Круглошлифовальный станок 3М151 технические характеристики, паспорт. ПАСПОРТИЗАЦИЯ — Станок круглошлифовальный 3М151, 3М152, 3М162, 3М163, 3М164
Круглошлифовальный станок 3М151 технические характеристики, паспорт
Обширное распространение в области металлообработки получили круглошлифовальные станки, которые применяются для проведения шлифования торцевых, цилиндрических, конусообразных поверхностей. Условно можно поделить рассматриваемое оборудование на две главные категории: многофункциональные и обычные станки. Обычные станки могут применяться для шлифования конусные поверхности с малым уклоном, которые составляет не больше 6°, многофункциональные варианты выполнения используются для обработки деталей с большой конусностью за счёт поворота шлифовальной и передней бабки. Круглошлифовальный станок можно обозначить самым большим диаметром отделываемой заготовки, а еще ее длиной. В паспорте, в основном, указываются все решающие моменты, схема дает возможность определить конструкционные особенности. Станки данной группы как правило будут работать в автоматизированном и полуавтоматическом режиме.

![]()
4.2. КОНСТРУКЦИЯ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ЗМ151
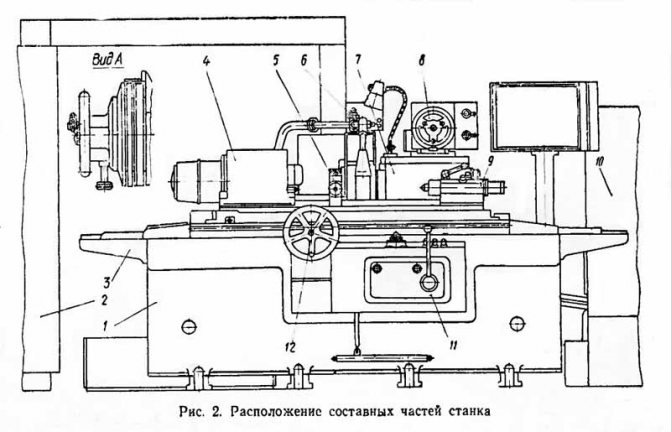
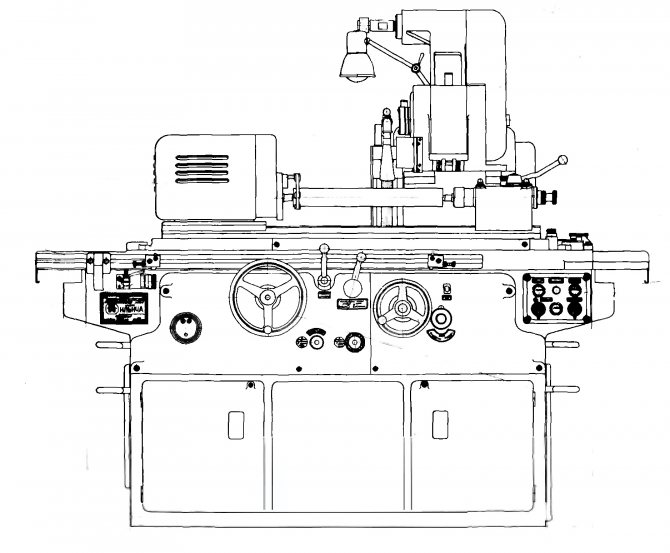
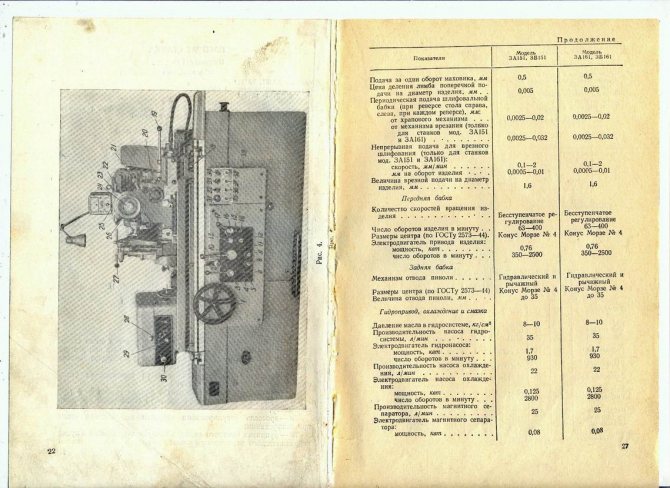
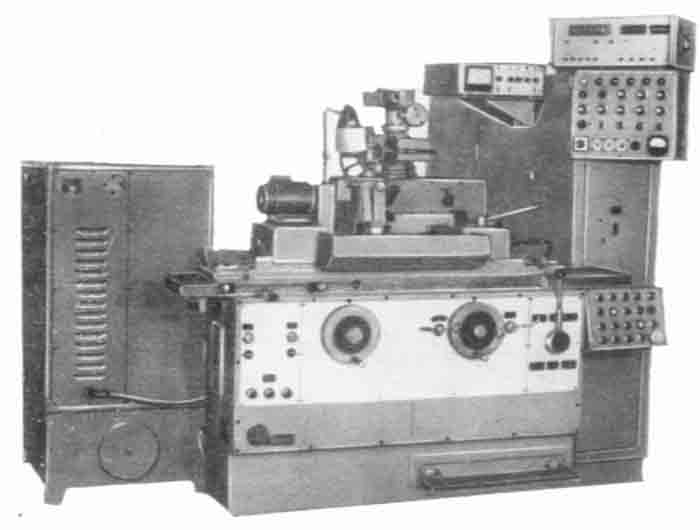
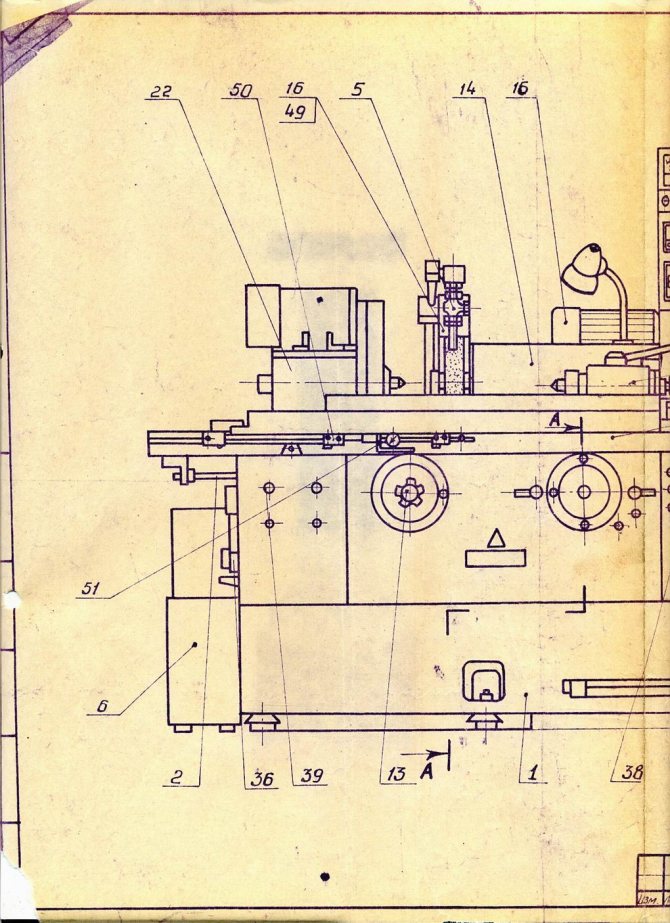
Общий вид круглошлифовального станка модели ЗМ151 с обозначением его основных узлов показан на рисунке 4.1.
Станок состоит из следующих основных узлов: станины 6, шлифовальной бабки 3, стола 2, передней бабки 1, задней бабки 5. Станина 6 служит для установки и крепления всех узлов и механизмов станка, а также его органов управления. Внутренние полости станины используются для размещения гидропривода и в качестве резервуара для масла. В верхней части