настольно-сверлильный станок 2М112 без защитного кожуха
Описание работы сверлильного станка 2М112
Шпиндель сверлильного станка 2М112 может перемещаться по колонне и крепится посредством винтового зажима. Пиноль станка может подниматься до высоты 400 мм над поверхностью рабочего стола, позволяя обрабатывать заготовки в широком диапазоне размеров.
Перед пуском двигателя обрабатываемая деталь закрепляется зажимами, находящимися в Т-образных пазах, которые имеет координатного стол 2М112. Производитель сверлильного станка 2М112 в качестве дополнительного оборудования предлагает тиски, которые устанавливаются на станине в пазы координатного стола.
Шпиндель проверяется на рабочую скорость вращения, которая зависит от твёрдости детали, после чего вручную устанавливаются вылет инструментальной головки и её положение относительно координатного стола. В патрон устанавливается сверло (или метчик) необходимого диаметра. Ход (особенно, если он – большой) проверяется при неработающем приводе, после чего включается электродвигатель, и с деталью производится необходимая технологическая операция, сверление или нарезание резьбы.
Электрическая схема настольно-сверлильного станка 2М112
Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Конус Морзе позволяет быстро сменить патрон для сверлильного станка 2М112 на иной рабочий инструмент с аналогичным креплением.
Удобство работы повышается благодаря тому, что рабочий стол неподвижен, а вращается пиноль, а точнее весь шпиндельный узел вокруг неподвижной опоры.
У станка 2М112 имеется подсветка, расположенная в шпиндельном узле.
Производители сверлильного агрегата 2М112 предусматривает его обязательное защитное заземление при работе для повышения безопасности. Подробные указания по заземлению содержит паспорт агрегата.
Скачать паспорт (инструкцию по эксплуатации) настольно-сверлильного станка 2М112
Обслуживание
Все работы по обслуживанию универсального настольно-сверлильного станка 2М112 заключаются в контроле натяжения ремня шкива и смазке отдельных узлов устройства. При нормальной нагрузке чаще всего (раз в 2 дня) смазку и очистку требует шпиндель (пиноль), особенно шлицевые поверхности. Раз в неделю смазывается поверхность вертикальной колонны и регулировочная гайка. Раз в полгода требует замены смазки подшипники шпинделя и колонки. При частой смене количества оборотов нуждается в смазке регулятор натяжения ремня и фиксатор защитного кожуха шпинделя. Подшипники смазываются консистентной смазкой типа ЦИАТИМ или Литол.