станины 6 находятся шлифованные с высокой точностью направляющие, по которым перемещается стол 2 станка. Движение стола — возвратно-поступательное, осуществляется гидроприводом станка. Стол 2 станка состоит из двух частей. Верхняя часть стола является поворотной (вокруг вертикальной оси), что позволяет настраивать станок на угол шлифуемого конуса.
При обработке цилиндрических заготовок ось центров передней 1 и задней 5 бабок параллельна направляющим
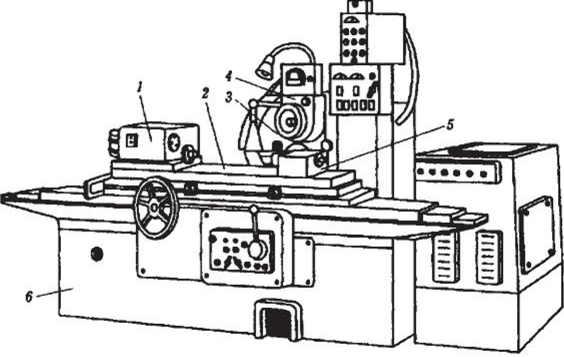
Общий вид круглошлифовального станка модели ЗМ151:
1 — передняя бабка; 2 — стол; 3 — шлифовальная бабка; 4 — механизм поперечного перемещения шлифовальной бабки; 5 — задняя бабка; 6 — станина.
стола, а при шлифовании конических заготовок она расположена под углом, равным половине угла конусности детали.
На столе 2 станка установлены передняя 1 и задняя 5 бабки. Передняя бабка 1 сообщает заготовке вращение (круговую подачу) с требуемой скоростью. Изменение частоты вращения заготовки осуществляется бесступенча- то за счет регулируемого электродвигателя постоянного тока. При этом шпиндель передней бабки 1 неподвижен, а обрабатываемая заготовка получает вращение от поводка, закрепленного на планшайбе. Задняя бабка 5 служит для поддержания обрабатываемой заготовки.
Читать еще: Шлифовальный станок из шлифмашинки
Шлифовальная бабка 3 осуществляет главное рабочее движение — вращение шпинделя с установленным и закрепленным шлифовальным кругом. Шпиндель шлифовальной бабки установлен в двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Шпиндель приводится в движение от отдельного электродвигателя через клиноременную передачу. Шлифовальная бабка 3 перемещается по поперечным направляющим, смонтированным на станине. Механизм 4 поперечного перемещения и устройство для правки шлифовального круга расположены на корпусе шлифовальной бабки 3.
Станок оснащен гидроприводом, включающим в себя гидронасос, гидродвигатели, гидроцилиндры, бак для рабочей жидкости, гидроаппаратуру и соединительные трубопроводы. Гидропривод выполняет следующие основные функции:
- • продольное реверсивное перемещение стола с рабочей скоростью и регулируемое по скорости перемещение стола при отведенной шлифовальной бабке;
- • быстрый подвод и отвод шлифовальной бабки;
- • заданное перемещение шлифовальной бабки;
- • отвод пиноли задней бабки при отведенной шлифовальной бабке;
- • блокировку механизма ручного перемещения стола;
- • непрерывную подачу шлифовальной бабки до касания круга с заготовкой;
- • поперечные подачи шлифовальной бабки, непрерывные при шлифовании врезанием и периодические при продольном шлифовании;
- • автоматический отвод шлифовальной бабки после достижения заданного размера;
- • подачу алмазного карандаша устройства для правки круга;
- • подачу смазочного материала в подшипники шпинделя шлифовальной бабки, направляющих стола и опоры винта поперечных подач.
Большая жесткость конструкции несущей системы станка и мощный привод обеспечивают его высокую производительность.
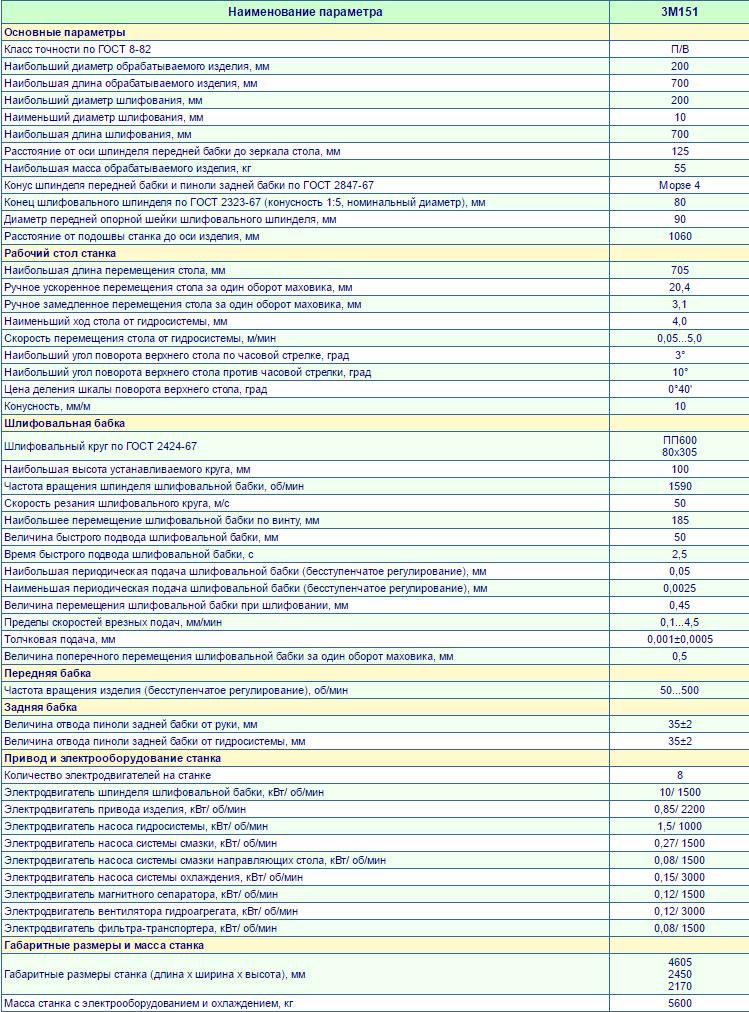
Основные характерности
Имеется очень и очень много самых разных вариантов выполнения круглошлифовальных станков, которые дают возможность проводить обработку цилиндрических и конусообразных поверхностей. Вариант выполнения с шлифовальной бабкой 3м151 применяется очень часто, в паспорте указаны все важные технические свойства, а еще в схеме указываются решающие моменты размещения элементов конструкции.
Скачать паспорт шлифовального станка 3М151
Круглошлифовальный станок модели 3м151 применяются для обработки наружной цилиндрической поверхности. Очень часто отделке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать отделке конусообразные заготовки при смещении шлифовальной бабки. Паспорт станка имеет информацию о том, какой конусности может быть поверхность. Необходимо выделить, что круглошлифовальный станок модели 3м151 имеет очень высокую точность. При его применении можно выполнять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования во время использования ручной подачи. в паспорте указывается самая большая продольная и поперечная ручная подача;
- модель 3м151 может применяться для врезного и продольного шлифования при полуавтоматическом рабочем цикле;
- некоторые варианты выполнения имеют систему ввода программы обработки заготовки, работа проходит в режиме автомат.
Технические характеристики станков 3Б161
| Наименование параметра | 3Б151 | 3Б161 | 3А151 | 3А161 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Наибольший/ наименьший диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63..400 | 63..400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
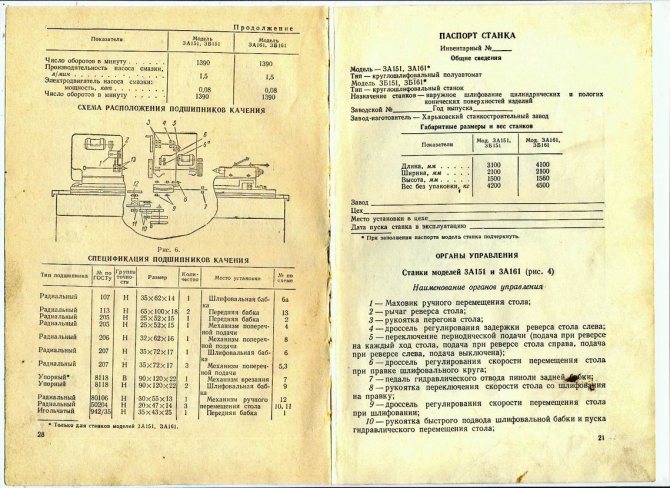
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
Расположение составных частей шлифовального станка 3М151
Читайте также: Вальцовка: гибка металла по заданному радиусу
Расположение основных узлов шлифовального станка 3м151
Перечень и обозначение составных частей шлифовального станка 3М151
- Станина 3М151.100, 3М162.100
- Электрооборудование 3М151.950
- Ограждение стола 3М151.910
- Передняя бабка 3М151.600
- Люнет 3М151.870
- Установка охлаждения 3М151.850
- Шлифовальная бабка 3М151.200
- Механизм поперечной подачи 3М151.500
- Задняя бабка 3М151.700
- Маслопровод 3М151.800
- Гидроуправление 300
- Механизм ручного перемещения стола 3М151.400
- Механизм быстрого подвода шлифовальной бабки 3М151.920
- Механизм для балансировки шлифовального круга ШУ-297
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов
Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Сведения о производителе круглошлифовального станка полуавтомата 3А151
Производитель круглошлифовального станка полуавтомата 3А151 — Харьковский станкостроительный завод им. Косиора в настоящее время ОАО «Харьковский станкостроительный )
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56
станок радиально-сверлильный Ø 50 - 3А151
станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700 - 3А161
станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000 - 3А164
станок круглошлифовальный Ø 400 х 2000 - 3Б151
станок круглошлифовальный Ø 200 х 700 - 3Б161
станок круглошлифовальный Ø 280 х 1000 - 3М132в
станок круглошлифовальный Ø 280 х 1000 - 3М151, 3М152, 3М162, 3М163
станок круглошлифовальный Ø 200 х 700, Ø 200 х 1000, Ø 280 х 1000, Ø 280 х 1400 - 3М151Ф2
станок круглошлифовальный с ЧПУ Ø 200 х 700 - 3М193
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800 - 3М194
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 4000 - 3М196
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000 - 3М197
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000 - 3130
станок круглошлифовальный Ø 280 х 700 - 3132
станок круглошлифовальный Ø 280 х 1000 - 3151
станок круглошлифовальный Ø 150 х 750
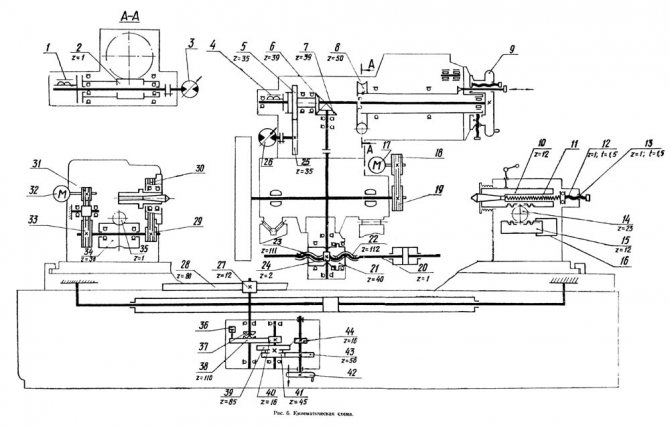
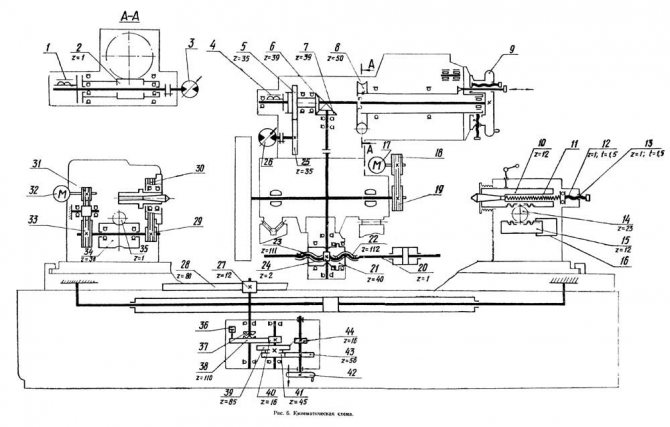
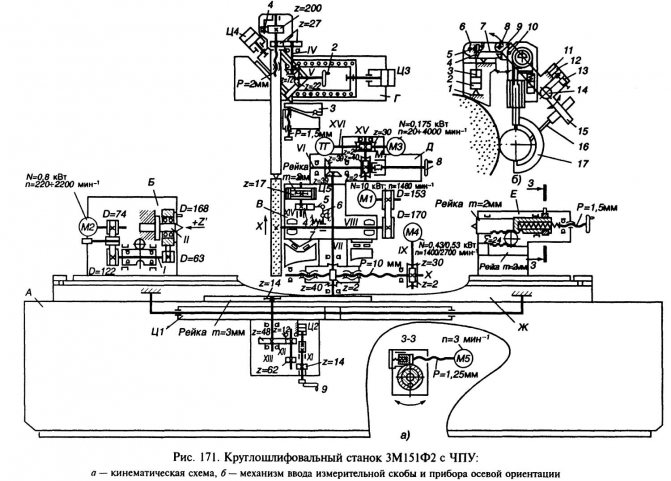
Схема кинематическая круглошлифовального станка 3М162
Эскиз одного листа “Кинематическая станка 3М162” приведена на следующем рисунке:
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 4Л721Ф1. Электроэрозионный копировально-прошивочный станок. Паспорт,Характеристики,Схема,Руководство
- 165. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 3М163В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М164. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М163. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
Предыдущие материалы:
- 3М152В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3Е711ВФ2. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
Присоединительные и посадочные базы круглошлифовального станка 3М151

Присоединительные и посадочные базы круглошлифовального станка 3м151
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:
Читайте также: Токарно-револьверный станок: особенности и назначение



- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
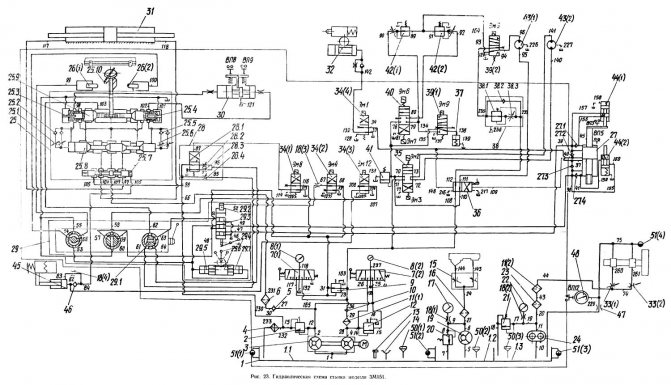
Гидравлическая схема Кинематическая схема Габариты рабочего пространства. Присоединительные и посадочные базы.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
3А423 станок круглошлифовальный для перешлифовки шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3А423 предназначен для перешлифовки коренных и шатунных шеек коленвалов длиной до 1600 мм и весом до 130 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3А423 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Наличие верхнего поворотного стола на станке 3А423 дает возможность шлифовать конические хвостовики коленчатых валов с малой конусностью, а также другие конические детали.
Балансировка коленчатого вала на станке 3А423 при шлифовании шатунных шеек осуществляется подвижными грузами на патронах.
Разработчик — лубенский станкостроительный .
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
Читайте также: Метод определения коэффициента износа основных средств
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Читать также: Ремонт импульсного блока питания на 12 вольт
3М132В Станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Полуавтомат круглошлифовальный 3М132в предназначен для наружного и внутреннего шлифования цилиндрических (диаметром до 280 мм и длиной до 1000 мм), конических и фасонных поверхностей, а также плоских фланцевых поверхностей изделий, в условиях единичного и серийного производства.
Шлифование на станке 3М132в может производиться в неподвижных центрах или патроне.
Станок круглошлифовальный 3М132в предназначен для:
- продольного и врезного шлифования цилиндрических и конических поверхностей;
- продольного и врезного шлифования отверстий;
- шлифования фланцевых и торцовых поверхностей.
Общая компоновка и особенности конструкции полуавтомата 3М132в
Полуавтоматы 3М132в изготавливаются в обычном исполнении и на их базе с ЧПУ.
На полуавтоматах в обычном исполнении механизм поперечных подач шлифовальной бабки обеспечивает ручные и автоматические поперечные подачи, позволяет производить настройку на общую величину снимаемого припуска и величину припуска, снимаемого при чистовом шлифовании. Механизм обеспечивает автоматическое переключение с черновой подачи на чистовую с помощью командоаппарата, размещенного в корпусе механизма.
На полуавтоматах с ЧПУ механизм поперечных подач обеспечивает:
- независимость включения механизмов ручного и автоматического управления;
- возможность изменения величин подач в процессе работы без прерывания цикла или с приостановкой;
- широкий диапазон выбора величин подач;
- введение коррекции положения шлифовальной бабки на заданную величину;
- одновременную индикацию в процессе обработки абсолютного размера и величины оставшегося припуска, что создает дополнительные удобства для оператора.
Шпиндель шлифовальной бабки установлен в двух подшипниках скольжения специальной конструкции. Подшипники имеют по три одинаковых вкладыша, представляющих собой отдельные сегменты.




Сферическими лунками вкладыши опираются на винты со сферическими головками, в результате чего вкладыши самоустанавливаются по шейкам шпинделя.
Конструкция обеспечивает масляный клин между вкладышами и шейкой шпинделя, что предотвращает их нагрев и износ.
Принудительная проточная смазка шпинделя производится из отдельного бачка, расположенного за пределами станка, что уменьшает температуру нагрева шлифовальной бабки.
Автоматический контроль наличия смазки в подшипниках шпинделя Шлифовальной бабки гарантирует долговечность их работы.
Бесступенчатое регулирование частоты вращения изделия, скорости резания и продольных подач позволяет производить обработку на оптимальных режимах.
Реле перегрузки привода шлифовального круга при быстром подводе шлифовальной бабки позволяет автоматически переходить на черновую подачу, что значительно повышает производительность.
Компенсация износа шлифовального круга осуществляется как вручную, так и автоматически.
Правку шлифовального круга можно производить гидрофицированным правильным прибором с автоматическим включением в цикле работы полуавтомата. Частоту правки можно изменять в зависимости от требуемой чистоты шлифуемого изделия и стойкости шлифовального круга.
Правку шлифовального круга по радиусу можно производить правильным прибором, закрепленным на столе полуавтомата.
Полуавтоматы оснащены устройством балансировки шлифовального круга во время работы, состоящим из механизма балансировки круга и электронного индикатора размаха колебаний. Устройство отличается быстродействием, надежностью работы, простотой управления, удобством обслуживания, что способствует повышению производительности и чистоты шлифования.
Полуавтоматы оснащены индикаторным устройством, обеспечивающим возможность измерения малых продольных перемещений стола. Устройство позволяет осуществлять размерную подшлифовку торцов деталей торцом шлифовального круга.
Индикаторное устройство для контроля поворота верхнего стола в сочетании с номограммой для определения величины коррекции положения верхнего стола резко сокращает время получения конусности шлифуемых деталей.
На полуавтоматах предусмотрена возможность установки приборов активного контроля с навесной и настольной скобами.
Приборы активного контроля позволяют:
- повысить точность измерения;
- увеличить скорость настройки на размер за счет быстродействия цилиндра и свободного перемещения подвижных частей прибора под действием постоянных усилий независимо друг от друга на всей длине хода;
- ликвидировать возможные ошибки, обусловленные вибрациями верхнего измерительного щупа при вращении детали.
Класс точности полуавтомата В по ГОСТ 11654—65.
Читайте также: Какой сварочный аппарат лучше для дома – выбираем с умом
Электрооборудование круглошлифовального станка 3М196
Размещение электрооборудования на станке 3М196
Общие сведения
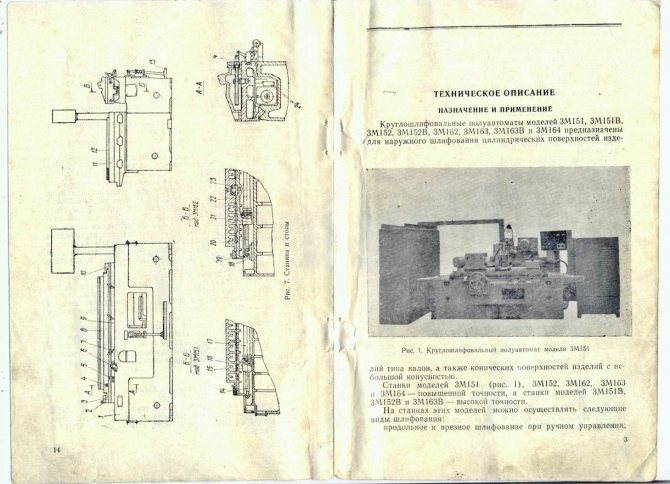
Круглошлифовальные станки моделей 3M193, 3M194, 3M195, 3M196 и 3M197 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей с небольшой конусностью.
Базовыми являются станки 3M197 и 3M194.
Станки моделей 3M195, 3M196 – модификация модели 3M197.
Станок модели 3M193 – модификация модели 3М194. Они отличаются от базовых моделей длиной устанавливаемого изделия.



Станок с электрооборудованием изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69. Станок может быть изготовлен и в климатическом исполнении Т4 со ГОСТ 15150-69.
Станок изготавливается с электрооборудованием для работы от сети трехфазного переменного тока частотой 50 Гц и напряжением 380 В.
По особому заказу станок может быть изготовлен с электрооборудованием на иную частоту и напряжение питающей сети.
Подключение станка к сети питания и защитного заземления рекомендуется производить проводами следующих (по меди) сечений:
- питающие напряжение 380-440 В – 50 мм2;
- питающие напряжение 220В – 90 мм2;
- заземление при 380-440 В – 25 мм2;
- заземление при 220 В – 50 мм2.
Питание силовых цепей электродвигателей постоянного тока Мl, М2, М3 осуществляется от преобразователей U1, U2, U3.
Питание цепей управления осуществляется:
- Напряжением переменного тока 110В от однофазного понижающего трансформатора (ТС2);
- напряжением постоянного тока 24В от источника выпрямленного напряжения.
Питание цепей сигнальных ламп местного освещения станка осуществляется переменным напряжением 24В от отдельной обмотки трансформатора ТС2.
Суммарная установленная мощность электрооборудования станка 60 кВт (для 3M193, 3M194 – 55,6 кВт).
Функциональное назначение, наименование и техническая характеристика элементов электрооборудования указаны на схеме электрической принципиальной (приложение I) и перечне элементов (приложение 2).
Электрооборудование установлено на станке и отдельно стоящих устройствах, входящих в состав станка.
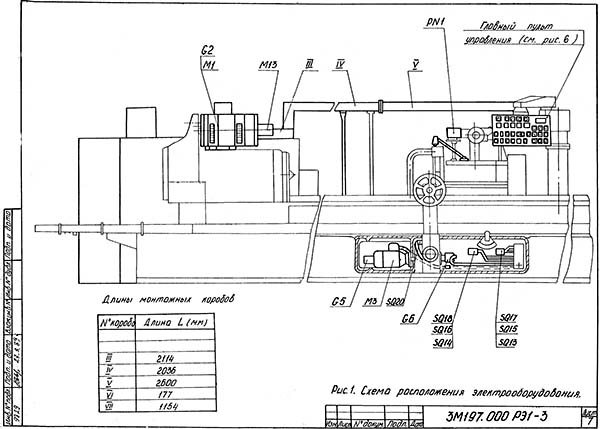
Расположение электрооборудования показано на рис. 1,2,3.
Шкаф управления расположен отдельно от станка. Расположение электрооборудования в шкафу показано в прилагаемой к нему технической документации.
На боковую стенку шкафа управления выведена рукоятка привода вводного выключателя QFI для подключения станка к сети переменного тока.
Для ввода проводов от сети, в боковой стенке монтажного короба предусмотрено отверстие.
Расположение шкафа и вводного отверстия доказано на рис. 2.
Привод механизмов станка осуществляется двигателями:
- М5, М6*, М7, М8, М9, М10*, М11, М12, M13, M14, М15** – трехфазные асинхронные двигатели с короткозамкнутым ротором;
- M1, M2, М3 – двигатели постоянного тока получающие питание от тиристорных преобразователей U1, U2, U3 соответственно.
Диапазон регулирования частоты вращения для электродвигателей:
- Ml – 170…1700 об/мин
- М2 – 530…1250 об/мин
- М3 – 20… 1500 об/мин
На сборочных единицах и устройствах станка установлены путевые выключатели SQI, SQ2, SQ3*, SQ4…SQ8, SQ11….SQ18, SQ20..SQ22, SP1, SP2, SP6.
Функциональное назначение и состояние выключателей в положениях механизмов станка приведено в таблице 3 на схеме электрической принципиальной (приложение I).
Органы электрического управления, информации и электроизмерительные приборы расположены на 4-х пультах.
Расположение их показано на рис. 6…9, а функциональное назначение приведено в разделе 8.




Для контроля уровня вибрации на станке установлен виброизмерительный прибор PN1.
Читайте также: Как установить индикаторный нутромер на базовый размер
На шлифовальной бабке станка установлен светильник местного освещения ЕL1.
Для централизованной смазки механизмов станка и управления некоторыми движениями станка применена комплектная станция гидропривода Г48-3М197.
Схема и описание работы прилагается в инструкции по эксплуатации устройства.
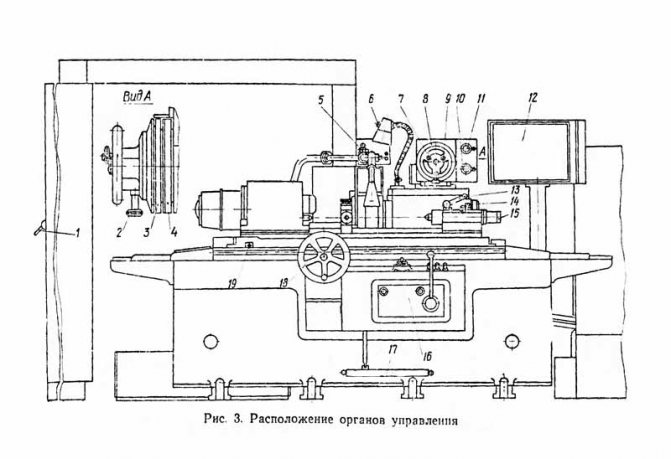
Расположение органов управления шлифовальным станком 3М151
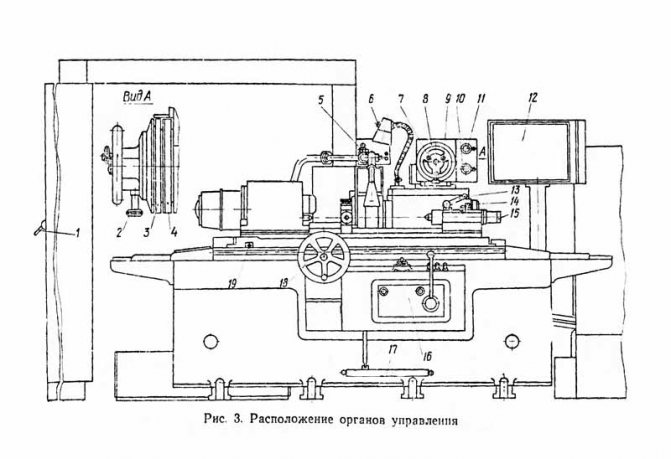
Расположение органов управления шлифовальным станком 3м151
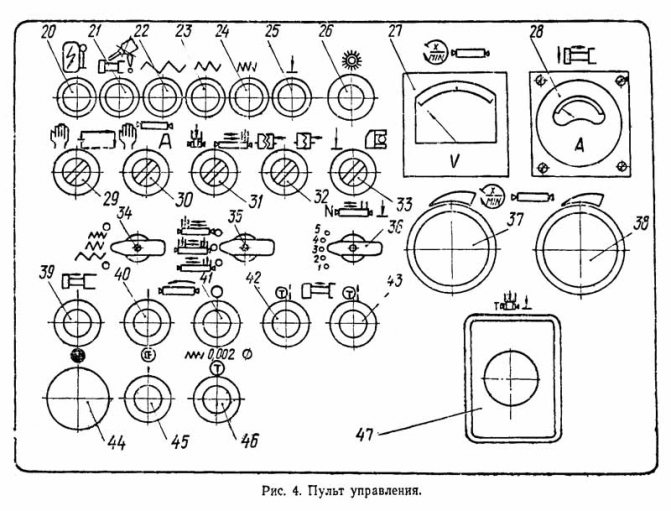
Пульт управления шлифовальным станком 3м151
Перечень органов управления шлифовальным станком 3М151
- Вводный автоматический выключатель
- Рукоятка включения автоматических подач шлифовальной бабки
- Лимб установки припуска на чистовое шлифование
- Лимб установки общей величины припуска на шлифование
- Рукоятка пуска охлаждающей жидкости
- Выключатель светильника
- Рукоятка включения жесткого упора
- Маховик ручной поперечной подачи
- Винт зажима лимба поперечной подачи
- Рукоятка регулирования скорости черновой подачи
- Рукоятка регулирования скорости чистовой подачи
- Пульт управления
- Рукоятка зажима пиноли задней бабки
- Рукоятка ручного отвода пиноли задней бабки
- Рукоятка регулирования усилия поджима пиноли задней бабки
- Гидропанель
- Педаль гидравлического отвода пиноли задней бабки
- Маховик ручного перемещения стола
- Винт поворота верхнего стола
- Сигнальная лампа «Сеть включена»
- Сигнальная лампа «Отсутствие смазки» подшипников шпинделя шлифовальной бабки
- Сигнальная лампа «Форсированная подача»
- Сигнальная лампа «Черновая подача»
- Сигнальная лампа «Чистовая подача»
- Сигнальная лампа «Выхаживание»
- Контроль исправности сигнальных ламп
- Указатель частоты вращения изделия
- Указатель нагрузки электродвигателя привода шлифовального круга
- Переключатель цикла работы станка (наладочный — полу автоматический)
- Переключатель пуска и останова вращения изделия
- Переключатель метода шлифования (продольное, врезное шлифование)
- Переключатель муфты ручных Поперечных подач (включена-выключена)
- Переключатель вида шлифования (с прибором активного контроля — до упора)
- Переключатель наладки скоростей подач (подача отключена, форсированная подача, черновая подача, чистовая подача, подача отключена)
- Переключатель периодической подачи (подача на каждый ход стола, подача слева, подача справа)
- Переключатель количества ходов на выхаживание
- Регулятор частоты вращения изделия при черновом шлифовании
- Регулятор частоты вращения изделия при чистовом шлифовании
- Пуск шлифовального круга
- Пуск вращения изделия
- Выключение вращения изделия
- Перегон шлифовальной бабки вперед
- Перегон шлифовальной бабки назад
- Общий стоп
- Пуск гидронасоса
- Толчковая микронная подача
- Регулятор реле времени на выхаживание при врезном шлифовании
- Рычаг реверса стола
- Дроссель регулирования скорости гидравлического перемещения стола при черновом шлифовании
- Рукоятка быстрого подвода (наклон рукоятки к себе), отвода (наклон рукоятки от себя) шлифовальной бабки, пуска перемещения стола от гидропривода при шлифовании (к себе и вправо) и правке круга (к себе и влево), перегона стола вправо (от себя и вправо) и влево (от себя и влево) при отведенной шлифовальной бабке
- Дроссель регулирования скорости гидравлического перемещения стола при чистовом шлифовании
- Дроссель регулирования скорости гидравлического перемещения стола при правке
- Дроссель регулирования задержки реверса стола слева
- Дроссель регулирования задержки реверса стола справа
Круглошлифовальный полуавтомат 3М151В
Круглошлифовальный полуавтомат 3М151В предназначен для наружгого шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей изделий с небольшой конустностью. Станок модели 3М151В является станком высокой точности. На нем можно осуществлять следующие виды шлифования:
- продольное и врезное шлифование при ручном управлении
- продольное и врезное шлифование до упора при полуавтоматическом цикле работы
Станок 3М151В может быть применен в условиях мелкорерийного, серийного и крупносерийного производства.
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.




- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.